| [ начало ] | [ Г ] |
Гальванопластика
— Г. заключается в процессе получения металлических осадков желаемого вида и формы посредством электрического тока, через разложение им металлических растворов. Г. преследует две цели: 1) получение точных металлических копий с медалей, барельефов, статуй и т. п. предметов, а также и покрывание тонким слоем металла дерева, гипса, фарфора и прочего, и 2) осаждение тонкого слоя металлов на поверхности других металлов с целью придать последним более красивый вид, защитить их от окисления или, наконец, сделать их более прочными. Г. открыта в С.-Петербурге в 1838 г. Б. С. Якоби, о чем было напечатано в № 95 "Bulletin Scientifique" (1838). В Англии открытие Г. приписывают Спенсеру в Ливерпуле, работы которого, однако, были опубликованы лишь в 1839 г. Для получения гальванопластических изделий, представляющих копии с данных оригиналов, почти исключительно пользуются растворами солей меди, реже применяется железо. Медь довольно легко выделяется из её растворов в виде ровного, плотного мелкозернистого осадка, сохраняющего самые тонкие отпечатки формы; при этом медь медленно окисляется, и очищение её поверхности производится очень легко. Гальванический ток, проходя через раствор солей меди, выделяет медь на катоде, причем осадок её дает точную копию (негативную) катода. Гальванопластическое осаждение меди производится: а) на металлические формы; б) на предметы, не проводящие тока, каковы: гипс, дерево, фарфор, стекло и т. п.; поверхность делает их проводящими ток посредством металлизации и в) точные копии из меди получают, делая осаждение на металлизированные формы, отлитые с оригинала из стеарина, гуттаперчи и т. п. веществ. При гальванопластическом осаждении меди на металлические оригиналы последние предварительно очищаются и натираются мягкой щеткой графитом или каким-либо жирным веществом почти досуха; операция эта имеет целью облегчить отставание осадка меди от металлической формы.
Металлизация поверхностей не проводящих ток производится различными способами. Натирают мягкой щеткой измельченным графитом или порошком для бронзирования (поталь), пока поверхность не станет совершенно ровной и блестящей. Покрывают формы раствором 1 части белого фосфора и 4 частей сернистого углерода и затем кистью наносят раствор азотносеребряной соли (ляпис); из последнего выделяется на поверхности тонкий слой металлического серебра. Иногда форму покрывают (кистью) раствором ляписа и держат ее над чашкой, на водяной бане, — в чашке помещен кусочек белого фосфора и налит алкоголь; в этом случае, как и в предыдущем, на поверхности выделяется тонкая пленка металлического серебра. Предметы из стекла и фарфора металлизируют иногда прямо серебрением мокрым путем (как зеркала), как описывается в статьях Серебро и Зеркала. Чаще всего гальваническое воспроизведение копий производится осаждением меди на негативные формы из непроводящих ток веществ, каковы: гипс, стеарин с воском, легкоплавкие металлические сплавы, гуттаперча и прочие. Материал для изготовления негативных форм должен удовлетворять следующим условиям: он должен быть легкоплавким, мало изменять свой объем после снятия формы с оригинала, не изменяться химически от растворов в ванне и иметь плотное не зернистое строение. Для изготовления гипсовой формы оригинал из гипса, мрамора и т. п. покрывают слоем графита, натирая его мягкой щеткой, или намазывают его обыкновенным спиртовым лаком и смачивают затем мыльной водой. Сам способ формовки зависит от фигуры оригинала. Если оригинал плоский, как например медали и барельефы, то оклеивают их бортик лентой листового свинца или бумаги таким образом, чтобы образовалась плоская коробка, дно которой составляет медаль; смазывают медаль посредством кисти жидким гипсом для удаления с поверхности пузырьков воздуха и затем вливают жидкий гипс (см. это слово). После затвердевания гипсовую форму снимают, высушивают и проваривают в расплавленном воске; после охлаждения металлизируют. Сложные или составные гипсовые формы с таких предметов, как бюсты, производятся подобным же образом, как и для получения форм, применяемых гипсовщиками для отливки бюстов и статуй (см. Гипс, Формовка). Части формы (число их, смотря по виду оригинала) сушат, проваривают в воске, металлизируют и, сложив куски вместе, скрепляют их снаружи. При всех этих операциях легко испортить края отдельных кусков формы, поэтому для снятия форм с бюстов, обычно употребляют другие материалы.
Формы из стеарина изготавливают, вливая расплавленный стеарин так же точно, как и гипс. Для избежания кристаллического строения затвердевшего стеарина, к нему прибавляют воск и немного графита, последний также устраняет сжатие отвердевшей формы (100 частей воска, 20 частей стеарина, 1 часть графита).
Формы из легкоплавких сплавов. Легкоплавкие сплавы изготавливаются повторительным сплавлением металлов в пропорции, указанной ниже. Если в сплаве должна заключаться ртуть, то последняя прибавляется после окончательного сплавления других металлов. Состав сплавов, употребляемых для указанной цели, следующий: 1) свинца 2 части, олова 3 части, висмута 5 частей, температура плавления 100°; 2) свинца 5 частей, олова 3 части, висмута 8 частей, температура плавления 80-90°; 3) свинца 2 части, олова 3 части, висмута 5 частей, t° = 70°; 4) свинца 2 части, олова 3 части, висмута 5 частей, ртути 2 части, t° = 35°. Готовый сплав выливают в плоскую коробку из плотной бумаги и, очистив поверхность сплава от окислов куском бумаги, вдавливают рельеф в жидкий сплав, дав ему затвердеть. Для отделения металлического оригинала от сплава его предварительно смазывают насухо вазелином и натирают порошком для бронзирования. Формы из легкоплавких сплавов для тонких рельефов, вообще, не делают вследствие грубого зернистого строения сплавов. Медь, осаждаемая на формы из сплавов, содержащих ртуть, получает хрупкость вследствие её амальгамации. Материалом наиболее удобным и практичным для изготовления форм служит гуттаперча. Гуттаперча при незначительном нагревании размягчается, полусплавляется, по охлаждении вновь затвердевает, воспроизводя все мелкие подробности оригинала и представляя ту выгоду, что она не растворима в тех жидкостях, которые служат растворами при гальванопластических осаждениях, и вновь может служить для производства других форм. Гуттаперчу в теплой воде доводят до состояния размягчения, несколько раз разминают ее в теплой воде для очистки от механических примесей и приступают к изготовлению форм одним из следующих способов. Обычно снимают копию посредством пресса; на чугунной доске помещают оригинал рельефом вверх, окружают его плотной железной рамкой, высота которой соображается с толщиной изготавливаемой формы. Вырезав затем из гуттаперчи кусок, который бы входил свободно в рамку, толщиной в два раза более высоты рамки, нагревают перед огнем ту её поверхность, на которой должен получиться отпечаток оригинала; нагревание производят до тех пор, пока не размягчится кусок её на две трети своей толщины, и, вложив его в рамку, сдавливают прессом. Обыкновенный копировальный пресс вполне пригоден для небольших форм. Оригинал предварительно должен быть натерт графитом для свободного отделения от гуттаперчи; отделение производят, когда гуттаперча сохраняет еще некоторую пластичность. Снятую форму погружают в холодную воду, где она окончательно затвердевает. Для больших форм размягчение гуттаперчи производят в особых печах. Изготовление форм из гуттаперчи выливанием её в расплавленном состоянии не дает хороших результатов вследствие появления пузырей. Для изготовления форм с крупных предметов гуттаперчу сплавляют с салом или оливковым маслом, наблюдая, чтобы количество прибавленных примесей не было бы более одной трети её веса. Формы из такой массы изготавливаются отливанием. Для форм с предметов, имеющих очень выдающиеся части, иногда употребляют плавкую массу из клея, патоки и глицерина; такая масса всегда сохраняет упругость и легко отделяется от копируемого предмета.
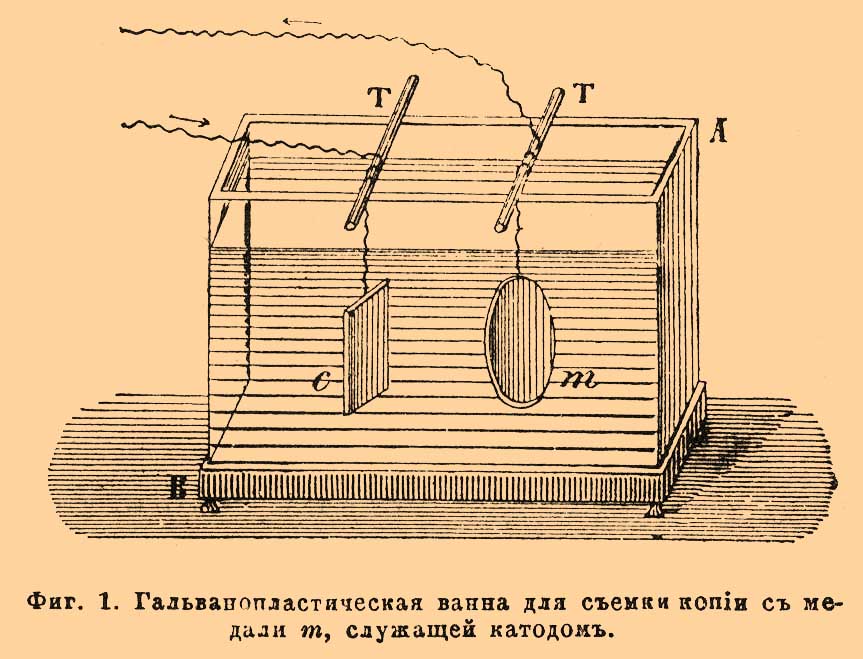
Из какого бы материала ни была изготовлена форма, необходимо позаботиться, чтобы слой проводящего вещества на его поверхности вследствие металлизации имел хорошее металлическое соединение с теми частями проводника, которые служат для включения формы в цепь проводов тока. Для последней цели боковую поверхность формы окружают плотно прилегающей лентой из листового олова, фольги или тонкой проволочной спиралью, укрепляя их в самой массе формы таким образом, чтобы между ними и металлизированной поверхностью было надежное металлическое сообщение. Части проводов вне формы покрываются лаком или другим каким-либо изолирующим веществом. При очень глубоких рельефах от проводника, окружающего форму, ответвляют тонкие проволоки к наиболее углубленным частям формы, чтобы осадок меди одновременно отлагался на всей поверхности; ответвления эти также покрывают изолирующим веществом, исключая оконечности у формы. Сосуды или вообще резервуары для гальванопластических растворов изготавливаются из различных веществ, каковы: стекла, глазурованная глина, гуттаперча и дерево. Для небольших предметов пользуются стеклянными и гуттаперчевыми сосудами, для больших — ящиками из глазурованной глины и деревянными, покрытыми изнутри сплавом из 3 частей канифоли и 1 части гуттаперчи. [Или же проваривают в расплавленном парафине, которым легко заливаются всякие щели, швы и т. п. Парафин хорошо изолирует, и на него водные растворы солей не влияют.] Для очень больших предметов исключительно употребляются деревянные ящики, облицованные изнутри свинцом. На верхних краях сосудов располагаются медные проводники, соединяемые зажимными винтами с положительным и отрицательным полюсами источника электрического тока. Форма, имеющая значение катода, соединяется металлически с отрицательным полюсом (например, цинк от батареи). С положительным полюсом соединяется медная анодовая пластинка, поверхность которой должна быть приблизительно равной поверхности формы, принимающей осадок меди. Прилагаемые фигуры могут дать понятие об устройстве гальванопластических ванн; фиг. 1, стеклянная ванна для маленьких предметов, фигура 2, ванна из глазурованной глины для больших предметов.
Фиг. 1. Гальванопластическая ванна для съемки копии с медали m, служащей катодом.
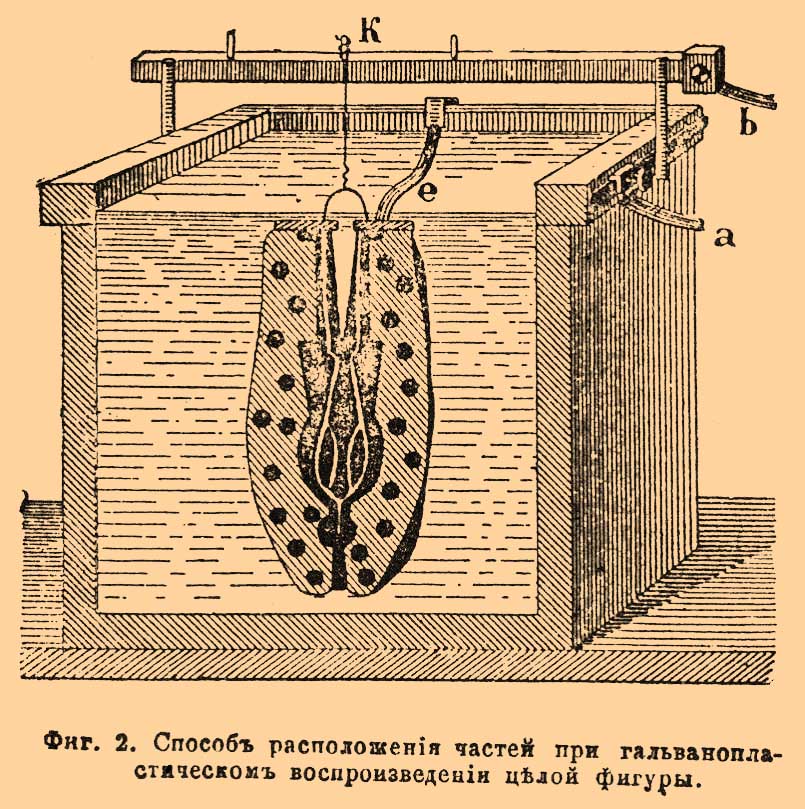
Фиг. 2. Способ расположения частей при гальванопластическом воспроизведении целой фигуры.
Сосуды или резервуары наполняются растворами соединений меди, рецепты которых приводятся ниже. Для получения плотного и хорошего осадка меди необходимо руководствоваться следующими соображениями: электрический ток, проходя через раствор металлических соединений, разлагает их; на это затрачивается некоторая работа, величина которой зависит от большей или меньшей прочности данного химического соединения. Вследствие этого у зажимов ванны должна быть установлена известная разность потенциалов; величины её, выраженные в вольтах, приводятся далее для различных ванн [См. Гальванометаллургия, Вольт и Вольтметр]. Качество получаемого осадка зависит от плотности тока, т. е. от силы тока на единицу поверхности катода (число ампер на 1 квад. дециметр), плотности тока не должны выходить из известных пределов, указанных опытом. На основании изложенных соображений при гальванопластических работах необходимо иметь следующие приборы: а) амперметр (или амметр) с делениями до наибольшей силы тока, которым пользуются при работе; амперметр включается в цепь последовательно; б) вольтметр с делениями от 0,1 до 8 вольт; включается он в ответвления от зажимов ванны; в) реостат для поддержания у зажимов ванны должной разности потенциалов и силы тока. Прилагаемая схема на фиг. 3 дает понятие о расположении всех этих приборов при гальванопластических работах.
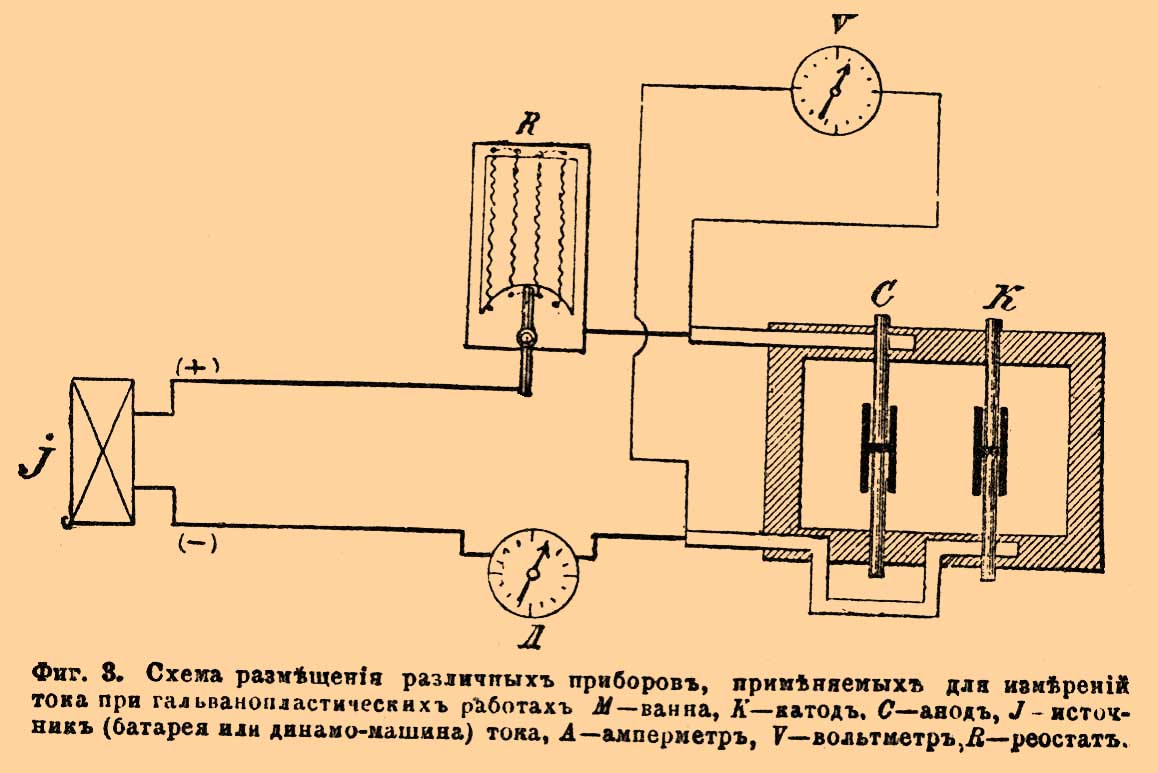
Фиг. 3. Схема размещения различных приборов, применяемых для измерений тока при гальванопластических работах. M — ванна, K — катод, С — анод, J — источник (батарея или динамо-машина) тока, А - амперметр, V — вольтметр, R — реостат.
Источниками электрического тока служат: для маленьких предметов — гальванические элементы, по преимуществу типа Даниэля; число и группировка их определяется требуемыми плотностью тока и разностью потенциалов у зажимов ванны. Для больших работ служат специальные динамо-машины с очень малым внутренним сопротивлением (системы шунт) и развивающие при нормальном числе оборотов в минуту должную, небольшую разность потенциалов в цепи; при таких машинах гальванопластические ванны располагаются в цепи параллельно. При работах для производства гальванопластических изделий в большом количестве по одной и той же модели ванны обычно располагают последовательно, пользуясь для этого динамо-машиной, дающей требуемую разность потенциалов у своих зажимов. Для больших работ пользуются также и батареями аккумуляторов, особенно тогда, когда работа должна идти без перерыва и ночью. Провода от динамо-машин и аккумуляторов и к ваннам рассчитывают на потерю в них энергии не больше 10%.
Состав медной ванны. Кислая ванна приготовляется из насыщенного раствора медного купороса, который подкисляется серной кислотой до плотности в 20° по Боме. Вследствие неодинаковой растворимости медного анода при прохождении тока сравнительно с количеством меди, выделяемой на катоде, ванна со временем ослабевает; для её восстановления к ней прибавляют время от времени углемедной соли, приготавливаемой смешением медного купороса и соды, и промыванием водой полученного зеленого осадка углемедной соли. Расстояние между анодом и катодом в ванне делают обычно в 15 сантиметров; при этом вольтметр должен давать показания от 0,5 до 1,75 вольт, амперметр должен давать показания, соответствующие данной плотности тока, которая для приведенной ванны может изменяться в пределах от 2,5 до 4 ампер на 1 кв. дециметр. Для плоских предметов, каковыми являются клише, расстояние между электродами уменьшают до 5 сантиметров, а плотность тока до 1,1. Для самых тонких рельефов, как, например, для изготовления картографических клише, плотность тока уменьшают до 0,85. Указанная кислая ванна не годится для осаждения меди на чугун, сталь, железо и цинк; в этом случае употребляется синеродистая медная ванна, приготавливаемая следующим образом: в 100 литрах воды растворяют порошок уксусномедной соли (яри-медянки) и смешивают с 2 кг соды в 2 кг кислой сернонатровой соли; затем прибавляют 2,5 кг синеродистого калия (98%). Исправления обедневшей ванны достигают прибавлением синеродистой меди (в 51 литре воды 1 кг синеродистой меди и 1,5 кг синеродистого калия). Плотность тока 0,4. Разность потенциалов у зажимов ванны должна быть в пределах от 2,54 + 0,048L до 3,4 + 0,121L вольт, где L есть расстояние между электродами ванны в сантиметрах. Гальванопластические изделия после вынимания из ванны ополаскиваются несколько раз водой, затем спиртом и высушиваются в горячих древесных опилках. Для заливания с обратной стороны очень тонких изделий употребляют сплав из 12 частей свинца, 1 части олова и 1 части сурьмы, смазав предварительно обратную сторону, на которую выливается сплав, раствором хлористого цинка в смеси с нашатырем.
Для покрывании металлических изделий другими металлами (гальваностегия) изделия эти предварительно подготавливают удалением с их поверхности жира и окислов. Предметы из меди и её сплавов нагреваются до темно-красного каления и очищаются в кислых растворах, состав которых приводится ниже. Очень тонкие изделия и те, которые опасно нагревать, очищают от жиров продолжительным кипячением в щелочах (10% раствора едкого кали или едкого натра) и в воде. Для очищения поверхности от окислов после нагревания их погружают еще горячими в 20% раствор серной кислоты и ополаскивают водой. Далее погружают в другие ванны, смотря по тому, желают ли иметь матовую поверхность или блестящую. Раствор для образования матовой поверхности: 200 частей азотной кислоты (36° по Боме), 100 частей серной кислоты (66°), 1 часть поваренной соли и от 1 до 5 частей цинкового купороса; для блестящей поверхности: азотной кислоты (36°) 100 частей, серной кислоты (66°) 100 частей и 1 часть поваренной соли.
Очистка цинковых изделий от жиров и окислов производится кипячением в продолжении нескольких минут (вследствие растворения цинка) в 20° растворе едкого кали и погружением на 2 или 3 секунды в раствор: 100 частей азотной кислоты, 100 частей серной кислоты (кислоты по объему) и 1% поваренной соли. Очистка железа и чугуна производится после очищения от жира в растворе едкого кали погружением на 2 или 3 часа в слабый раствор серной кислоты (1%). Чугун и железо предварительно очищаются механическими средствами. Сталь очищается механическими способами, затем в растворе едкого калия и погружением на несколько секунд в раствор из 100 частей воды, 30 частей соляной кислоты и 10 частей серной кислоты. Серебро очищается нагреванием до темно-красного каления и погружением в 10% раствор серной кислоты. Для покрывания металлических предметов другими металлами их подвешивают на проводниках, как и при осаждении меди, на провода, соединенные с отрицательным полюсом источника электрического тока; анод же делают из того металла, которым желают покрыть предмет. Ниже приводятся рецепты ванн для различных металлов с указанием плотностей тока и должных разностей потенциалов.
Никелирование. Для покрывания никелем железа, меди и сплавов меди пользуются насыщенным раствором никелевого купороса. Нейтральность раствора поддерживают, прибавляя по временам раствора водного аммиака или едкого кали до образования осадка, не растворимого в жидкости ванны. Прибавлением к ванне 0,5% борной кислоты достигается более белый тон осадка никеля. Плотность тока от 0,8 до 0,6; разность потенциалов у зажимов ванны от 2,5 до 3,5 вольт. Для маленьких предметов плотность тока 0,4; разность потенциалов 4 вольта. Для придания большей твердости осажденного никеля в состав ванны прибавляют солей кобальта (например, для клише). Аноды должны быть из чистого никеля, как, например, вальцованного; трудно производить хорошее никелирование, если никелевый анод содержит медь или железо. При никелировании необходимо с особой тщательностью очистить металлические поверхности для осаждения на них никеля; если предметы спаяны оловом, то их предварительно покрывают гальванопластически медью.
Покрывание металлов железом. В некоторых случаях, как, например, для клише, необходимо бывает придать поверхности особую прочность; для этой цели покрывают их пленкой твердого железа, или, как говорят, осталивают. Для получения такого железа приготавливают ванну растворением в воде равных по весу частей железного купороса и серномагнезиальной соли (плотность 1,55); раствор насыщают до прекращения отделения газа углемагнезиальной солью. Расстояние между электродами (анодом и катодом) 4 см., плотность тока 0,019. Разность потенциалов у зажимов ванны 0,024 + 0,021 L вольт, где L расстояние между электродами в сантиметрах.
Серебрение. Серебряная ванна состоит из раствора синеродистого серебра в синеродистом калии. Для приготовления её растворяют 150 гр. азотносеребряной соли в 1 литре дистиллированной воды и смешивают с раствором синеродистого калия (250 гр. синеродистого калия в 9 литрах воды), взбалтывая смесь. Анодом служит пластинка чистого серебра. Если при серебрении анод белеет, прибавляют к ванне синеродистого калия; если анод чернеет — прибавляют синеродистого или хлористого серебра; осаждение идет нормально, когда анод сохраняет при прохождении тока серый цвет и белеет лишь при прерывании тока. Раствор при работе все время приводится в движение перемешиванием. Плотность тока 0,5. Для разбавленной ванны разность потенциалов у зажимов 0,594 + 0,108 L; для крепкой 0,416 + 0,084 L вольт. Для покрывания очень тонким слоем серебра маленьких предметов с большим удобством может служить ванна-элемент, представленная на фиг. 4.
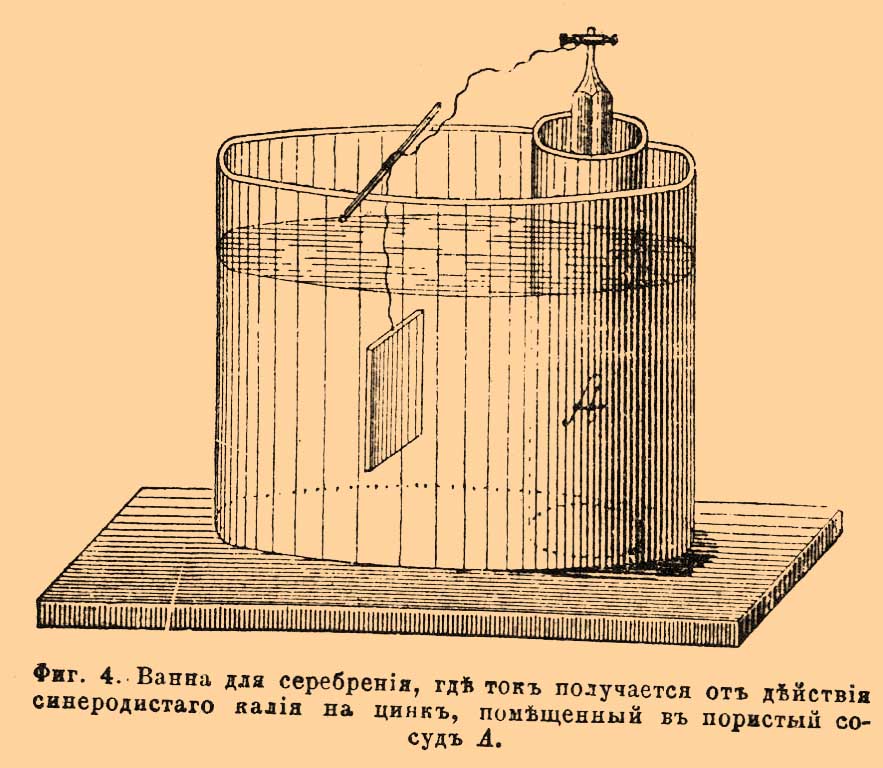
Фиг. 4. Ванна для серебрения, где ток получается от действия синеродистого калия на цинк, помещенный в пористый сосуд А.
Ванна содержит раствор синеродистого серебра в синеродистом калии; туда же вставляется пористый сосуд А с цинком, погруженный в 10% раствор синеродистого калия. Посеребряемые предметы металлически соединяются с цинком. По мере обеднения ванны к ней прибавляют синеродистого серебра.
Золочение. Золочение производят в растворах, подогретых до 50° Ц. и имеющих следующий состав: для серебра, меди и её сплавов: кристаллической фосфорнонатровой соли 600 частей, кислой сернонатровой соли 100 частей, синеродистого калия 10 частей, хлористого золота 10 частей; для железа, стали и чугуна: фосфорнонатровой соли 500 частей, кислой сернонатровой соли 125 частей, синеродистого калия 5 частей, хлористого золота 10 частей. Фосфорнонатровую соль растворяют в 8 литрах горячей воды и смешивают с раствором хлористого золота в 1 литре воды. С другой стороны, приготавливают растворы кислой сернонатровой соли в 1 литре воды и в таком же объеме воды синеродистый калий, и все между собой смешивают. Анодом служит или золотая пластинка, или платиновая; в последнем случае ванна быстрее беднеет золотом, что исправляется прибавкой раствора синеродистого золота в синеродистом калии. При платиновом аноде изменяют тон позолоты большим или меньшим погружением её в ванну. Плотность тока 0,1. Разность потенциалов у зажимов ванны 0,421 + 0,551 L вольт. Позолота садится ровнее, если вещи помещаются в ванну амальгамированными; ртуть затем удаляют нагреванием.
Платинирование. Раствор для осаждения платины приготавливается следующим образом: в 2-х литрах воды растворяют 500 гр. лимонной кислоты и к кипящему раствору прибавляют при помешивании хлороплатинат аммония, приготовленный из 75 гр. сухой хлорной платины, раствор кипятят, пока он не сделается совершенно светлым, и затем его разбавляют водой до 5 литров. Для увеличения электропроводности раствора прибавляют 20-25 гр. нашатыря. Для избежания растворения платиновых анодов раствор время от времени заменяется свежим. Медь и её сплавы могут быть прямо покрываемы платиной. Железо, сталь и другие металлы покрывают предварительно медью. Ванна во время осаждения платины должна быть нагрета от 80 до 90°. Разность потенциалов у зажимов ванны от 5-6 вольт. После прохождения тока в течение 8-10 минут предметы с осадком платины вынимаются из ванны, сушатся и полируются. Если желают получить осадок очень прочный, то после первого осаждения его полируют стальной щеткой и еще раз осаждают на него в течение 10 минут слой платины, пользуясь более слабым током.
Пользуясь приведенными рецептами растворов, возможно гальванопластическим путем не только получать однородные металлические осадки, но и украшать поверхности металлов инкрустацией из других металлов. Для этой цели данную металлическую поверхность покрывают слоем мягкого лака, обнажают резцом те части, на которых должен осесть другой металл и помещают предмет в ванну с раствором соли взятого металла, как анод, т. е. соединяют его с положительным полюсом источника электрического тока, катодом служит пластинка из того же металла. При прохождении тока в местах, освобожденных от лака, образуются углубления, которые в ванне из другого металла заполняются последним, если предмет поместить уже как катод. На этом принципе основано изготовление рельефов для гальваногравюр.
Применения гальванопластики в технике и в общественном быту весьма обширны и разнообразны. Гальванопластика дала возможность воспроизводить с фотографической точностью редкие экземпляры скульптуры и античных предметов. Большие исторические коллекции в музеях: Кенсингтонском в Лондоне, галло-романском в Сен-Жермене и художественном музее в Вене содержат многие редкие экземпляры, воспроизведенные гальванопластическим способом. Таким же путем изготовлены колоссальные статуи, украшающие в Петербурге Исакиевский собор, в Париже — двери церкви св. Августина и фасад Новой Оперы. Особенно распространено в технике покрывание гальванопластическим способом одних металлов другими; одна, например, гальванопластическая фирма Кристофль в Париже ежегодно осаждала около 800 пудов серебра на сумму свыше 4-х миллионов франков, не считая других работ. В настоящее время можно сказать с уверенностью, что ни один хорошо устроенный механический завод, ни одна экспедиция заготовления государственных и других ценных бумаг, покрытых гравюрами, и т. п. не обходится без своего гальванопластического отделения для заводских потребностей.
В. Я. Флоренсов. Δ .
|
Page was updated:Tuesday, 11-Sep-2012 18:14:59 MSK |