| [ начало ] | [ Д ] |
Деления и делительная машина
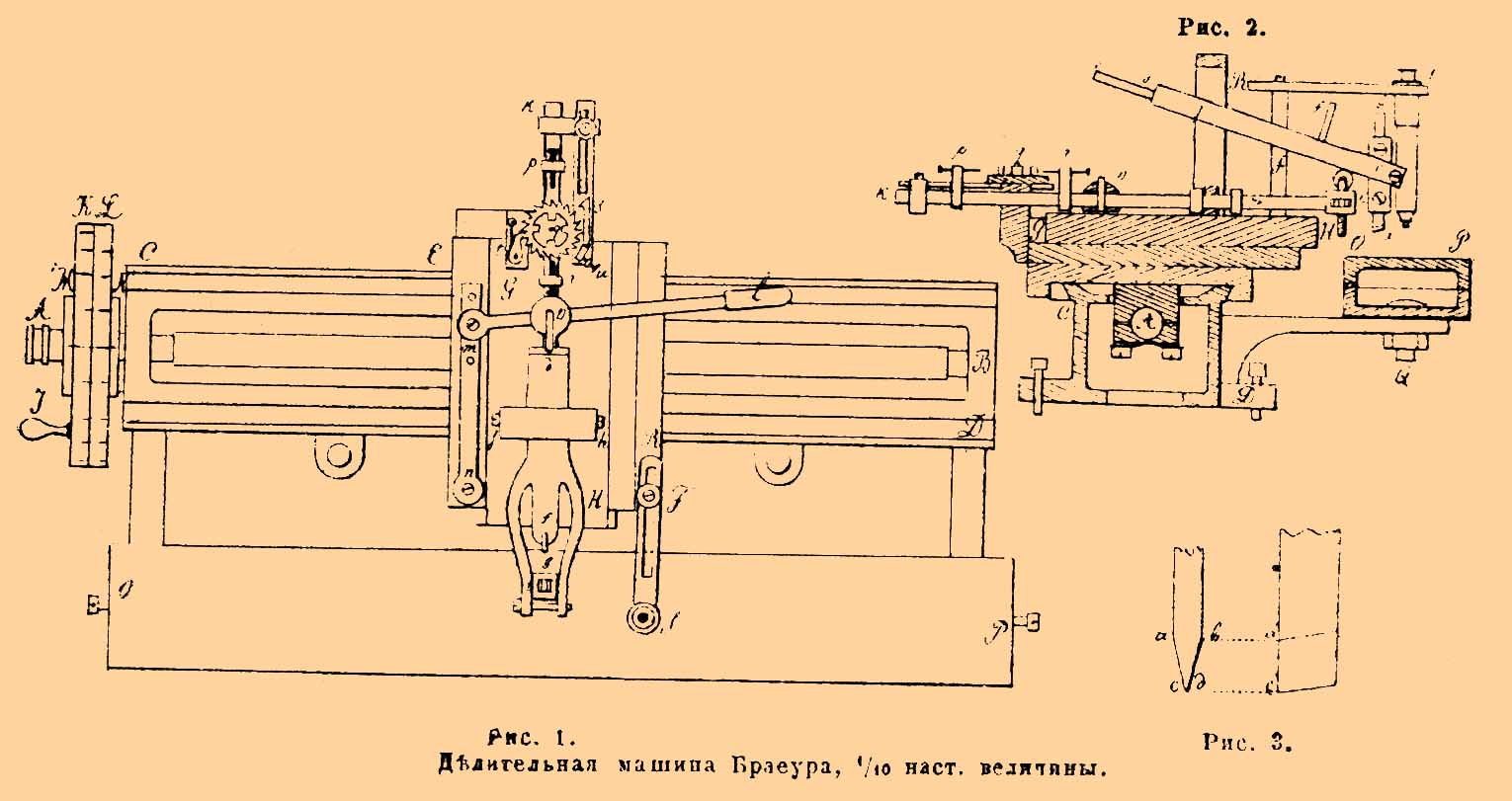
— Для практики наблюдательных наук правильные и точные Д., как линейные, так и угловые, представляют предмет первостепенной важности. Глаз или осязание дает нам лишь возможность судить о равенстве двух промежутков, когда они наложены или надлежащим образом сближены. Это сводится обыкновенно к наблюдению совпадения линий или указателя с чертою шкалы на глаз, а также к суждению о равенстве расстояния внутренних поверхностей одного предмета с внешними размерами другого, на ощупь (кран- или крум-циркуль, см.). Для определения же отношений наблюдаемых размеров, приходится всецело полагаться на равномерность Д. шкалы употребляемого прибора. Д. для точных измерительных приборов делают помощью Д. машин, основанных на свойстве винта подвигать свою гайку вдоль оси вращения на длину, пропорциональную углу поворота. Обыкновенно винт только вращается, а его гайка скользит и увлекает вдоль неподвижных салазок инструмент, служащий для нанесения Д. Мы опишем Д. машину русского механика Брауера (см.) как наиболее совершенный из известных в настоящее время типов. На схематическом рисунке нашем эта машина изображена в 1/10 натуральной величины; только мелкие части механизма для нанесения Д. сделаны непропорционально большими, для ясности.
Рис. 1. Рис. 2. Рис. 3.
Винт AB (рис. 1 и 2) вращается на своих цапфах в чугунной раме CD, верхний край которой тщательно остроган по профилю, показанному в разрезе на рис. 2. Гайка его скреплена с салазками EF, поперек которых может скользить чугунная призма GH, поддерживающая прибор для нанесения Д. Для вращения винта служит ручка I, скрепленная с кругом K, неподвижно насаженным на конец А винта. Вращение измеряется помощью Д. на окружности K и неподвижного указателя M. Круг же L, снабженный такими же Д. и указателем N, можно поворачивать относительно круга K и закреплять во всяком положении. Предмет прикрепляется к платформе OP, способной немного вращаться около винта Q, чтобы устанавливать параллельно винту направление разделяемого масштаба. Кроме того, верхнюю часть этой платформы можно заставлять скользить немного вдоль нижней помощью винтов P и O, чтобы точно приводить начало Д. на желаемое место, когда изготовляют масштаб длиннее наибольшего передвижения гайки машины. В большинстве случаев требуется только наносить помощью делительной машины миллиметровые или какие-либо другие определенные Д.; лишь при изготовлении термометров надо заданную длину разделять на определенное число равных частей. В первом случае можно довольствоваться копированием нормального масштаба, который укрепляется на платформе ОР рядом с разделяемым предметом, параллельно винту машины. Перекрестные нити в микрометренном окуляре микроскопа S, укрепленного помощью столбика F к подвижным салазкам машины, наводят на первое Д. нормального масштаба, проводят черту на новом и повторяют этот же прием для всех следующих Д. Таким образом делаются самые точные шкалы, потому что нормальный масштаб можно еще калибровать, определить поправки для каждого Д. в принимать их во внимание при каждой установке. Но для обыкновенных случаев полагаются на правильность винта и устанавливают резец помощью его разделенной головки K; так же поступают, когда надо разделить заданную длину на равные части. Чтобы облегчить необходимую при этом установку, Брауер устраивал нечто вроде счетной машины, указывающей после каждой установки, какое Д. головки надо привести против указателя для следующей установки. Для этого служит круг L и его указатель N: положим, что надо делать черты после 1,25 оборота винта; в таком случае поворачивают L относительно K на 0,25 оборота в сторону вращения круга K. Для следующей черты нужно, сделав полный оборот, установить против указателя M еще 25-е Д.; тогда M будет показывать уже на 0,50, число, долженствующее стоять против M для третьей черты, и т. д. (В действительности у Брауера круг L разделен на своей плоской поверхности). В машинах системы Фромана это же cамое достигается вполне автоматически, но с меньшею точностью помощью храповых колес со 100 зубцами и двух подвижных упоров. Фроман, собственно, усовершенствовал первоначальный механизм такого рода: один тип требует попеременного движения рукою то вправо, то влево, а другой, существующий лишь в небольшом числе экземпляров в мастерских, вполне автоматичен. Устройство этой делительной машины очень сложно: двигатель посредством длинного вала передает движение резцу и в то же время заводит род часового механизма; когда черта проведена, механизм, подобный рамсденовскому, спускает его и позволяет ему повернуть винт на заданное число оборотов, для следующей черты.
Обыкновенные приемы изготовления винтов не могут дать той точности, какая требуется для Д. машины (см. Винт). Чтобы исправить неравенства (всегда малые) длины хода в разных местах винта, пользуются двумя клупками, накрепко соединенными между собою на расстоянии половины длины всего винта. Одна клупка сделана так, что режет при вращении вправо, а другая при вращении влево, поэтому одна всегда служит только направляющею гайкою, пока другая срезывает все встречающиеся отклонения, и стремится придать своей половине винта вид точной копии другой половины. Повторяя такую операцию много раз и позволяя клупкам срезывать лишь очень немного материала зараз, достигают значительного улучшения винта: тогда укрепляют клупки на расстоянии трети или четверти длины винта и ведут поверку дальше. В промежутках вставляют винт в Д. машине и измеряют длину одного дециметра разными его частями, помощью микроскопа s. Брауер достигал при этом такой степени точности, что лишь при концах винта получались ошибки немного превышающие 0,01 мм на дециметр. В машинах фирмы Soci été Géné voise гарантируется точность от 0,025 до 0,015 мм, в обыкновенных Д. машинах Дюмулен-Фромана ошибка несколько больше. Брауер употреблял целые месяцы для последовательной выверки винтов. Причина, почему 0,01 мм составляет предел точности такого рода выверки, — следующая: при работе винт и клупки неравномерно нагреваются, а расширение стали при нагревании на 1° составляет 0,012 мм на метр. При малейшей торопливости или недосмотре разность температур разных частей прибора легко может достигнуть нескольких градусов. Из новейших работ ("Zeitschrift fur Instrumentenkunde" и "Zentralzeitung f. Optik und Mechanik" видно, что вышеописанный способ может быть дополнен сравнением частей оборотов между собою. Наклон винтовой линии может быть также неодинаков в разных частях как одного и того же оборота, так и разных оборотов; эти неравенства бывают от начала меньше, чем неравенства хода; но их можно тоже исправлять, поворачивая одну клупку относительно другой во время процесса выверки. Гуго Шредер ("Z. f. Instrk." 1893) говорит, что на современном хорошем винторезном станке (см. Токарный станок), нарочно для этой цели устроенном, можно получать непосредственно винты с ошибками не более 0,05 м., если только ведущий винт станка хорош. Неправильность зубцов передаточных колес производит только мелкие местные неправильности, легко уничтожаемые шлифованием. Наибольшую степень точности можно сообщить винту посредством продолжительной шлифовки (Роуланд в " E ncyclopedia Britanica" т. XX, 522, изд. 1886 г.): изготовляется гайка, длиною почти равная винту, из той же мягкой стали, что и винт, и разрезанная вдоль на четыре части. Помощью охватывающей ее двойной конической оправы гайку эту можно стягивать по мере ее стирания. Винт помещается на станок, гайка на него надевается, снабжается наждаком с маслом, весь прибор погружается в воду, и винт вертят взад и вперед в продолжение двух недель, снимая гайку и переворачивая ее после каждых десяти проходов. Под конец наждак заменяют порошком турецкого оселка и потом крокусом. Тогда стачивают около четверти его длины с каждого конца, потому что только середина оказывается так выверенною, что неправильности формы цапф оказываются больше неправильностей самого винта.
Остающиеся погрешности винта можно определить наблюдением и принимать во внимание при делении (см. Микрометр и Ошибки наблюдений); но для этого Д. машина должна быть построена очень солидно и тщательно. В большей части Д. машин иностранных фирм имется непостоянный мертвый ход. Длинная гайка, разрезанная и сжимаемая пружиною, рубчатая, достаточно длинная и хорошо пригнанная шейка винта и салазки наподобие сюпорта токарного станка оказались наиболее надежными формами частей Д. машин. Самый резец подобен штихелю токарного станка (рис. 3, в нат. вел.) и вырезывает из металла настоящую стружку. Для тонких черт фацетка cd едва заметна, а для толстых она шире, иначе бороздки надо было бы вырезывать слишком глубоко. Хорошие деления должны быть достаточно глубоки, чтобы масштаб мог выдержать неоднократную чистку и чтобы черты можно было заполнить сажею. Масштаб должен состоять из черточек разной длины. Эти требования обусловливают устройство механизма для проведения черт: резец ab (рис. 2) закреплен в квадратной трубке с, завинченной между пружинящимися концами солидного бронзового рычага d, вращающегося между острыми концами винтов gh, ввинченых в чугунную рамку, скрепленную с основной призмою GH. Параллельно ее длине может немного скользить между определенными пределами цилиндр ik через посредство сочлененных рычагов lоm и mn. На конце i находится колеско, упирающееся в нижнюю, наклонную поверхность рычага d. Если потянуть за конец l в сторону резца, цилиндр ki сначала подвинется один, колеско приподымет острие резца с поверхности масштаба, а вслед затем и вся призма GH станет двигаться вперед, пока конец винта p не упрется в вырез колеска q. При обратном движении l сначала отступит колеско и опустит острие резца, потом уже станет двигаться резец и проводить черту, длина которой ограничится упором винта r в неподвижную поверхность q. При следующем движении вперед, собачка s, скрепленная с ik, передвинет колеско q на один зубец, винты будут уже упираться не в вырезы, а в цилиндрическую поверхность q, и черта будет короче. Собачка t не позволяет q повернуться обратно под влиянием трения s при движении назад, а винтик u не дает собачке s захватить следующий зубец. Стержни f и e предназначены для грузов, чтобы, смотря по толщине черты, увеличить или уменьшить давление на резец. Круговые делительные машины в настоящее время устраиваются так, что они просто дают возможность копировать Д. с большого круга на меньший, с помощью микроскопа, вследствие чего уменьшается влияние ошибок при установки каждой черты. Окружность круга и делительной машины снабжают обыкновенно зубцами, сцепляющимися с бесконечным винтом; но при тщательной работе этот последний служит лишь для установки; только для более быстрого нанесения Д., от которых не требуется большой точности, пользуются его разделенной головкой. Над усовершенствованием круговых Д. очень много потрудились астрономы и механики. Огромные квадранты старинных обсерваторий разделялись помощью штангенциркуля (скользящий Ц.) от руки, исходя от дуги в 60°, которой хорда равна радиусу. Наибольшего искусства в изготовлении Д. достиг Бёрд (Bird), получивший за это в 1764 г. награду в 500 фн. стер. от английского морского начальства (от Board of Longitude). Он вычислял вперед длины хорд и устанавливал свои циркуля по масштабу. Первая попытка применить бесконечный винт к устройству делительной машины была сделана Гуком в 1664 г., но неудачно, вследствие несовершенства исполнения. Удачнее (1740) делительная машина часовщика Гиндлей в Йорке: осуществляя идею астронома Рёмера, он взял длинную латунную полоску, просверлил в ней ряд равноотстоящих дырочек и навернул ее на деревянный круг.
В 1765 г. французский любитель наук Duc de Chaulnes заменил микроскопами острия циркуля для Д. кругов и тем далеко отодвинул пределы достигаемой точности. Подобным же образом Рамсден в 1777 г., Рейхенбах в 1810 г. и многие другие получили оригинальные Д. на кругах своих делительных машин. Рамсден разделил свой круг сначала на небольшое число частей и от каждой точки Д. начал нарезывать на окружности нарезки бесконечным винтом, надрезанным на подобие метчика (см. Винтор. инстр.); врезывая край все глубже и глубже, он достиг наконец того, что зубцы сошлись и круг можно было повернуть кругом непрерывным движением винта. Дальнейшие подразделения круга были сделаны уже этим винтом. Несмотря на все старание и искусство строителя Д. маш., ошибки получались довольно большие. Приходилось тщательно исследовать эти Д. при помощи микроскопов самой делительной машины, вычислять поправки и на их основании наносить новые Д., рядом со старыми. Таким путем получены были Д. современных делительных машин; но со всеми подробностями описана только машина Рамсдена, получившего премию с этим условием (см. перевод в "Z. f. Opt. u. Mech.", III, 162; IV, 159). Из новейших описана делительная машина Вегенера ("Z. f. Instrumentenkunde", 1883) с показанием размеров, но без рисунка: наш схематический рисунок (4, 5 и 6) составлен по этому описанию. На тяжелой чугунной треноге АВВ' укреплен бронзовый сплошной круг FG, а в столбе этой треноги может вращаться около оси DE другой такой же круг KL с делениями на вделанной серебряной полоске.
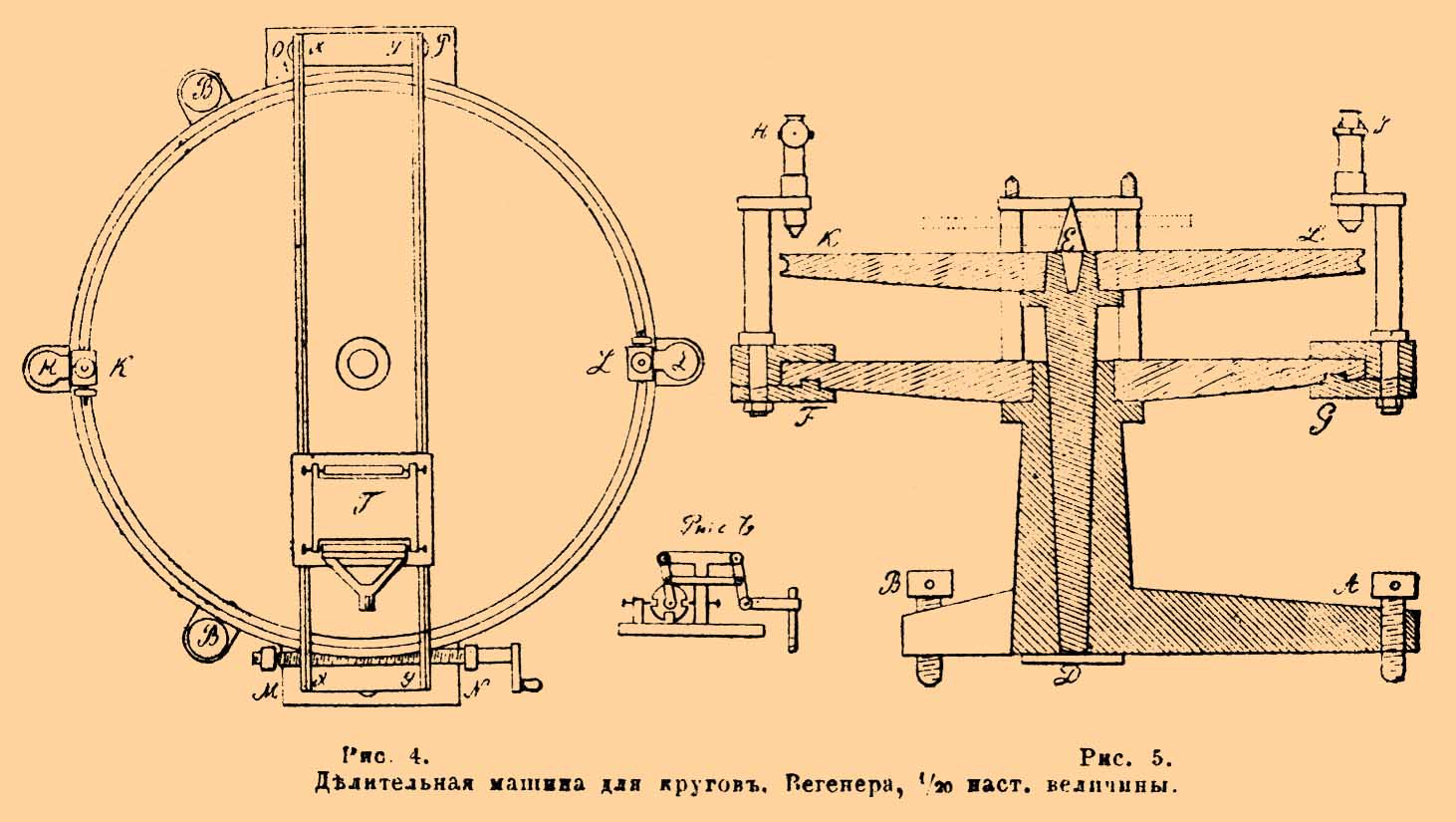
Рис. 4. Рис. 5. Рис. 6. Делительная машина Вегенера. 1/20 наст. величины.
На окружности нижнего круга можно передвигать и привинчивать подставки микрометренных микроскопов H и I. К нему же прилиты выступы MN и OP, к которым укреплены на трех столбах рельсы xx'yy' для резца T. Механизм для приведения в движение резца подобен вышеописанному, но устроен менее солидно: вместо скользящей призмы GH (рис. 1 и 2), служащей основанием рычагу CD резца, он привешен на своих винтах gh к раме, качающейся около другой пары винтов, представляющих ось вращения, параллельную первой. Благодаря такому устройству, резец может двигаться только в одной вертикальной плоскости и будет описывать на плоскости разделяемого круга прямую линию. Механизм для определения величины размаха, чтобы получать длинные и короткие черты, основан на том же принципе, что и в машине Брауера (см. рис. 6, представляющий такой механизм сбоку). Чтобы доводить Д. до края, как это необходимо в кругах, снабженных верньерами, рядом с резцом ввинчивается стальной винт с полированною нижнею оконечностью; его так подвинчивают, чтобы он опирался слегка на поверхность разделяемого лимба, когда острие резца врезалось в него на сколько следует под влиянием наложенного на него резца: винт этот, оставаясь на поверхности, не позволит резцу врезаться глубже, когда он дойдет до самого края. Разделяемый круг центрируется помощью конического конца E оси DE, на который надевают его центральное отверстие, подпирается клиньями, так чтобы его поверхность была точно параллельна кругу делительной машины, и укрепляется винтами. Тогда поворачивают понемногу круг делительной машины, помощью бесконечного винта, устанавливают последовательно его Д. в одном из микроскопов и проводят каждый раз по черте.
Оригинальные Д. своей машины Вегенер сделал следующим образом: сначала он поместил на место разделяемого круга готовый круг от хорошего инструмента и скопировал его Д. на лимб своей машины. Определив ошибки этих первоначальных Д. помощью своих двух микроскопов (см. Ошибки Д.), он провел новые исправленные Д. на том же круге, а, проверив их, таким же приемом получил окончательные Д. с ошибками, не превышающими одну секунду (по его собственному свидетельству). Работа эта заняла около 30 0 часов единовременной работы двух наблюдателей, копирование же идет со скоростью около шести Д. в минуту. На металле резец оставляет поднятые, шероховатые края по обе стороны черты, их сошлифовывают пемзою и оселком на латуни и кусочком угля грушевого дерева — на серебре. На этом последнем металле получаются очень тонкие Д., но резец должен быть весьма хорошо закален и наточен, а то последние Д. круга выйдут не столь глубокие и явственные, как первые. Д. на стекле надо вытравлять, если они должны быть грубые, для отсчета простым глазом (см. Травление), но нежные нарезываются алмазом, который не царапает, а режет стекло как алмаз стекольщика, только нажимают при этом очень легко. На деревянных чертежных масштабах, на продажных аршинах, окладных футах и т. п. Д. отпечатывают зараз вместе с цифрами помощью особого стального закаленного штампа. Это толстая стальная полоса, на поверхности которой оставлены лезвия в виде долота на месте каждой черты; цифры и буквы также делаются с острым линейным краем, без утолщений. За неимением делительных машин масштабы часто копируют с нормального от руки: оба масштаба укрепляют рядом, накладывают на них угольник с утолщенным краем ("аншлагом"), надвигают его последовательно на все Д. и каждый раз проводят по угольнику черту особым ножиком. Бунзен устроил для нанесения Д. на свои стеклянные приборы для газового анализа очень простую делительную машину: масштаб, вытравленный на трубке твердого стекла, укрепляется в особом деревянном желобке на продолжении разделяемой трубки, покрытой слоем воска, затем Д. переносятся помощью длинного деревянного штангенциркуля с остриями. Особые линейки с вырезками определяют длину черт и удлиннения пятых и десятых. Потом нарезывают иглою надписи и травят плавиковой кислотою. Ср. Bunsen, "Gasomet rische Methoden" (1857).
В. Лермантов.
|
Page was updated:Tuesday, 11-Sep-2012 18:15:10 MSK |