| [ начало ] | [ З ] |
Зеркальное производство
— Пeсок (для зеркального стекла более чистый), известь и щелочь (обыкновеннее всего сульфат, т. е. серно-натровая соль), сплавляясь вместе, дают сплав, который есть стекло. Особенность производства З. стекла, выделяющая эту отрасль в особое место среди друг. отраслей стеклоделия, заключается в способе придания формы готовому стеклу, кот. при этом употребляется. Надобны стеклянные пластины, или, как их называют, листы, иногда очень значительного размера (напр. в несколько квадр. саж., 6, 7, 8, и достаточной толщины); чтобы получить их, расплавленное стекло выливается на чугунный стол и разравнивается катком. Таким образом то, что ближайшим образом зовется З. стеклом, есть толстый лист, полученный литьем и прокаткой. Оттого говорят: литое З. стекло, а, трактуя про иного рода стеклянные листы, прибавляют для ясности: не литое. З. стекло есть: во-первых, материал для вставки в окна зданий, следовательно, для настоящего времени очень важный материал из разряда строительных. К другому его применению — в качестве отражающего зеркала, его легко приспособляют посредством наводки, с одной стороны, тонким слоем серебра или оловянной амальгамы, чем занимаются особые мастерские, отдельно от заводского приготовления стекол.
I. Приготовление З. стекла. Как в оконных переплетах, так и внутри помещений, в виде отражающих зеркал, З. стекло должно быть прочно, не изменяться от времени; между тем, влажность воздуха, углекислота, аммиак (в совокупности — то, что называется атмосферными деятелями) способны химически разъедать гладкую поверхность стекла. Первая задача составщика массы для зеркал, т. е. той смеси чистого песка, извести и сульфата или соды, из которой выплавляется З. стекло, состоит в том, чтобы держаться таких, вековым опытом и трудами ученых установленных, пропорций между составными частями, при которых заведомо получается возможно стойкое, в химическом отношении, стекло. С хорошим выбором в этом направлении обеспечена и надлежащая жесткость (твердость) поверхности зеркала: слишком мягкое (слишком щелочное) стекло, при вытирании тряпкой и порошком мела с водой (дома лучше мыть зеркала без мела, вдвое разбавленной водкой), царапается и скоро теряет блеск. Нужно сказать, что ныне, чем дешевле становятся зеркала, тем они становятся все мягче. Состав, надлежащим образом перемешанный, отпускается от составщика масс к плавильщику, для погрузки в горшки стекловарной печи. Печь не выходит из жара, пока не кончится ее служба; горшки в ней стоят так же раскаленными, как она сама. Состав, который всыпается в эти горшки, можно изобразить в следующих средних круглых цифрах, на 100 весов. частей состава: песка 58, щелочи в виде соды 23 (сульфата с мелким углем столько, сколько соответствует 23 соды), извести жженой, молотой 7-8 (или хорошего мела 13-15), наконец, боя стеклянного, т. е. битого З. стекла, — 11-12%. Когда стекло расплавлено и прогрето как следует до полной чистоты и прозрачности (это бывает часов через 20-30 от начала погрузки в горшки), производится литье. Горшок сдвигается со своего места, печная заделка в стене печи перед горшком разбирается взламыванием, на горшок накладывают двурукие щипцы (видимые на одном из приложенных рисунков), за концы или рукояти которых можно подвесить всю тяжесть горшка к цепи поворотной подъемной машины, общеизвестной под именем подъемного крана (как на рис.). Отливка зеркального пласта представляется в следующем порядке. По данному сигналу вскрывается стенка печной заделки. Тогда, с возможным проворством, которого требует работа и к которому она сама приучает, рабочие вытаскивают из образовавшегося и пышущего пламенем отверстия раскаленный добела горшок; старший мастер ловкими движениями особого черпака снимает накипь с поверхности расплавленной массы и выбрасывает ее на пол; несколько других рабочих накладывают на горшок клещи, обхватывающие его в виде пояса, прикрепляют их к цепям подъемного крана, и горшок приподымается на воздух; наружная поверхность и дно его тщательно счищаются железными щетками, и, через несколько секунд, горшок висит уже над литейным столом, который к этому моменту должен быть вполне подготовлен, т. е. нагрет и счищен. По другому сигналу горшок опускается совсем близко к столу, наклоняется, и содержимое выливается из него в виде прозрачной, опализирующей огненной струи, мягко растекающейся по поверхности стола и заполняющей промежуток между рейками. По опорожнении, горшок убирается и переносится обратно в печь для новой плавки, а на столе немедленно пускают в дело вал; направляемый по рейкам, вал проходит стол от одного конца до другого, уминая и расплющивая полужидкое стекло, отчего лист удлиняется и приобретает повсюду одинаковую толщину. Стекло постепенно твердеет и, еще раскаленное, вталкивается несколькими рабочими, с помощью особых лопаток, в калильную печь (каленицу), находящуюся у одного из узких концов литейного стола; поверхность которого лежит на одном уровне с подом каленицы. Температура каленицы, ко времени загрузки ее только что отлитым стеклом, должна быть лишь немногим ниже температуры плавления стекла. Топку калильной печи прекращают мало-помалу, а затем дают ей медленно остывать в течение 3-4 суток, после чего остывшее стекло вынимается на большой деревянный стол, обрезывается по краям алмазом и переносится на ремнях несколькими парами рабочих в сортировочное отделение. Медленный и постепенный переход из раскаленного состояния к полному охлаждению представляет, во всех отраслях стекольного дела, важнейшее условие прочности изделий. Продолжительность и постепенность этого перехода обусловливает совершенно равномерное изменение температуры как наружных, так и внутренних слоев стекла. При быстром же охлаждении, сперва остывает поверхность, внутренняя же часть остается раскаленной, а при последующем сжатии материала, с дальнейшим охлаждением, получаются внутри и снаружи неравномерные частичные натяжения. Каленица для литого стекла представляет лежачую печь обыкновенного типа, с несколькими или одной наружной топкой. Главнейшую часть такой печи представляет ее под, на устройство и исправное состояние которого должно быть обращено наиболее внимания. Под устраивается из гладко отшлифованных со всех сторон кирпичей или другого вида камней, поставленных на ребро на слое тщательно просеянного и высушенного песка. Кирпичи ставятся без всякой смазки, чтобы все части пода могли свободно в огне расширяться и не выпучивались. Такой под должен представлять совершенно ровную плоскость, и состояние его проверяется особыми линейками каждый раз перед новой закалкой.
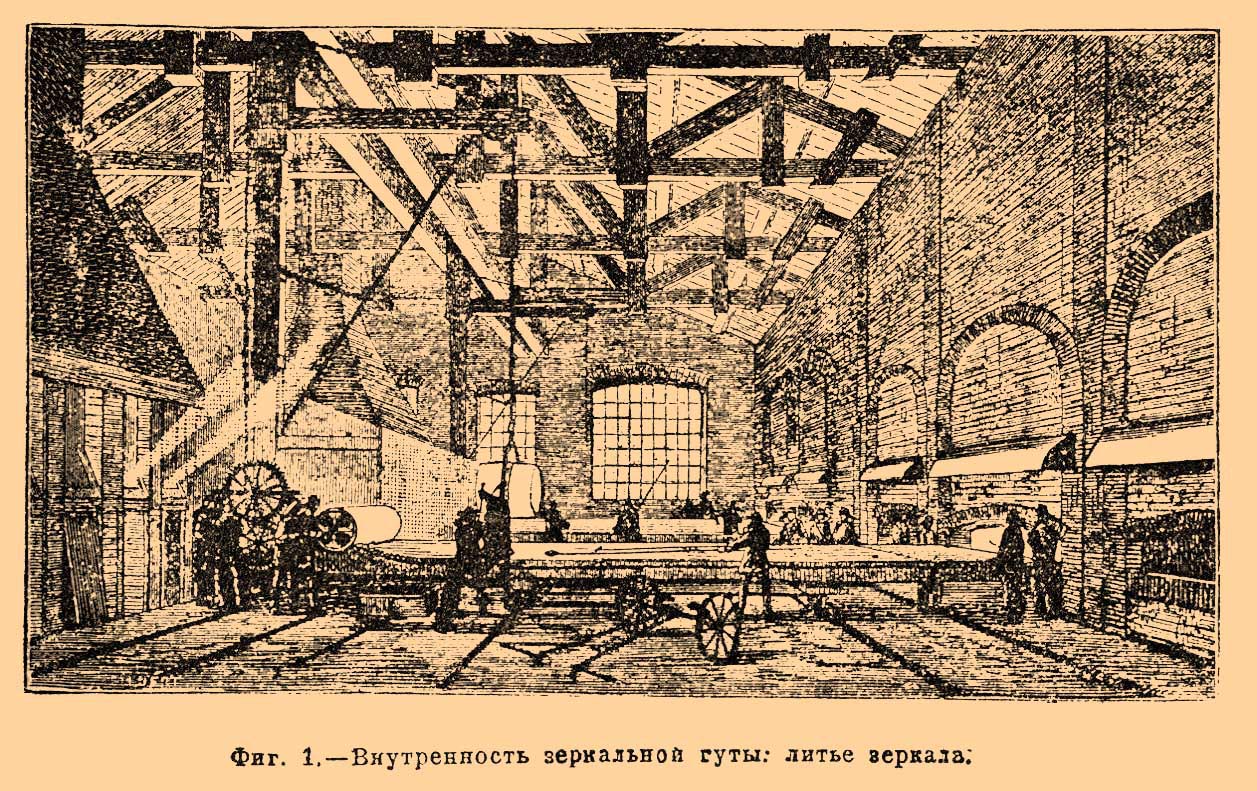
Общий вид З. гуты (плавильного помещения завода), литейного стола, подъемного крана и калильных печей [Описание устройства стеклоплавильных печей см. в статье Стекло.] дан на фиг. 1.
Фиг. 1. Внутренность зеркальной гуты: литье зеркала.
Плавильные печи с горшками изображены слева, каленицы — справа; поперек протянулся, почти во всю ширину гуты, передвижной литейный стол (поставленный на рельсы, чтоб по ним подвозить его к каленице). Слева видны люди, направляющие ручными приводами подъемного крана, поднятый и опрокинутый над литейным столом горшок. Литейный стол американский, с подвижной литейной доской (фиг. 2, табл.), дает возможность прокатывать стекло с обеих сторон, через что много сберегается потом, в работе равнения шлифовкой.
ЗЕРКАЛЬНОЕ ПРОИЗВОДСТВО.
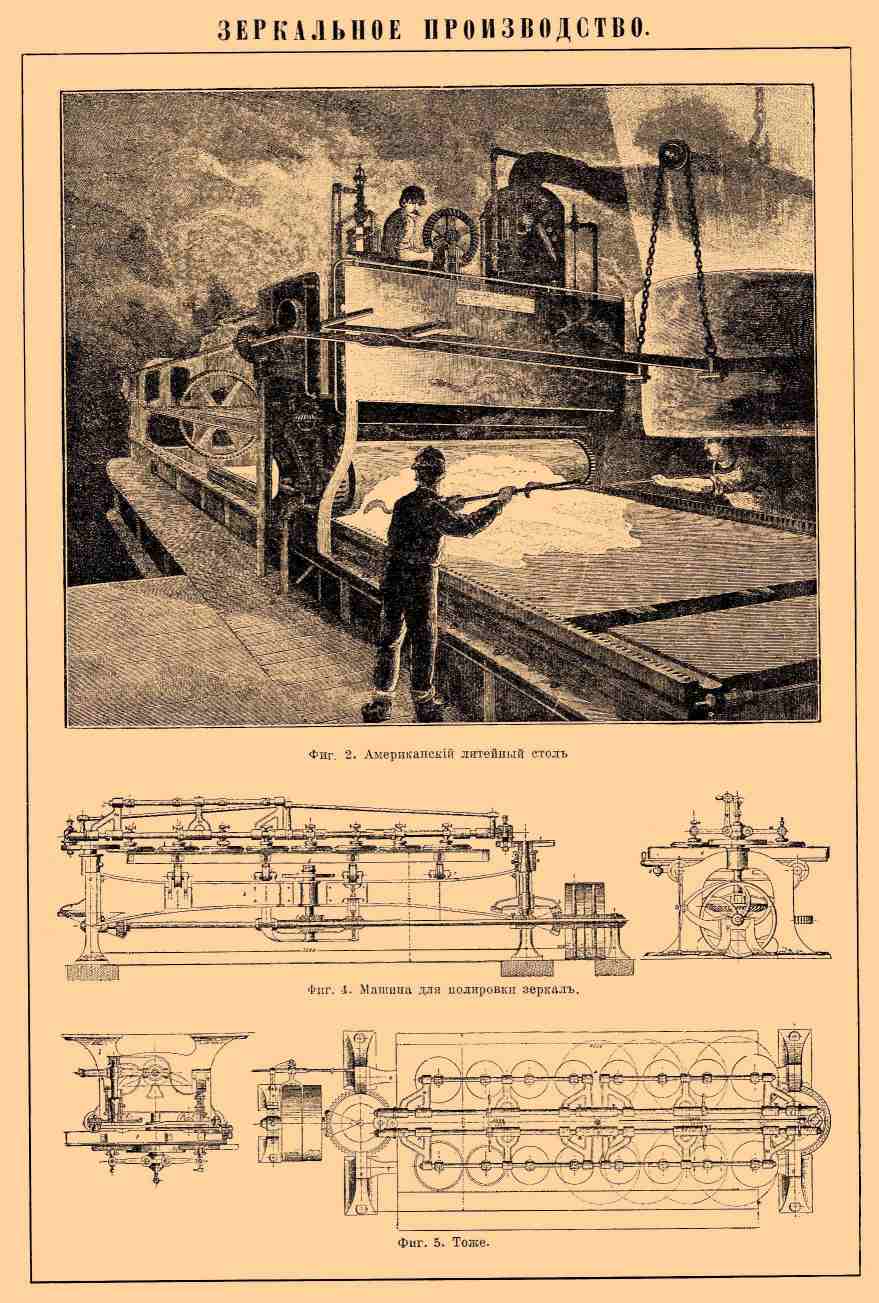
Фиг. 2. Американский литейный стол. Фиг. 4. Машина для полировки зеркал. Фиг. 5. То же.
Этот стол во время прокатки стекла не остается неподвижным: литейная доска, с налитым на нее стеклом, получает передвижение в своей собственной плоскости от мелкой паровой машины (в 8 сил), управляющей всеми движениями и поставленной над самым столом (фиг. 2); каток или вал вращается вокруг своей оси, но остается недвижным в пространстве, то есть он стоит на своем месте, вращаясь на оси. Когда литейная доска с отвальцованным на ней зеркалом дойдет до конца своего пути (на фиг. она движется от зрителя спереди взад) и таким образом прокатка с одного лица кончится, на готовое горячее стекло накладывается (висящая тем временем над ним в задней части стола и видимая на фигуре) крышка (во весь рост стекл. пласта). Все три штуки, т. е. литейная доска, стеклянный пласт и наложенная сверху покрывающая доска, скрепляются скобами в одну недвижную штуку (это исполняется той же паровой машиной), и затем эта тройная пластина поднимается насколько нужно кверху и переворачивается на 180°, т. е. вверх дном; приходящаяся теперь сверху бывшая литейная доска снимается прочь и подвешивается, в свою очередь, горизонтально, на некоторой высоте, а стекло, опущенное на место вместе со вспомогательной доской, служившей крышкой, прокатывается теперь с другой своей стороны, при чем вал, и с ним подкладная доска, несущая стекло, пускаются обратным ходом (вперед к зрителю). Все это делается настолько быстро, что стекло остается еще достаточно мягко при вторичной прокатке. Этим путем также отлично производятся вальцованные выпуклые рисунки на стекле. Для этого употребляют, в качестве 1-й литейной доски, не плоскую доску, а резную, с углубленным рисунком. Скульптурное вальцованное стекло (embossed glass) этим путем можно фабриковать в необычайно больших размерах.
После закалки литые листы переносятся в сортировочное отделение. Здесь мастер осматривает каждый полученный лист и отмечает на нем, посредством отметок мелом, все те места, на которых в стекле встречается какой-либо изъян. Принимаются в расчет запавшие в стекла кусочки стеклянной накипи и других нечистот, крупные пузырьки воздуха и т. п. Сообразуясь со сделанными на листе отметками, лист разрезается на чистые куски, возможно больших размеров. Стекло, прошедшее все описанные операции, называется сырым стеклом; оно представляет с обеих сторон, особенно со стороны, прилегавшей к поду каленицы, крайне неровную и шероховатую поверхность, изборожденную различного вида мелкими бугорками и впадинами и некоторой волнистостью. Такое стекло хотя и прозрачно, но очертания предметов, рассматриваемых через него, представляются неясными. Сырое стекло употребляется иногда прямо в дело, без дальнейшей обработки; напр. идет на устройство крыш, половых окон, для освещения подвалов в пассажах, под тротуарами и т. п. После сортировки, разрезанное сырое стекло, в виде толстых плит различной величины, поступает в шлифовальное отделение. Обработка его, с целью получения полированного З. стекла, состоит из следующих трех операций:
а) Грубая шлифовка (первая) снимает поверхностный неровный слой и стекло получает совершенно правильную плоскую поверхность и так назыв. грубый мат.
б) Вторая шлифовка дает более тонкий и нежный мат; в этом виде стекло иногда идет прямо в дело, в качестве матового оконного стекла и др.
в) Полировка совершенно уничтожает матовость стеклянной поверхности, сообщает ей полную прозрачность и блеск, не изменяя при этом строгой правильности плоской поверхности.
Первая грубая шлифовка производится в настоящее время почти исключительно при помощи особых шлифовальных машин. Работа вручную сохранилась лишь на некоторых небольших фабриках, производящих мелкие З. стекла. Шлифовальным материалом служит, главным образом, острозернистый песок или, лучше, молотый кварц. В начале шлифовки употребляют крупный песок, заменяя его к концу работы все более и более мелким. Первую шлифовку кончают на самом мелкозернистом песке или грубых сортах молотого наждака. Различные сорта песка приготовляются просеиванием сквозь металлические сита разных номеров. Как первая, так и вторая шлифовка производятся трением двух зеркальных плит, положенных одна на другую, причем верхняя плита берется обыкновенно втрое — вчетверо меньше нижней; между ними забрасывается смоченный шлифовальный материал, движение же сообщается верхней плите вручную или механической силой; в последнем случае, в новейших типах шлифовальных машин, и верхний, и нижний листы приводятся в движение одновременно. При машинной шлифовке употребляются очень большие шлифовальные столы, круглой или многоугольной формы, на поверхности которых, в некоторых машинах достигающей 35-40 кв. м, умещается сразу несколько листов различных размеров и формата. На столе они размещаются таким образом, чтобы между ними оставалось как можно меньше свободных прозоров, и затем примазываются к нему при помощи алебастра. На стол насыпается сперва известная порция алебастра, и к нему прибавляется соответственное количество воды, чтобы получить жидковатое тесто. Тесто это размазывается проворно по всему столу или только по известной его части, и в него осторожно накладывают, на заранее определенных местах, сперва большие листы, а в оставшиеся промежутки — мелкие, заботясь при этом, чтобы между листом и гипсовым тестом не оставалось воздушных прослоек. Когда все листы вмазаны, выступивший в промежутках между ними, еще не отвердевший, гипс счищается особыми скребками, и поверхность тщательно проверяется и подравнивается при помощи правил. Точно таким же образом примазываются листы к так называемому верхнику, представляющему или деревянный ящик, нагруженный гирями, или чугунную массивную плиту, низ которой, служащий для примазки листов, обшивается деревом. В новейших машинах устраивают обыкновенно два верхника, которым сообщают сложное движение: круговое поступательное, по нижнему столу, и вращательное — вокруг оси, прикрепленной к середине верхника.
Машина подобного устройства представлена на прилагаемой фиг. 3.
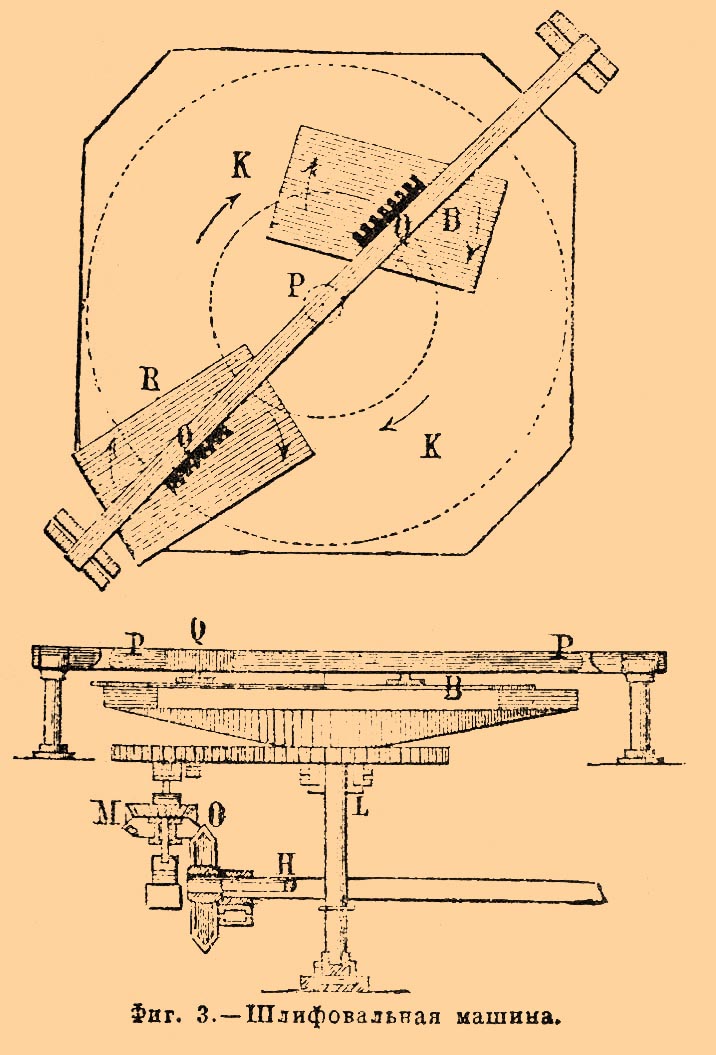
Фиг. 3. Шлифовальная машина.
Здесь в движение приводится только стол К, по указанному направлению стрелкой. Лежащие на нем свободно верхники ВВ удерживаются от вращения вместе со столом неподвижной деревянной балкой Р, к обеим сторонам которой привинчены две гребенчатые чугунные плитки QQ. В центре верхников приделаны чугунные же цилиндрические выступы, которые при движении нижнего стола по направлению, указываемому стрелкой, войдут в соответственные углубления гребней QQ. Верхники могут, таким образом, иметь лишь вращательное, вокруг своей оси, движение, которое и сообщается им от трения с нижним столом, более удаленные от центра точки которого движутся с большей скоростью. Несколько углублений в гребнях Q позволяют ставить верхники в любом расстоянии от центра нижнего стола.
Продолжительность первой шлифовки — около 12 часов. Песок подбрасывается во все время работы машины и смачивается непрерывно льющейся на стол тонкой струйкой воды. Употребляют обыкновенно около 6 сортов песка; вначале подбрасывается самый крупный, затем, по мере выравнивания поверхности стекол, все более и более мелкий. По окончании работы песок смывается водой, стекла осторожно отдираются из замазки и вмазываются другой стороной; те из них, в которых окажутся не прошлифованные места, что бывает в дурно отлитых или несколько покоробившихся во время закалки листах, вторично шлифуются той же стороной, если, конечно, непрошлифованное место не слишком углублено.
При второй шлифовке листов шлифовальным материалом служат обыкновенно разные сорта тонко измельченного наждака. Вторичная шлифовка производилась до последнего времени, да и теперь производится на многих фабриках, предпочтительно ручной работой. Обстоятельство, заставляющее отдавать предпочтение ручной шлифовке перед машинной, заключается в следующем: в конце работы, при наведении самого тонкого мата, необходимо устранить появление на поверхности шлифованного листа каких-либо царапин, могущих произойти от случайно попавшего между столом и верхником крупного зерна шлифовального порошка; рука опытного рабочего, двигающего верхник, сразу чувствует появление малейшей царапины, и он имеет возможность тотчас же прекратить шлифовку и промыть стекла, тогда как при машинной работе одна случайно попавшая крупная песчинка может испортить всю шлифуемую поверхность, прежде чем наблюдающий за машиной рабочий успеет это заметить. Однако, на многих нынешних фабриках, вторую шлифовку производят тоже при помощи машин, при чем прилагается особенная тщательность к подготовлению к шлифовке наждачного порошка. Получаемый на фабрику наждак в кусках сперва старательно рассортировывается и промывается водой для удаления от него посторонних землистых примесей, глины и проч.; промытые куски высушиваются, размалываются или измельчаются в ступках и просеиваются сквозь тонкое сито. Отсеянный мелкий порошок подвергается затем отмучиванию, дающему 7-9 номеров наждака, различной тонкости зерна. Полученные порошки извлекаются из соответствующих сосудов, формуются в виде плиток и до употребления в дело тщательно сохраняются от могущей попасть на них грязи и пыли. Производство вторичной шлифовки машинным путем дает большое сбережение труда и времени, так как та и другая шлифовка могут производиться на одном и том же станке, чем значительно сокращается работа вмазывания, переворачивания и перекладывания стекла. Вполне отшлифованные и промытые стекла поступают в окончательную, перед полировкой, обрезку. На фабриках для этой цели имеются особые помещения — обрезные, со столами, покрытыми тонким сукном, на которых и производится эта работа, сообразно с заказанными размерами зеркал. Производить окончательное разрезание стекол перед шлифовкой нельзя, так как при шлифовании стекла нередко лопаются, особенно если они плохо вмазаны или уложены не в одну плоскость. Необходимость же обрезать их перед полировкой, а не после, вызывается самым характером работы полировальных машин; требуется, чтобы стекла имели не только правильные, но и несколько обточенные или подшлифованные кромки.
Полировка стекол, уложенных в правильную горизонтальную плоскость, производится трением грузных, подбитых войлоком, чугунных дисков. Кромки стекол отнюдь не должны задирать войлока, а верхняя поверхность стекол должна представлять совершенно правильную плоскость, без выступающих или задирающих ребер, чтобы избежать, с одной стороны, порчи полирующих войлоков, а с другой — неотполированных мест. Совершенное расположение стекол достигается особым приспособлением для укладывания, состоящим из отполированного З. листа прямоугольной формы, равного, по размерам, величине и форме полировального стола. Лист этот прочно заделан в деревянной раме и на шарнирах может быть перевернут на 180° вокруг одной из своих длинных сторон. На этом листе раскладывают подготовленные к полировке и смоченные водой стекла, придвигая их друг к другу, с оставлением небольших прозоров. Смоченные шлифованные листы так сильно прилипают к полированной стеклянной поверхности, что она может быть совершенно безопасно опрокинута вместе с прилипшими к ней листами. Когда укладка на этой поверхности окончена, к ней подвозят на особой, катящейся по рельсам, платформе верхнюю плиту полировального стола, разводят на ней гипсовое тесто надлежащей консистенции и размазывают его равномерно по всей поверхности плиты. Затем на полученный слой гипсового теста опрокидывают поворотный стол с прилипшими к его поверхности листами, осторожно и равномерно накладывают его на гипс и оставляют в таком положении до тех пор, пока гипс затвердеет. Если затем поднять через некоторое время поворотный стол, то все листы окажутся совершенно правильно вмазанными в отвердевшую гипсовую замазку. Некоторые фабрики производят вмазку листов таким образом, что посредством особых механических приспособлений накладывают самый полировальный стол, предварительно покрытый слоем гипсового теста, на разложенные на вспомогательном столе стекла, а затем переворачивают сложенные вместе столы на 180° так, чтобы внизу очутился полировальный стол, а вверху — вспомогательный. Такой прием устраняет необходимость иметь в этом последнем поверхность из цельного З. листа. Чтобы не задерживать работы полировальных машин, необходимо иметь запасной комплект верхних досок полировальных столов и производить вмазку и снимание отполированных уже стекол, не останавливая надолго работы. Фигуры 4 и 5-я таблицы представляют полировальную машину Фистера. Железная доска полировального стола d, скрепленная угольниками и двутавровым железом, имеет медленное поступательное движение взад и вперед по направляющим роликам ее, прикрепленным к станине b. Это движение сообщается винтовым зацеплением f и кривошипом е. Стол может быть разобщен с кривошипом по вынутии гайки g и освобождении шатуна. Круговое поступательное движение 16 чугунных, обтянутых войлоком дисков, укрепленных на раме k, сообщается конической передачей hh, вращающей кривошипы ii, сцепленные с рамой. Рама состоит из двух длинных стержней и 4-х коротких, с четырьмя отростками на каждом; последние свободно входят в соответственные углубления верхних частей дисков. Таким образом, диски давят на стекла только собственной тяжестью. При загрузке и разгрузке машины, короткие стержни рамы могут быть подняты кверху так, чтобы ручки т стали в вертикальное положение, после чего диски со стола убираются. Рычажки пп служат для удерживания поднятых частей рам в вертикальном положении. Употребляемые при полировке войлока должны быть плотны и совершенно чисты от песка, иначе стекло будет исцарапано и должно вновь отшлифовываться. Полировальные войлока изготовляются на специальной фабрике (близ Аахена). Первый период работы полировальной машины оканчивается наведением самого нежного мата. Шлифовальным материалом служат при этом 4-5 самых тонких номеров наждака, последовательно забрасываемых на стол в размоченном виде. По окончании этой работы, наждак смывается струей воды и заменяется более нежными материалами, обращающими нежно-матовую поверхность стекол в совершенно гладкую и прозрачную. Полировальными материалами служат разные сорта железной окиси, мумия, колькотар, крокус и др., получаемые как побочный продукт при производстве нордгаузенской серной кислоты и серного ангидрида из железного купороса. На некоторых фабриках для этой же цели употребляют трепел, окись цинка и др. минеральные порошки. Все эти материалы должны быть весьма тщательно подготовлены промывкой и отмучиванием. Отполированные с одной стороны, стекла снимаются со стола и перекладываются другой стороной, при помощи того же поворотного стола. Продолжительность двусторонней полировки в машинах описанного устройства — 20-24 час. Операции шлифовки и полировки, при которых, так сказать, обдирается верхний неровный слой стекла, иногда на значительную глубину, влекут значительную потерю веса стекла. Вес полированного стекла представляет в лучшем случае 2/3 веса сырого стекла [Различный вид поверхности сырых стекол, неправильность вмазки в шлифовальную машину, случающаяся нередко повторная шлифовка и пр. служат причиной того, что зеркальные стекла получаются в готовом виде самой разнообразной толщины — от 1/2 до 3/4 толщ. сырого стекла.]. Таким образом, фабрика, производящая в год, напр., 100000 кв. м З. стекла, теряет в операциях шлифовки и полировки около 3000000 кг стекла в виде мельчайшего порошка, смешанного с песком и др. шлифовальными материалами. Смесь эта, благодаря чрезвычайной тонине порошков, ее составляющих, обладает некоторой пластичностью и может служить хорошим формовочным материалом для изготовления изразцов, орнаментов и т. п., так как при обжиге таких изделий стекло явится прекрасным цементом. Готовые стекла, снятые с полировальных столов и промытые водой, поступают в темную комнату, где их подвергают тщательному осмотру на столах, покрытых черным сукном, при ламповом свете. Здесь замечаются малейшие царапины и др. недостатки, которые и отмечаются мастером. Легкие царапины или ничтожная, незаметная при обыкновенных условиях, матовость исправляются ручным подшлифовыванием. Затем стекла классифицируются по их достоинствам и размерам и лучшие из них предназначаются в серебрение, остальные же идут частью на приготовление различного рода узорного стекла, или же прямо поступают в продажу, в качестве оконного З. стекла. Относительно сравнительной стоимости производства различного размера полированных стекол надо заметить, что изготовление мелких зеркальных стекол доставляет несравненно менее хлопот, чем крупных; с увеличением размеров листа растут и затруднения получить его в безукоризненном окончательном виде; часто большой зеркальный лист, вышедший из полировальной машины, приходится разрезать на мелкие куски из-за ничтожнейших с виду недостатков. Поэтому цена зеркал возрастает не пропорционально с увеличением поверхности, а гораздо скорее. Относительная стоимость разных размеров З. стекол за границей определяется следующими числами:
З. стекло в 1 кв. м поверхн. = 20 франк.
З. стекло в 2 кв. м поверхн. = 48 франк.
З. стекло в 3 кв. м поверхн. = 81 франк.
З. стекло в 4 кв. м поверхн. = 114 франк.
З. стекло в 5 кв. м поверхн. = 150 франк. и т. д.
Перед наведением З. слоя, стекла нередко гранятся: по краям отшлифовываются скошенные кромки, так называемые фасеты, или они обрабатываются как-либо иначе. Bсе эти работы исполняются в гранильном отделении фабрики на различных механических шлифовальных и полировальных станках, и отсюда уже, вполне подготовленные механически, стекла поступают в серебрение.
II. Серебрение. Наведение З. слоя, так назыв. наводка или подводка зеркал, производится двумя различными способами: оловянно-ртутным амальгамированием и осаждением на поверхности стекла тончайшего слоя металлического серебра — собственно серебрением. В последнее время большинство фабрик работают зеркала по второму способу, вытесняющему все более и более ртутную подводку. Работа с большими количествами ртути связана с значительным вредом, наносимым здоровью рабочих. Вдыхание ртутных паров и постоянное прикосновение руками к различным соединениям ртути, проглатывание и вдыхание ее в виде распыленных окислов вызывают постепенно известное ртутное отравление, выражающееся полным упадком душевных и телесных сил, трясением конечностей, слюнотечением, выпадением зубов и пр. На ртутно-З. фабриках принимаются, конечно, все меры если не к полному устранению, то хотя бы к возможному ослаблению вреда для здоровья наводчиков. Наводка производится в сильно вентилируемых помещениях, наводчики одеваются в особую одежду из резиновой материи, плотно прилегающую к телу; голова закрывается плотным капюшоном, а лицо и руки намазываются салом, или на руки, во время работы, надеваются кожаные перчатки на подкладке из животного пузыря. Разумеется, все эти приспособления не предохраняют от вдыхания ртутных паров, освободиться от которых возможно было бы разве при снабжении рабочих респираторами с несколькими слоями мелкой сетки из химически чистой серебряной проволоки с тем, чтобы через известное время вынимать сетку и очищать ее прокаливанием от насевшей на серебро ртути.
Сущность ртутной подводки зеркал заключается в том, что на стекло наносятся равномерный и плотно прилегающий к поверхности его слой оловянно-ртутной амальгамы. Производится это на особых столах, верхняя доска которых устроена из полированной мраморной плиты, могущей принимать наклонное и горизонтальное положение при помощи соответственных приспособлений. Под краями этой плиты устроены деревянные желоба, в которые стекает разлитая на плите ртуть и отводится через отвеpстие в одном из углов двух пересекающихся желобов в подставленный сборник. Работа начинается с того, что плита тщательно очищается от пыли и приводится в горизонтальное положение. Затем на нее кладут, ближе к переднему краю, лист оловянной фольги, который старательно разглаживается с обеих сторон подогретой дощечкой из шлифованного стекла, обшитой полотном. Лист фольги должен быть по всем направлениям немного больше соответственного З. стекла. После разглаживания складок, на разложенную фольгу наливают понемногу чистой, процеженной сквозь сукно ртути и размазывают ее по поверхности фольги посредством мягкого холщового кома или щетки из бараньей шерсти; образовавшаяся сперва на поверхности ртути серая пленка окисла весьма быстро исчезает, и поверхность приобретает металлический блеск. На приготовленную таким образом амальгаму осторожно наливают затем чистую ртуть в таком количестве, какое при полной горизонтальности стола способно на ней удержаться. Иногда, для удержания на фольге высокого слоя ртути (4-5 мм), две боковые и задняя кромки ее прикрываются деревянными или стеклянными полосками. Край держащейся на фольге ртути, со стороны подводчика, осторожно счищается с поверхности от окислов мягкой щеточкой или заячьей лапкой и прикрывается свешивающейся со стола, наклеенной на полотно, бумажной полосой, удерживаемой на месте положенными по концам ее грузами. Поверхность ртути покрывается весьма скоро серыми пленками окисла, который снимается с нее перед самым накладыванием стекла посредством осторожного передвигания по поверхности острого ребра деревянной линейки. Пока один рабочий занят этими приготовлениями, другой прочищает предназначенную к наводке стеклянную поверхность, запыливая ее насыпанной в холщовый мешок золой и затем старательно счищая суконной тряпкой. Вычищенное стекло кладется передней своей кромкой на край стола, прикрытый упомянутой бумажной полосой, и медленно подвигается с легким нажатием на ртуть, по которой оно как бы плывет. Передняя кромка стекла двигает впереди себя все плавающие на ртути нечистоты и таким образом оставляет под стеклом совершенно чистую ртуть и без малейших пузырьков воздуха. Когда и задняя кромка стекла пройдет бумагу и станет над фольгой, стекло равномерно и медленно нажимается руками к фольге. Ртуть вытекает из-под него, проливается по столу, откуда по желобам стекает в подставленный под столом сборник. Стол при этом немного наклоняется к заднему желобу. По удалении со стола всей избыточной ртути, стекло равномерно нагружают, каменными или чугунными, обтянутыми фланелью, гирями, отчего из-под него выступает еще некоторое количество ртути. Вокруг стекла лишняя ртуть сметается с выступающих краешков фольги заячьей лапкой, после чего фольга обрезается и зеркало, освобожденное от гирь, осторожно снимается и переносится под пресс или же оставляется под грузом на том же столе в течение 24 часов. Цель прессования — удаление из амальгамы по возможности большего количества избыточной ртути, которая, не будучи удалена, служит причиной часто появляющихся в дурно отпрессованных зеркалах особых пороков. Оставшаяся в амальгаме, не отпрессованная ртуть может стечь во время просушки или службы зеркал и вызвать появление на З. поверхности бороздок отставшей от стекла амальгамы, т. н. "червячков". Отпрессованные зеркала помещаются в особые поворотные станины, сперва в горизонтальном положении, наведенной стороной кверху; затем им дают постепенно слабый наклон и ставят, наконец, на ребро. В этом положении их оставляют в покое в продолжение 2-4 недель, смотря по величине зеркала. В течение всего этого времени всякое сотрясение или толчок могут испортить еще не отвердевшую наводку. Ртуть, собираемая в сборники при прессовании свежих зеркал, содержит весьма много олова, поэтому ее для вторичного употребления очищают перегонкой. Ртутное зеркало, при стоянии в сырых помещениях, весьма скоро портится, для предупреждения чего зеркала, назначаемые для таких помещений (корабельных кают, вагонов и т. п.), покрываются с изнанки смоляным лаком, приготовляемым из разных сортов смолы, спирта и терпентина. Наводка вогнутых оптических зеркал производится подобным же образом, при чем вместо мраморных плит употребляют соответственной кривизны формы. Фольга, вставляемая в углубление формы, осторожно подчеканивается отполированными молотками, амальгамируется небольшим количеством ртути, после чего все углубление формы наполняется ртутью. По очищении поверхности ртути от окислов в нее погружают вычищенное стекло, нажимая его равномерно книзу. Ртуть вытесняется из углубления, переливается и по желобам отводится в сборник, зеркало же прижимается к фольге винтовым прессом. После этого все снаряжение перевертывается, чтобы дать стечь отпрессованному избытку ртути, и оставляется в таком положении до полного затвердения амальгамы. Приготовление З. посуды, садовых шаров, выпуклых зеркал и т. п. посредством ртутной подводки несколько сложнее. Для этой цели употребляется жидкая амальгама, составляемая из 2 частей ртути, 1 части висмута, 1 части олова и 1 части свинца, смешиваемых с ртутью в расплавленном состоянии. Полученная жидкая амальгама наливается в предварительно очищенную и разогретую стеклянную посуду, предназначенную к подводке. Самая же подводка состоит в том, чтобы, наклоняя и поворачивая в руках, смочить все ее стенки амальгамой, хорошо пристающей к чистому стеклу. Избыток амальгамы переливается затем в другой сосуд и т. д. Успех серебрения зависит исключительно от чистоты стеклянной поверхности.
Способ наводки серебром, без употребления ртути, был найден лет 50 тому назад. Работа ведется на очень слабых растворах разных серебряных солей и других материалов в воде, нисколько не отравляющих воздух рабочего помещения. Сущность этого способа заключается в восстановлении растворимых соединений серебра, при чем выделяющееся металлическое серебро садится, в виде тончайшего блестящего налета, на поверхность стекла и держится на ней чрезвычайно прочно. Зеркала, сработанные по этому способу, не только ни в чем не уступают ртутным, но во многом лучше их. Зеркало получается более яркое, с более сильной отражательной способностью, дольше сохраняется и при перевозке не требует такой тщательной заделки и упаковки как ртутное. При сравнении ртутных и серебряных зеркал нельзя не заметить, что изображения, получаемые в серебряных зеркалах, отличаются легким желтоватым оттенком. Желтоватость оттенка зависит от того, что в отраженном свете недостает синих лучей, так как серебро обладает свойством поглощать их или пропускать в тонком слое, в чем можно убедиться, глядя через слабо посеребренное зеркало: кажется, что смотришь сквозь синее стекло. Желтоватость отражений, однако, настолько слаба, что не представляет существенного недостатка, а напротив, придает изображению живой, приятный вид, которого нет в амальгамированных зеркалах. Это же обстоятельство позволяет употреблять для серебрения полубелое стекло, т. е. с слабой зеленоватостью или синеватостью в толстом слое, что также очень важно, так как такие стекла стоят значительно дешевле. Производство зеркал по способу серебрения проще и несравненно удобнее ртутного и, раз дело налажено, идет быстро и безостановочно; сушка при этом способе отнимает немного времени: зеркало может быть совершенно сработано в двое суток, т. е. через двое суток оно уже может быть отпущено с фабрики, тогда как при ртутной подводке на одну сушку идет, как сказано, от 2 до 4 недель. При всем том, стоимость материалов, употребляемых при серебрении, отнюдь не больше стоимости ртути и фольги. Как на единственный существенный недостаток этого способа, следует указать на то, что для успешности серебрения, помимо чрезвычайной тщательности очистки наводимой поверхности, необходима полнейшая безупречность полировки ее. Самые ничтожные царапинки или углубленные точки тотчас же обнаруживаются после наводки, в виде незасеребрившихся линий или точек. Из бесчисленного множества способов, предложенных для серебрения, можно указать на два, наиболее употребительных и отличающихся своей пригодностью. По обстановке, требуемой тем и другим, их можно различать, как горячий и холодный способы подводки. При горячем способе, стол, на котором производится подводка, представляет собою клепанный железный ящик с поверхностью из правильно оструганной чугунной плиты, покрытой холстом и просмоленным сукном. Вокруг всего этого стола устроены желоба, с уклоном к одному из углов, куда и будет стекать все пролитое на столе. Ящик наполняется водой, которая нагревается паровыми трубами во время работы до 60°С. Приготовление серебрильного раствора состоит в следующем (способ Птижана): растворяют 7,7 г ляписа в 38,5 г дистиллированной воды и прибавляют 4,77 г продажн. нашатырного спирта. Количество нашатырного спирта зависит от его крепости; его берут столько, сколько нужно для полного растворения появляющегося осадка. Полученную жидкость смешивают с раствором 0,86 г винно-каменной кисл. в 2,9 г воды и смесь разбавляют до 2 1/2 литров дистиллированной водой. Образовавшейся в смеси мути дают осесть, и отстоявшуюся жидкость осторожно сливают с осадка, кот. затем промывают 2 1/2 литрами чистой воды, последняя, после отстаивания, присоединяется к первому раствору. Смесь взбалтывается и разбавляется еще 1 л. воды; это — один раствор. Второй раствор готовится точно так же, только винно-каменной кислоты берется вдвое больше, т. е. не 0,86, а 1,7 г. Поверхность стекла, назначенная к подводке, сперва хорошенько очищается осажденным мелом и нашатырным спиртом, потом споласкивается водой и протирается намоченным в серебрильном растворе мягким хлопчатобумажным комом, посыпанным небольшим количеством окиси олова. Вычищенное таким образом стекло старательно промывается дистиллированной водой и переносится на рабочий стол, на котором кладется вычищенной стороной кверху. Прикасаться к очищенной поверхности пальцами во время переноски и укладывания стекол на столе никоим образом не следует. Стекло должно лежать на столе совершенно горизонтально, для достижения чего употребляются, в случае надобности, мелкие деревянные клинья, пододвигаемые под края листа при укладке. Приведенная в горизонтальное положение, поверхность обливается сперва небольшим количеством свежеприготовленного серебрильного раствора № 1, которым смачивается все стекло при помощи небольшого каучукового катка, тоже предварительно вымытого и сполоснутого серебрящим раствором. Этим достигается полное смачивание стеклянной поверхности и удаление с нее пузырьков воздуха, могущих появиться при наливании жидкости. Затем на стекло наливается того же раствора побольше, так что он разливается по поверхности и держится на ней слоем, толщиною до 1/10 дюйма (2 1/2 мм). На 1 кв. м стеклянной поверхности означенного раствора пойдет, следовательно, около 2 1/2 л. Обыкновенно же наливают меньше: 1,8-2 л на 1 кв. мeтp. Когда все стекла, расположенные на столе, залиты, в воду, наполняющую ящик, пускают пар и нагревают ее, как сказано, до 60°С. Осаждение металлич. серебра начинается минут через 10, а через 15-20 мин. серебрение кончено. Стекла тогда, одно зa другим, приподымаются, истощенная жидкость сливается с них на стол, а оттуда желобами отводится в сборник. Отложившийся слой серебра промывается дистиллированной водой над желобом, для удаления покрывающего его сероватого осадка. Лицевая сторона имеет вид блестящей, металлической поверхности, и тонкий слой серебра сидит так крепко, что выносит без вреда трение пальцем. Глядя через такое зеркало на свет, в нем можно обыкновенно заметить довольно много мельчайших незасеребрившихся точек, поэтому на фабриках производят обыкновенно вторичное серебрение раствором № 2, после которого серебряный слой окончательно моется дистиллированной водой и даже обтирается слегка под струей воды мягкой кожаной подушечкой. От тщательности последней промывки поверхности отложившегося серебра зависит долговечность и чистота зеркала; дурно промытое зеркало покрывается через некоторое время желтыми пятнами. Хорошо наведенное и старательно промытое серебряное зеркало сохраняется дольше ртутного и отлично выносит резкие изменения температуры. Полученную посеребренную поверхность, как только она просохнет, т. е. через 20-30 мин., покрывают скоро высыхающей масляной краской или асфальтовым лаком и зеркало готово. Для серебрения по второму способу (холодному), при котором нагревания серебрящего раствора не требуется, на многих фабриках применяют наиболее выработанный и дающий вполне удовлетворительные результаты способ Мартена, видоизмененный Бенратом. Приготовляются прежде всего следующие три раствора, могущие каждый в отдельности сравнительно довольно долго сохраняться, не портясь: I) 800 г ляписа и 1200 г азотно-аммониевой соли растворяются в 10 л дистиллированной воды. II) 1300 г едкого натра, по возможности свободного от углекислоты и хлора, то же — в 10 л воды. III) 150 г обыкновенного сахара (рафинада) растворяют в 1/2 л воды, инвертируют кипячением в течение 1/2 часа с 15 г винно-каменной кислоты (до пожелтения раствора) и разбавляют затем дистиллированной водой до 4200 кубич. см. Инверсию можно произвести и азотной кислотой, взяв на то же количество сахара, растворенного в 1 1/2 литрах воды, 18 г азотной кислоты.
Смешивают прежде всего I и II растворы поровну, 2 литра этой смеси разбавляют 8 л воды, перемешивают и оставляют в темном месте на сутки в покое, чтобы дать отстояться образующемуся в ней черному осадку, с которого прозрачная жидкость затем сливается и в смеси с раствор. III идет на серебрение.
Можно обойтись и без отстаивания, но при употреблении только что приготовленной смеси I и II растворов, образующийся во время серебрения осадок садится на стекло и служит причиной появления на зеркале множества еле заметных незасеребрившихся точек. Поэтому фабрики, работающие без отстаивания, производят наводку не наливом, а погружением наводимой поверхности в серебрящий раствор, разливаемый для этой цели в плоские кюветки. Количество прибавляемого к смеси восстановителя (раств. III) зависит от температуры того помещения, где производится наводка. Летом берется обыкновенно около 7% и меньше, зимой — 10% по объему, т. е. на 1 л отстоявшейся смеси берется, в последнем случае, 100 куб. см раств. III. Количество восстановителя должно быть непременно определено предварительным опытом, так как если его взять больше чем следует, то восстановление идет крайне быстро, чем ухудшается достоинство зеркал и что совершенно не годится для зеркал больших размеров. Восстановитель прибавляется к смеси перед самым наливом на зеркала, т. е. когда стекла уже вполне подготовлены к подводке, очищены и разложены на столе. Столы для работы по этому способу не имеют подогревательных ящиков, а в остальном устроены также, как и для предыдущего способа. Очистка стекол должна быть произведена не менее тщательная. Мартен советует протереть их крепкой азотной кислотой, смыть после этого водой и вытереть чистой полотняной тряпкой, смоченной небольшим количеством спирта и слабого раствора едкого натра. Осеребряющая жидкость, приготовленная вышеуказанным образом, почти тотчас же по наливании на стекло приобретает розовый цвет, переходящий мало-помалу в фиолетовый, черный, а под конец осветляется и становится бесцветной. Все это длится от 7 до 10 мин., после чего серебрение считается оконченным; стекла снимаются, промываются осторожно дистиллированной водой и обтираются слегка мягкой губкой. Полученный слой серебра еще весьма тонок и слаб, почему их серебрят обыкновенно вторично, но наливают уже половинное количество серебрящего раствора (т. е. от 800 куб. см до 1 л на кв. м). После окончательной промывки, которая при этом способе должна производиться весьма тщательно, чтобы удалить последние следы едкого натра, зеркала высушиваются и покрываются предохранительным масляным лаком. Краска для покрывания изнанки зеркал приготовляется обыкновенно из льняного масла и сурика. Некоторые фабрики покрывают зеркала асфальтовым лаком, который получается растворением асфальта и гуттаперчи в бензоле. Серебрение изнутри полых стеклянных изделий и разных кривых поверхностей производится прямым наливанием серебрящего раствора в сосуд. Главнейшее затруднение при этом представляет очистка внутренней поверхности. Весьма удобным для этой цели средством является слабый раствор плавиковой кислоты. Стекло, обработанное этим раствором, а затем многократно и тщательно промытое водой, приобретает весьма чистую и блестящую свежеобнаженную поверхность, весьма хорошо воспринимающую серебрение. При серебрении больших стеклянных баллонов, осеребряющего раствора пошло бы очень много для их наполнения, поэтому в них наливают этого раствора небольшое количество и, держа баллон в руках, смачивают его стенки покачиванием и вращением, пока не засеребрится вся поверхность. Выпуклые поверхности подводятся погружением. Для наводки полых изделий весьма пригоден холодный способ, предложенный проф. B ö ttger, отличающийся чрезвычайной простотой состава серебрящего раствора и дающий вполне удовлетворительные результаты; виннокислую окись серебра, наилучше свежеосажденную, разбалтывают с дистиллированной водой и осторожно растворяют в очень слабом нашатырном спирте, прибавляемом к ней небольшими порциями до тех пор, пока белая муть почти совершенно исчезнет. Важно, чтобы при этом не было избытка аммиака. Полученный опаловидный раствор и служит осеребряющим средством. Серебрение идет по этому способу довольно медленно и кончается не ранее как через 1/2 часа. Виннокислое серебро может быть приготовлено обменным разложением ляписа (17 г) и сегнетовой соли (28 г), смешиваемых в виде растворов произвольной крепости. Полученный белый осадок промывается на фильтре дистиллированной водой и сохраняется под водой в темной посуде. Получаемые, при описанных способах, остатки осеребряющих жидкостей собираются, как было сказано, в назначенные для этого бочки, куда сливаются также все промывные воды и осадки, сходящие с серебреного слоя при обтирании его губкой. Все эти отбросы заключают в себе еще очень много серебра и в растворе, и в осажденном виде, поэтому они отнюдь не удаляются с фабрики, а собираются в какой-либо центральный сборник. Для уменьшения объема, жидкости эти обрабатываются соляной кислотой, осаждающей нерастворимое хлористое серебро, которое оседает на дно и смешивается с ранее осевшими осадками, а отстоявшаяся кислая (от избытка соляной кислоты) жидкость выливается вон, по мере ее накопления. Когда этого осадка соберется много, его отпрессовывают, сушат, смешивают с содой и прокаливают в тиглях в особых печах. Полученные корольки чистого серебра могут быть обращены в ляпис (растворением в азотной кислоте), который идет опять в дело. Регенерацией отбросов значительно уменьшается стоимость наводки.
III. Исторические замечания о зеркальном производстве. Искусство приготовления шлифованных стеклянных зеркал было известно в глубокой древности и открытие его приписывается сидонянам. В Европе оно привилось лишь со времени крестовых походов. До этого периода зеркалами служили, почти исключительно, полированные металлические пластины или гладкие черные стекла. В XIII в. в Европе появились впервые полированные стеклянные зеркала, наибольшим искусством приготовления которых славились в то время венецианцы. Зеркала того времени готовились на металлической фольге, преимущественно свинцовой, стекло же употреблялось исключительно дутое, так как тогда не знали еще других способов приготовления листового стекла. Особенно большими размерами тогдашние зеркала не отличались, так как листовое дутое стекло редко бывает более 2 арш. в стороне квадрата. В конце XVII в., во Франции, на заводе в Tour la Ville, был изобретен способ отливки стеклянных листов из расплавленной массы. Этот способ дал сразу возможность изготовлять листовое стекло значительно больших размеров, так что в скором времени появились в продаже саженные зеркала, возбудившие повсеместное удивление. В настоящее время шлифованные зеркала изготовляются преимущественно из литого стекла, а из дутого оконного стекла готовятся зеркала мелкие или самые простые.
A. К. Крупский. Δ.
|
Page was updated:Tuesday, 11-Sep-2012 18:15:19 MSK |