| [ начало ] | [ К ] |
Кафли
или кафели, изразцы. В этой статье рассматривается: 1) значение и употребление К.; 2) подготовка массы и работа формовки К.; 3) отношение свойства и состава черепка К. к наплавляемой на него глазури и приготовление глазури; 4) обжиг и шлифовка кафли. Именем кафелей в старину обозначались преимущественно расписные и узорные изразцы, (кафель от немецкого K achel); важнее всего белые поливные (глазурью политые) изразцы. Идут при постройке комнатных печей как облицовочный материал для образования гладкой, как бы остеклованной наружной поверхности, которая важна не только для внешнего эффекта, но и в теплотном (полированные или остеклованные поверхности излучают тепло и охлаждаются иначе, чем матовые), и в санитарном отношении (матовые поверхности и особенно глиняные дают прицепку бактериям и иной пыли, которая потом, при нагреве печи, от циркуляции воздуха вдоль стенок захватывается током и может быть узнана иногда и на обоняние). Гладкая поверхность на изразцах достигается обливанием их непрозрачною белою поливою, которая на них заправляется в особом обжиге. Тело изразца состоит существенно из глиняной пластины (толщ. 1/2-3/4 дюйма), поверхность которой и назначена к принятию поливы с одной лицевой стороны. Для кладки и скрепления изразцов между собою пластина получает с противоположной, внутренней стороны рамкообразный невысокий (дюйма 1 1/2 -2) обод, на некотором расстоянии от края, к ней перпендикулярный (называется у печников рында или румф). Чем больше поверхность такой цельной пластины, т. е. изразца, тем чище и красивее сложенная из них печь (видимые снаружи швы между сложенными в ней изразцами затираются алебастром); на наших рынках имеются два сорта по величине — простые (примерно 6 врш. на 4 врш.) и полуторные, очень различные по цене; формат полуторных, т. е. более крупных, не всюду одинаков, но вообще соответствует поверхности 50 кв. верш. или немногим более (например, 10 на 5 1/4, 9 на 6). Прямая плоская пластина, совсем правильная, как это желательно здесь, составляет в гончарном деле одну из трудных задач для точного выполнения в смысле прямизны и ровности; затруднения встречаются не столько в формовке, сколько в дальнейшем, в сушке и обжиге, при которых данная сначала форма легко изменяется при происходящих изменениях в объеме (см. Глина). Поэтому изразцовое производство при простоте задачи принадлежит к числу требовательных; в последнее время направление его меняется к тому, чтобы, усвояя переход к преобладающим цилиндрическим формам, заменить сборку поверхностей из нескольких штук собиранием печи из цельных поливных колец или труб во весь диаметр печи (возможно до 1 1/2 арш. диам.), причем самая выделка частей, хотя и гораздо более крупных, не встречает более тех трудностей, как для пластин.
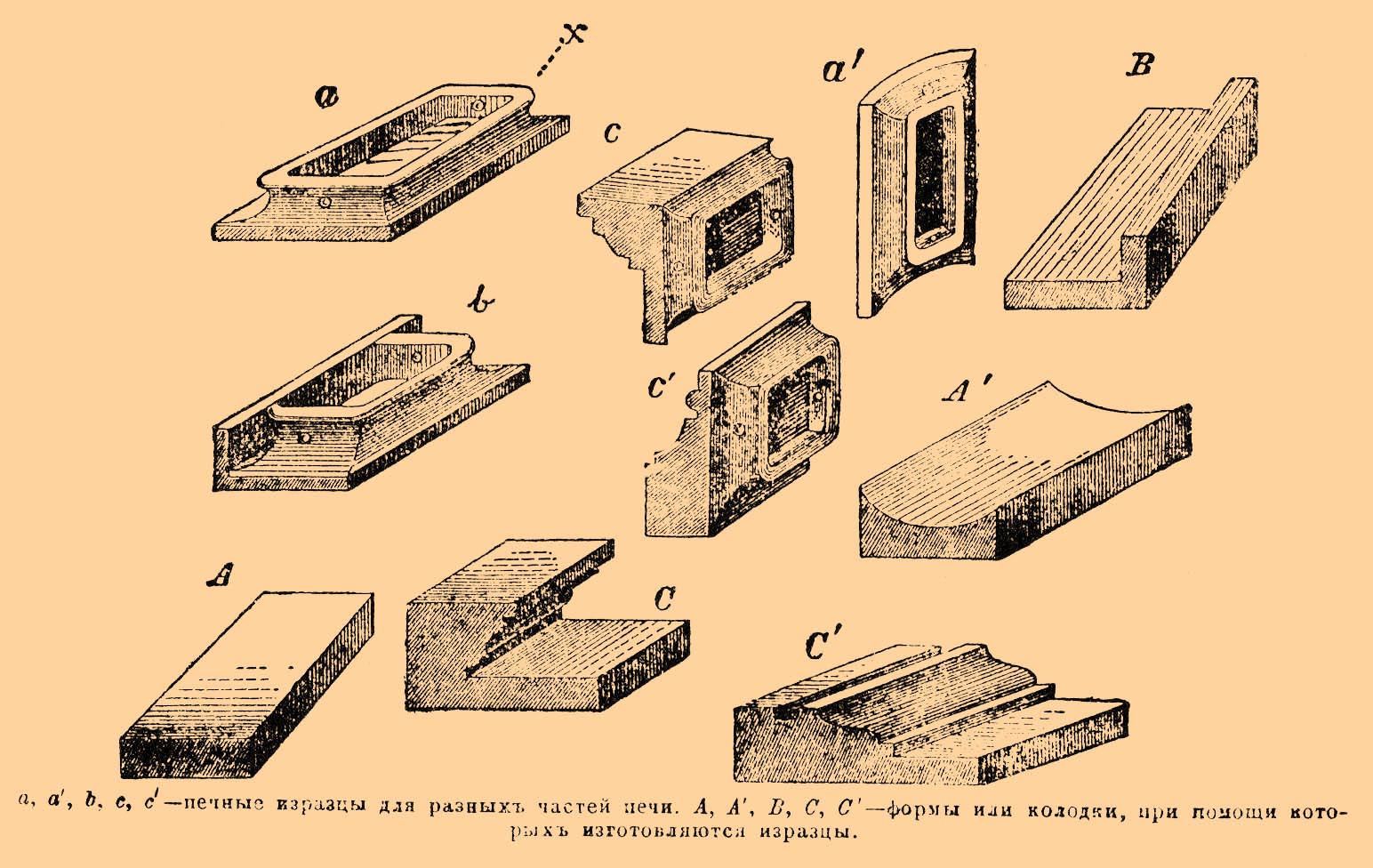
Производимые доселе в большом числе обыкновенные плоские изразцы бывают лицевые (а, а'), угловые (b), карнизные (с, с'); по формату отличаются еще от других те, которые идут для самой нижней части кладки — закладка и самой верхней — фриз и лиштва.
На фиг. при А, А', В, С и С' показаны формы, или колодки, на которых при ручной выделке формуются соответствующие сорта изразцов а, а', b, с и с'.
Фиг. a, a', b, b', c, c' — печные изразцы для разных частей печи. A, A', B, C, C' — формы, или колодки, при помощи которых изготовляются изразцы.
Преобладающие доселе плоские изразцы обоих форматов, мелкого и крупного, производятся у нас большею частью ручной формовкой на колодках, или формах, деревянных и гипсовых. При помощи этих форм приготовляется главная часть изразца, именно его пластина; обод, или румба, формуется из глиняной ленты в отдельности и потом примазывается к изразцу при помощи добавочной накладной глиняной тесьмы, чтобы утолстить место скрепления с пластиною.
Примазанный обод нужен для того, чтобы образовать на внутренней (внутрь печи обращенной) стороне изразца коробку, в которую для утолщения всей изразцовой печной облицовки набивается при кладке печи замятая с песком сырая глина, нередко со щебнем (кирпичным); он же необходим для скрепления изразцов между собою. При кладке изразцы плотно стыкаются между собою лицевыми кромками (для чего иногда приходится подсекать кирешкою), а промежуток, остающийся между их соседними ободьями, заполняется печницкой глиной, как и самая внутренность обода. С 2-х или со всех 4-х сторон в ободе есть проколотые отверстия, через которые пропускается вязальная печницкая проволока для связывания изразцов (взамен проволоки ныне нередко берутся железные клямеры, щипцеобразные скобки и захватывающие соседние части изнутри через край). Весьма важное значение имеет обод для крепости изразца: отходя от пластины под прямым углом и будучи утолщен при корне, обод сильно увеличивает момент сопротивления поперечного сечения изразца, особенно по краям или кромкам, что важнее всего.
Материал для приготовления изразцов — глина — должен быть, как для всякой высшей отрасли гончарного производства, отлично подготовлен мятьем и наилучше, сверх того, еще отлеживанием (хранением долгое время в сырых складах или под слоем воды в кирпичных, на цементе, или деревянных баках). Для уменьшения ее съеживания при сушке и в обжиге надо намешивать к ней, как только она сама по себе сколько-нибудь жирна, возможно большее количество шармота (предел легко узнается, смотря по глине, по степени сохранения еще способности к формовке). В качестве шармота в данном случае наилучше брать те же изразцы (еще неглазурованные), обожженные и довольно тонко измолотые, с просеиванием через сито; к тому служат бракованные и поломанные в обжиге изразцы, которых всегда в заводе достаточно; при недостатке материал дополняется жженкой (нарочно обожженной глиной того же самого сорта). Обильная пропорция шармота имеет большую важность при последующем наплавлении глазури, чтобы и с этой стороны дела независимо от свойств той или другой глазури предотвратить растрескивание глазурного слоя, к которому он способен после обжига вскоре или через продолжительное время после него. Помол шармота совершается бегунами или жерновами, с просевом. Замешивание глины с шармотом и приведение массы в состояние полнейшей однородности совершается тоншнейдерами, из которых единственно надежного результата достигают винтовые (напр. тоншнейдеры от Шликейзена в Берлине, Шмельцера в Магдебурге); необходимо рекомендовать начать мятье с шармотом на деревянных токах по печницкому приему — ногами, а потом хорошо затоптанный материал пропускать через тоншнейдер дважды. Разумеется, при этом расходуется сила, но с полнейшею выгодою для качества продукта и для прочности поливы; по производительности, часто достаточны ручные тоншнейдеры (с ручным приводом от маховика), на которых 1 рабочий (производя 45-50 оборотов в минуту) обрабатывает до 10-ти пд. массы в 1 час при одиночном пропуске. В конструкциях несколько покрупнее этой, с приводом от паровой машины, обрабатывается при однократном пропуске на 1 паров. лошадь около 50 пд. массы в час.
Подготовленная таким путем гончарная масса, пролежав в складе, идет в работу изразцов, и перед самым употреблением ее в дело имеется надобность опять немного перемять ее руками в малых порциях, поступающих к гончару для дневной работы; при этом употребляется обычный прием резки проволокой в куски и переминания кусков между собою на мяльном столе. Взамен ручной формовки пластин выгодно употребить формовку из тоншнейдера (такого же, который производит подготовку массы); для этого к источному отверстию тоншнейдера накрепляется (на откидных болтах) формовальный мундштук, который при работе винта выпускает глину из тоншнейдера широкой плоской лентой требуемой ширины по формату изразца (с запасом для последующего обравнивания или обреза) и требуемой толщины (около 1/2 дюйма); эта лента, направляемая по гладкому жестяному столу с водяной смазкой или по войлочным роликам, режется на части по длине, сколько нужно. Она дает пластины более чистые и плотные (глина обрабатывается в более крутом тесте) получаемых ручной формовкой. Для выделки обода тот же тоншнейдер с другими мундштуками может доставить ленты углового или таврового сечения, которые потом накладываются на пластину, изгибаются и примазываются руками; особый мундштук нужен для выжимания тесьмы, служащей при этом соединении. Фасонные угловые и карнизные изразцы также могут быть приготовлены выжиманием из тоншнейдера через соответственные мундштуки с водяной смазкой. Формовка изразцов может быть также произведена в прессах, формующих сразу весь изразец вместе с рындою и через то очень ускоряющих работу (вручную один навычный мастер, с подготовкою пластин ручной же работой, произведет 50-60 шт. изразцов в день; при прессе 1 рабочий получает их сотнями). Конструкции таких прессов разнообразны, но их употребление в изразцовом производстве сравнительно еще мало привито. Сущность большинства конструкций состоит в том, что внутренняя коробка, образуемая на изразце рындою, формуется надавливающим штампом, а фасонная боковая рама — дающая вместе с дном или пластиной самую рынду, перпендикулярно отходящую в некотором расстоянии от краев пластины, — делается раздвижною, из двух симметричных половин; она раздвигается, чтоб можно было вынуть изразец, причем в некоторых конструкциях он сам выпускается наружу по наклонной плоскости.
После формовки следует довольно хлопотливый период сушки изразцов. При обычном способе работы, хотя бы с помощью тоншнейдеров для формовки пластины, сырой изразец мягок (средства формовать изразец нацело сухой прессовкой, из почти сухой массы, еще совсем не развиты), и его начальная сушка должна происходить на той же колодке, на которой он сработан, или (еще лучше) на алебастровых плитках (если сама колодка не алебастровая). По мере высыхания, когда консистенция изразца достигнет той степени твердости, при которой она именуется кожистою (палец не вдавливается более, а ноготь еще довольно легко), можно приступить к выправке изразца, чтобы выровнять его плоскость, обыкновенно слегка покривленную или покоробленную у краев за время сушки. Для этой работы служит гладкая каменная (мраморная) или чугунная плита, на поверхности которой можно выправить еще податливый корпус изразца поколачиванием деревянной колотушкой; легкими ударами по краю рынды и по наружным краям пластины достигается осадка поднявшихся частей, и правильность плоскости восстановляется. Надо хорошо улавливать момент, когда при надлежащей кожистой консистенции это возможно сделать без вреда всей целостности черепка. Для угловых К. имеются с этою целью чугунные или каменные угловые колодки, в которых обе плоскости поставлены под точным прямым углом. После того К. могут быть развешаны (на гвоздях и проволоках, за имеющиеся в рынде отверстия) в более теплом месте (в помещении горнов). Когда они совсем высохли и готовы к обжигу, обыкновенно опять поверхность их оказывается недостаточно ровною, именно — она чаще всего прогибается в середине и становится слегка вогнутою. Тогда наступает первая обдирка сырцов острым песком мелкого зерна, для удобства которой построены особые простые машины (того же рисунка, как и для шлифовки после обжига). После обравнивания этой первоначальной обдиркой поверхность пластины осматривается для того, чтобы в случае нужды залепить крутым сильно шармотистым глиняным тестом мелкие вырванные при обдирке места, что может случиться на некоторых штуках (в тесто, служащее для этого заштопывания, прибавляется немного свинцового глёта, чтобы оно вернее закрепилось на своем месте во время обжига и не отделилось от общей поверхности пластины). После этого осмотра изразцы готовы к первому обжигу, который производится раньше покрытия поливой.
Что касается свойства глины, которая в соответствии с свойством и составом наносимой на ней глазури должна быть наиболее пригодною для производства изразцов, то, особенно в прежнее время, вопрос этот постоянно возникал ввиду затруднений, представлявшихся каждый раз эмпирическому изысканию состава глазури, прочно соединяющейся с поверхностью глиняного слоя, на который она наплавляется, — и оттого некоторые местности, напр. знаменитый изразцами Фельтен (между Ораниенбургом и Кеммерном) в Пруссии, имея естественные запасы такой глины, которая оказывалась отменно пригодною для прочного покрытия ее белою непрозрачною глазурью, по составу подобною иным гончарным, издавна выдвинулись над прочими в производстве белых поливных изразцов. На других глинах эта белая глазурь не держалась так прочно; обычное явление при несоответствии между глиной и глазурью состоит в том, что глазурь на неподходящем черепке получает трещины, которых на поверхности изразца образуется целая сеть, а в других случаях — глазурь отскакивает. Фельтенская глина, не принадлежа к числу огнеупорных, в составе обнаруживает много извести (48 SiO 2, 12 глиноз., 5 ок. жел., 15 извести, 1 1/2 магнез., 2 1/2 кали, 1 натра, 10 1/2 CO2, 4 воды — по анализу Зегера) и есть по существу мергелистая, т. е. углеизвестковая глина; та часть SiO 2, которая примешана механически (около 1/2 всего содержания SiO 2) состоит пополам из мелкого песку и песочной пыли. С давних пор известковистость глин считалась необходимым признаком пригодности их к изразцовому делу, и большинство известных фактов подтверждало это — подобно тому, как с давних же времен известковистость считалась необходимым свойством глин для майолики, с которою поливные изразцы естественно сближались во многих отношениях. Более систематические исследования и пробы показали впоследствии, что это обстоятельство по отношению к составу глин, пригодных в изразцовом деле, не имеет такой общности, которая иногда и доселе приписывается ему. Надлежащее соответствие между глазурью и глиной, которая должна прочно соединяться с этою глазурью, может быть достигнуто для всякой глины, хотя бы и в отсутствие извести; общее же значение, которое еще остается в данном случае за известью, сводится к влиянию углеизвестковой соли на физические свойства глины, что обнаруживается именно при усушке и при обжиге. Естественное содержание углеизвестковой соли в составе глины или искусственная примесь мелу (или мергелей) имеют безразлично два важных последствия: 1) сжатие глины при переходе ее из состояния пластичного теста в сухой сырец замечательным образом уменьшается, а также уменьшение объема при прокаливании в жару прекращается скорее обыкновенного и является вообще ослабленным; это особенно ясно наблюдается при содержании в 20-30% углеизвестковой соли. Так, напр., глина фельтенская, содержащая около 25% углеизвестковой соли, при обжиге обнаруживает сокращение объема только до начинающегося красного каления, а потом, при повышении температуры до самого яркого красного каления, не претерпевает никакого сжатия. Между тем известковистый черепок становится при сильном обжиге плотен и тверд, сохраняя при всем том значительную степень пористости; он после обжига мало чувствителен к резким переменам температуры. 2) Другое влияние извести при обжиге сказывается на железистых глинах и состоит в изменении окраски, которую они получают в обжиге: в присутствии извести такие глины не получают той красной окраски, усиливающейся вместе с силою обжига, которая обусловливается присутствием железной окиси. В обыкновенном обжиге пламенем, в котором достаточно воздуха (т. е. не восстановительном), вместо красной окраски от железа, столь обыкновенной для глин, являются при довольно сильном обжиге светло-желтые оттенки, напр. соломенно-желтый. Оба эти свойства, обусловленные присутствием извести, выгодны в изразцовом деле, потому что суженные пределы подвижности или изменения объема в жару и сохранение пористости при надлежащем уплотнении черепка в обжиге суть обстоятельства, совершенно благоприятные прочному соединению глазурного слоя с поверхностью черепка, а бледный цвет вместо обычной железистой окраски (особенно желтый цвет, который в слабых оттенках благоприятнее для грунта, покрываемого белой глазурью, нежели совсем белый грунт) выгоден для эффектности белой поливы. При всем том, покрытие белой поливой может быть достигнуто в том же превосходстве по прочности и внешнему блеску на других неизвестковых глинах, а именно — на огнеупорных глинах всякого рода, дающих при обжиге более или менее светлый по окраске черепок. Огнеупорные глины по существу не могут содержать сколько-нибудь значительного количества извести (ср. Глина). На огнеупорных глинах результат может быть достигнут при употреблении поливы более трудноплавкой (чем те, которые пригодны для известковых глин) и содержащей в составе известь; трудноплавкость глазури во всяком случае свойство, при соответственном обжиге совпадающее с другими условиями, благоприятными для целостности и прочности глазурной покрышки. Таким образом, выбор глин для изразцового производства по химическому составу не представляет особых затруднений, о которых можно было думать в прежнее время. Выбор должен пасть не непосредственно на сорт глины, а необходим только соответственный подбор между имеющеюся глиною и подходящею к ней поливой. Легче всего достигнуть удовлетворительного результата, если материалом взята огнеупорная глина. Мена свойств поливы для постановки ее в соответствие со взятою глиною, а с другой стороны, видоизменения состава глиняной массы, подготовляемой к принятию глазуровки, производятся на основании общих правил, выводимых из исследований об отношениях глазури к глинам, преимущественно тех, которые произведены Зегером (см. "Thonindustrie-Zeitung", 1884, стр. 52 и далее). У нас в разных местностях материалом изразцового производства являются, в числе прочих, и огнеупорные глины, напр., окрестностей Петербурга, привозная боровицкая глина (в прежнее время здесь была в ходу еще более огнепостоянная андомская, ныне в торговле редкая), в приуральских губерниях многие местные сорта. Глазурь к ним, фабрикуемая у нас отчасти в особых небольших глазурных заведениях и рассылаемая к производителям изразцов в готовом виде, имеет иной состав, чем та, которая специально годится для известковых глин.
Обжиг изразцов производится чаще всего в лежачих печах, подобных простым гончарным, и обыкновенно на дровах; при употреблении каменного угля надобны муфельные печи, которые удобны и при нефтяном отоплении. В простой печи на дровяном топливе (отношение объема печи в куб. метрах к поверхности решетки в кв. метрах 15-20) можно с выгодою устроить род муфеля таким образом, что на расстоянии примерно дюймов 5 от продольных стенок печи провести две внутренние в 1/2 кирпича стенки, перевязанные слегка тыками с капитальной стеной; между ними и садятся изразцы, после чего всю садку накрывают поверх нетолстыми, для того специально приготовленными глиняными плитами; со стороны топки высокий, не слишком массивный порог поднимается также сколько нужно, чтоб ввести огонь только в подсводную часть поверх изразцов, а в поду делаются крытые ходы для прохода пламени под нижними слоями садки. Совершенно удобны также стоячие горны с опрокинутым пламенем (идущим сверху вниз); они при дровяном топливе не требуют никакой дальнейшей накрышки изразцовой насадки в защиту от прямого пламени. Муфеля для нефтяного отопления или для каменного угля делаются круглого сечения, стойловой формы и получают двойную стенку и двойной свод для провода пламени по промежутку, а при значительном диаметре (напр. в 6-7 арш.) получают еще в оси двустенный пилар, также проводящий пламя по выходе его в трубу; во всех случаях дно также двустенное, для прохода огня под низами. При садке в печь изразцы ставятся на ребро (а именно на длинное) в том порядке, чтобы попарно две лицевые стороны, след., между ними две румбовые закраины, обращались друг к другу, однако, не касаясь и не запирая промежутков, хотя и по возможности скупых; чтоб держать их на этих небольших расстояниях, есть особые сформованные и обожженные глиняные прокладки или же попросту вместо них скатанные из глины необожженные скалки и мелкие комья. Угловые, карнизные К. садятся в одни ряды с лицевыми, чтобы, обеспечивая везде совершенно одинаковые для тех и других условия обжига, в заключение вернее достигнуть одинаковости колера после покрытия глазурью и тем упростить браковку. Обжиг в печах идет таким же порядком, как вообще в гончарном, фаянсовом и т. п. деле — сначала медленный (на парах), потом усиленный; в конце требуется осторожная студка, чтобы избежать порчи черепков от быстрого под конец понижения температуры. После первого обжига следует поливка глазурью. Должно заметить, что к настоящему времени вырабатываются приемы поливы по сырцам, сокращающие дело самым выгодным образом; тогда один обжиг зараз кончает все, и изразец является обожженным и глазурованным. Эти приемы сравнительно просты, хотя еще очень мало распространены; они, между прочим, основаны на известном способе накрепления минеральных порошковатых тел к глиняным сырцам, идущим в обжиг, посредством клеевого раствора, готовленного на уксусной кислоте. Обыкновенный столярный клей размачивается в холодной воде до разбухания, переводится в раствор посредством нагрева с прибавкою равного количества (по весу) уксусной кислоты, после чего из этого раствора готовится разжиженный в 5° Боме, более густые мешают глазурной жиже растекаться по поверхности, а присутствие уксуса препятствует остуднению клея. Высохший на воздухе, выправленный и обметенный от пыли изразец обливается этим клеевым раствором сначала без всяких прибавок, после чего опять оставляется на несколько часов для высушивания. Тогда он обливается глазурью, в состав которой намешивается 3% белой глины (China clay, или так наз. белой броуверской); самая глазурь есть обыкновенная оловянная глазурь, но во всяком случае держащая в составе известь; ее ближайшие пропорции в составных частях определяются тем же, как и всякий раз в этих случаях, — т. е. должны быть видоизменены, смотря по свойству взятой в дело глины. Глазурь с означенною прибавкою белой глины забалтывается на еще более разжиженном клеевом уксусном растворе (прежний раствор в 5° Боме, разбавленный еще тремя частями воды) до консистенции, обычной при поливе. Далее все идет без всяких изменений против обыкновенного, только обжиг большею частью нужен несколько сильнее и более продолжительный. В обычном ходу производства после первого обжига совершается неизбежная шлифовка жженого изразца. Машина, которая служит для нее, состоит из вращающегося чугунного плоского круга, образующего лежачее точило; над ним близко находится круглая коробка, для которой он составляет своего рода подвижное дно, и назначенная к тому, чтобы придерживать изразцы, положенные на это дно в эту коробку или рамку и слегка сдержанные друг около друга посредством поджима с четырех сторон секторообразными деревянными наружными вкладышами. Привод к стоячей оси, на которую посажен вращающийся круг, дан снизу под станиною, на которой все это укреплено и поднято; остается переводить рукоятью ремень на рабочий или на холостой шкив. Поперечник чугунного точила обыкновенно около 1 метра, толщина литья в 1 дюйм. Шлифующим материалом служит тонкий острый песок с водой, припускаемый постоянною струйкой (из двух ящиков, песочного и водяного). Работа идет скоро, и 1 человек при таком станке переберет с полсотни штук в час и более. После шлифовки поверхность изразца, обмытая водой и вытертая тряпкой, должна быть не только совсем ровною и гладкою, но и несколько блестящею в доказательство достаточно тонкого свойства массы и плотности черепка. Если бы почему-либо черепок был настолько груб, что эта шлифованная поверхность являлась бы шероховатою и как бы зернистою, то такие поверхности надо затирать вспомогательной массой из мелкомолотого сеянного шармота, глины и молотой глазури (пропорции, напр., 2, 1, 1 по весу), после затирки сгладить (буковым ножом) и после просушки обтереть (войлоком или суконкой). Такого рода подправка, однако, сама по себе свидетельствует о худой подготовке черепка, если дело идет об изразцах обыкновенного вида и формата.
В составлении изразцовой белой поливы, которая, как все вообще глазури и стекла, есть сплав кремнезема с несколькими основаниями (или плавнями), существенную роль играет окись олова, присоединяемая к кремнезему вместе с другими составными частями; она обращает получаемый сплав в непрозрачное (глухое) белое стекло более совершенным образом, чем это может быть достигнуто другими веществами, дающими молочное непрозрачное стекло. По своему влиянию на сплавление кремнистой смеси она противоположна плавням, т. е. не содействует легкоплавкости смеси, так же как и сам кремнезем не есть плавень; среди составных частей она должна быть, след., поставлена рядом с самим кремнеземом в отношении влияния на плавкость смеси. Основаниями или плавнями, содействующими плавлению, для изразцовой глазури являются, преобладающим образом, свинец в виде свинцовой окиси и натр, взятый в виде соды или поваренной соли. Если требуется ввести значительные количества извести, то к составу прибавляют мел. Свинец и олово, всегда идущие вместе в состав глазури, берутся в состоянии металлов; из них свинец изыскивается в самых чистых сортах. Если дело идет о хорошей белой глазури, оба металла сначала сплавляются друг с другом (сперва растопляется свинец, потом в него вносится олово) и затем обжигаются продолжительным жаром для окисления действием воздуха: металлический сплав в жару легко превращается с поверхности в окись, и процесс такого окисления идет быстро, если при постоянном размешивании поддерживать прикосновение воздуха с металлом (не вынимая, однако же, из него землистой окиси или этой металлической золы, присутствие которой ускоряет окисление, содействуя разделению жидкого металла на мелкие порции при размешивании). Свинец и олово при этой обработке нужны вместе, тем более, что без свинца само олово окисляется трудно, а со свинцом очень легко. Резервуаром для расплавления и сожигания этих металлов в жару служит при более мелких количествах чугунная или железная плошка, нагреваемая огнем топки только через стенки снаружи (в ней надо избегать сильного перегрева, так как свинец тогда действует на железо); при значительном производстве — углубленный под лежачей печи, при нагреве только с поверхности. Во всяком случае, выгодно избежать употребления железной плошки и даже в небольшом деле производить жжение на дне печей. Помещение для расплавленного металла должно быть просторно: получаемая в результате обжига металлическая зола очень объемиста и занимает втрое больше места, чем металл. Обжиг и размешивание металла продолжаются многие часы (для размешивания служит железная штанга с насаженною на ее конец поперечною к ней железною бляхою, прорезанною на поверхности несколькими отверстиями для облегчения ее движения в массе металла и золы). Температура жжения есть слабое красное каление. Когда при учащенном размешивании не появляется более жидкого металла и из массы золы более не является искр, работа близка к концу; еще 1 час или 1 1/2 размешивания в том же жару — и окисление сполна окончено. Полученная порошковатая смесь окислов свинца и олова зовется оловянной золой, ашурой, ошером и т. п. (последнее от испорч. немец. Ascher). Пропорции свинца к олову употребляются разные — как видно из последующих примеров составления глазури. Наилучше не рассчитывать на сильную свинцовистость глазури, а потому олово и свинец для приготовления золы брать, напр., в равных частях, т. е. готовить ашуру, богатую оловом, имея в виду глазурь не из легкоплавких. Щелочным плавнем для глазурного сплава в прежнее время, часто и ныне в небольших заведениях, поваренная соль; она в присутствии окиси свинца, а также кремневой кислоты способна остекловываться в сильном жару, т. е. отдавать свой натр кремнезему; частью же, соответственно некоторым из эмпирических рецептов весьма значительною, она испаряется, при чем также приносит ту долю пользы, что выделяет с своими парами железо в виде летучего хлорного соединения. Правильнее в отношении постоянства состава получаемой глазури употреблять не соль, а соду; должно иметь в виду, что в производстве глазури с поваренной солью случайные разницы в скорости обжига, след., в способе его ведения, могут иметь в результате неодинаковую щелочность глазури. В состав смеси для глазурного сплава очень часто прибавляется селитра, обыкновенно — поташная; она назначена для первых сортов белой поливы и не только вносит в глазурь небольшую порцию кали, которая может иметь свое значение для вида и блеска глазури (как в стеклянном деле), но назначается именно для того, чтобы сжечь в глазурной смеси следы угольной и органической пыли раньше ее сплавления и предупреждать восстановительную реакцию, которую иногда может иметь пламя на свинцовые сплавы и которая сопровождается потемнением цвета сплава. Для примера вот один из составов для белой изразцовой глазури, готовленной с поваренной солью: оловянная зола готовится из свинца с оловом в пропорции 3 ч. металл. свинца на 1 ч. олова; тогда берется: 39 оловянной золы, 30 чистого кварцевого песку, 8 фарфоровой глины, обожженной, возможно тонко молотой (лучше: 8 молотого фарфора первого обжига); 12 поваренной соли, 4 селитры (в частях по весу). Для белых глазурей более низкого сорта (полубелых) пропорция олова в золе понижается, напр. для полубелой поливы оловянная зола составляется из свинца с оловом в пропорции 10:1; берется: 40 олов. золы, 32 песку, 8 поваренной соли, 1 буры, 2 жженой фарфор. глины. — Для этих полубелых сортов можно в крайнем случае понизить пропорцию олова в золе до 6-7 на 100 свинца, а для самых простых сортов товара до 3-4 на 100. — Один из типичных простейших рецептов есть еще следующий: для белой глазури 20 оловянной золы, готовленной в пропорции 1 олова на 4 свинца; 10 поваренной соли; 13 хорошего белого песку. — При работе с поваренною солью — замешанные друг с другом тонко измолотые материалы для обжига (сплавления) в печах или плоских горшках нередко формуются от руки в шарообразные комья при помощи деревянной формы, причем для большей связи прибавляют в воду, которою замачивается смесь перед формовкою, немного клеевого раствора; масса, таким образом формованная, охватывается огнем полнее, и разложение соли совершеннее, чем при плавке в сплошном насыпанном слое. Обжиг идет осторожно, сначала часов 12 на парах, легким огнем; потом в продолжение часов 18-20 достигают при поднятии жара температур красного каления, на котором держат еще, повышая во всю силу печи, 15-20 часов, употребляя в этом последнем периоде приемы управления топкою, подобные тем, которые применяются при покрытии огнеупорных изделий так наз. соляною глазурью, а именно — дают топливу на решетке по временам прогорать очень сильно и опускаться без новой подкидки, после чего опять подкидывают и повторяют то же самое через небольшие промежутки времени. Если изменить эти приемы и поспешить с обжигом, то глазурь получится не так чистою и менее блестящею. О результате обжига судят по вынимаемым к концу пробам (пробы захватываются на раскаленную железную штангу, опускаемую в плав): готовый продукт должен быть слитный, плотный, не ноздреватый, не должен просвечивать на тонких краях, в осколках. В пример состава глазурной смеси при употреблении соды можно привести следующий для белой поливы высшего сорта: оловянная зола из равных весовых частей олова и свинца (в таком случае примерно 36 металлического плава, именно 18 свинца + 18 олова, дадут около 47 золы после жжения): такой металл. золы берется 47; тонко измолотого и просеянного кремня (перед помолом обожженного) или кварца 32; молотого фарфорового бисквита 15; соды кальцинированной 90% 11 (в весов. частях). Такая глазурь хорошо сидит на известковистых черепках; если, уменьшив количество кремнеземистой части (песку и фарфор. шармоту), прибавить в состав ее извести, то можно ее довести до соответствия с черепками вовсе не известковыми, напр. с андомской глиной. Сплавление белых глазурей, готовленных на соде, составляет работу более простую и надежную, чем при употреблении поваренной соли; плавка идет прямо на подах лежачих печей, которые для сего получают поворот пламени и под поверхность пода, или в плавильных горшках, установленных в стойловой печи, наподобие стеклоплавильной. Для смешения материалов все они истираются под бегунами в тонкий порошок и просеиваются; прежде всего подлежит так назыв. плющенью под бегунами (лучше каменными) оловянная зола, которая засим просеивается через поворотное цилиндрическое сито. Плавка содовой глазури в горшках, вмещающих, напр., пудов по 15 готовой сплавленной глазури (вес куб. фт. примерно 5 пд.), может быть окончена в 14-15 часов, после чего, открывая доступ к горшкам через окошки в стене печи, вычерпывают жидкую глазурь из горшков железными, на длинных рукоятях ковшами и сразу студят ее, сливая в воду в невысоких деревянных токах. Глазурь после сплавления должна быть тончайшим образом измолота. Помол этот наилучше может быть начат под большими кварцитовыми бегунами, а окончен далее в мокрых жерновых мельницах. Жерновый постав с лежачими камнями из самого твердого камня (для таких поставов можно выбрать иные более твердые кварциты Тверской губ.) получает в очко струю мелкой глазури из-под бегунов и в то же время струю воды. Растертая таким помолом глазурь принимается по желобам в виде текучей жижи в бочки, в которых совершается постепенно и осадка от лишней воды. По мере осадки воду сливают, а бочку дополняют опять жижей, пока она, через долгое время, не заполнится доверху достаточно уплотнившимся нежным глазурным тестом. В этом состоянии глазурь всего удобнее для непосредственного применения к делу у гончаров, которые должны разбалтывать ее с водою в текучую массу. Если глазурь производится особым заводом, то она поступает у нас в продажу с заводов в том же влажном состоянии в бочках, пудов по 20-25, без какой-либо дальнейшей обработки. Нанесение глазурного слоя на изразцы исполняется приемом обливания глазурной жижей. Глазурь всегда настолько тонка, что при замешивании с водою до консистенции обыкновенных негустых сливок остается очень долгое время в равномерной намеси с водою, когда во все это время смесь постоянно встревоживается опускаемыми в нее ковшами. Для поливки изразца рабочий держит его рукою за обод почти отвесно, а другою, захватив в ковш глазури, обливает его поверхность, а потом, перевернув изразец нижнею кромкою кверху, обливает его вторично с другого края; после этого налипший слой еще сглаживается ребром гладила для большей ровности в толщине накрышки. После сушки на стеллажах с поверхности, покрытой плотным глазурным слоем, осторожно смахивается (заячьими хвостами) пыль, которая может еще оттираться от просохшего слоя, и устанавливаются в печи для второго обжига. Про обжиг под глазурью можно заметить существенно только то, что первый обжиг без глазури должен быть сильнее последующего под глазурью, иначе сам глиняный черепок под глазурью может потерпеть изменения, против которых и должно быть дано обеспечение в том, что черепок, обжигаемый под глазурью, уже прошел раньше того через более сильные степени жара. Разница может, впрочем, быть и незначительна, так что, с другой стороны, она отнюдь не должна исключать возможности употреблять и менее легкоплавкие глазури. Обжиг под глазурью наилучше совершается в больших муфельных горнах круглого сечения. В результате обжига под глазурью является еще работа браковки изразцов. Нет возможности, чтобы вся садка, находящаяся в горну, по оттенкам белого цвета, получающимся на изразцах, была совершенно однородна. Поэтому, помимо устранения совсем попорченных штук, главная браковка заключается в подборе друг к другу изразцов лицевых, а к ним угловых и карнизных, совершенно подходящих по оттенку, и образовать из этих одноцветных штук надлежащие наборы для целой кафельной печи. В таких наборах они и продаются с завода. Перед отправкою в склад они еще проходят на просмотр точильщика, чтобы снять на шлифовальном круге иные занозистые или у нижних краев наплывшие выступы глазурного слоя над точным контуром изразца, что впоследствии необходимо для сборки их печниками.
Цветная полива и краски большого огня на изразцах. Для украшения комнатных печей ныне предпочитают употребление единичных или вообще немногих крупных орнаментов или медальонов, преимущественно неглазурованных, вставленных в лицевую фасадную сторону кладки и не слишком контрастирующих по цвету с белым глянцевым грунтом печи, так что употребление цветных изразцов при кладке печей ныне очень ограничено. У нас оно сводится к некоторым местностям, где на то есть народный вкус, напр. в иных южных губерниях; вообще же, прежнее предпочтение цветным кафелям для печей исчезло как у нас, так и в иностранных краях. Нужно прибавить, что цветная глазурь на изразцах, напр. светло-синяя, зеленая, коричневая, составляет, в производстве дело более легкое, чем хорошая белая глазурь. Оловянной золы (готовленной из 5 свинца с 1 олова) 6 фн., 3 фн. песку, 2 фн. поваренной соли и 1/4 фн. медной окалины или окиси меди — рецепт для зеленой глазури; для синей — 5 фн. белой готовой глазури подкрашиваются в плавке смальтой 1/2 фн.; для коричневой обычные составные части глазури сплавляются с марганцем (перекисью или окисью) в небольшом количестве и пр. Должно упомянуть здесь и о том вспомогательном приеме отделки лицевой поверхности кафеля, который сам по себе более употребителен, чем цветная глазурь, и имеет назначением перемену цвета этой поверхности раньше ее глазуровки и в более редких случаях — перемену самого ее свойства. Обыкновенно, если это не медальон, назначенный только к одному обжигу, такая отделка поверхности изделия предшествует нанесению глазури и предпринимается именно для цели возвышения цвета белых глазурей или, существенно, для закрепления их на изразце, которого масса не вполне соответствует глазури без этой подготовки. Такое нанесение на поверхность глины вспомогательного тонкого слоя другой глины, напр. на простую красную горшечную глину слоя белой английской Сhina-clay (фарфоровой), называется энгобой, или энгобажем, или, по-русски, залицовочной поливой. Манипуляция совсем похожа на покрытие глазурью; полива (барботина) приготовляется для залицовки, должна в намеси с водой быть нежна, т. е. все материалы взяты в нежнейшем порошке, как и глазурь; часто для прочности соединения обоих слоев, которые должны во всяком случае по свойству быть подведены к одинаковой усушке и равному расширению, энгобная полива замешивается на слабом растворе поташа; она должна быть густа (не слишком водяниста), чтобы вода из нее могла достаточно быть впитана обливаемым черепком, т. е. последний не был бы перемочен. Таким образом, напр., имея красную глину, которая по цвету, принимаемому в обжиге, не годилась бы прямо к покрытию белой изразцовой глазурью, можно менять свойство ее поверхности, отыскав подходящую залицовочную поливу. Для декоративных целей цветные изразцы, именно многоцветные, определенного рисунка и подбора цветов, более всего употребительны в гражданской архитектуре с целью орнаментальной облицовки карнизов или подкарнизных панелей, фронтонов, иногда (для мелких зданий, напр. небольших часовен) сплошь всей лицевой и внутренней поверхности стен. Для этого применения, особенно в его главном назначении, для наружных поверхностей, подвергнутых разрушающему влиянию атмосферных деятелей, изразцы должны быть расписаны красками большого огня, т. е. такими цветными глазурями, для сплавления которых требуется довольно сильный горновой обжиг, как для более трудноплавких изразцовых или майоликовых глазурей; легкоплавких полив, для нанесения которых достаточно слабого муфельного обжига, как, напр., при живописи по фаянсу, нельзя брать. Наиболее солидная работа производится по приему инкрустации, т. е. наложения цветных флюсов нетолстыми, однако достаточно солидными слоями в оттиснутые для этого на поверхности изразца плоские углубления по данному рисунку. Изразцы, назначенные к такой работе, приготовляются (чаще всего) в алебастровых формах, узорное дно которых дает надлежащий углубленный рисунок на поверхности изразца. Основанием трудноплавких цветных флюсов, наносимых не иначе как на огнеупорную глину, служат стекла известково-поташные или известково-содовые, с прибавкою буры, борной кислоты, глета или сурика, иногда барита (витерита) вместо свинца, часто — плавикового шпата или криолита; после надлежащих проб утверждается пропорция состава, при которой они соответствуют черепку и огню. Эти подходящие по своей плавкости и по сродству к поверхности черепка бесцветные основания флюсов превращаются в цветные флюсы прибавкою к ним красящего металлического окисла: кобальта (синие цвета), хрома (зеленые), меди (голубые, особенно красивые при криолитовом грунте), никеля (дымчато-бурые), урана (слабо-желтые, бурые и черные), хромовых препаратов олова (пинк-колор, красные, сиреневые и розовые), платины, иридия (серые), марганца (фиолетовые), золота (розовые), сурьмы, титана (желтые, оранжевые) и пр.; оттенки могут быть получены в огромном разнообразии и нередко при хорошем подборе доведены до высоких пределов эффектности. У нас в России особенную известностью пользуются истинно художественные произведения этого рода из мастерской цветных изразцов художника Л. П. Бонафеде в СПб., воспроизведение которых ныне отчасти перешло в мастерские М. В. Харламова в СПб.; цветные изразцы бывшего тверского завода С. И. Масленникова, производство которых вместе с майоликовым перешло ныне к товариществу М. С. Кузнецова. Менее артистические произведения того же рода довольно обыкновенно у нас примыкают к производству печных изразцов вокруг столиц и больших городов. К ним подходят близко по назначению разного рода разноцветные плитки, получаемые посредством инкрустации узора из цветных глин при формовке самого тела плитки в гидравлических прессах и пр.
А. К. Крупский. Δ .
Кафли (археологич.) — В Зап. Европе К. стали украшаться разноцветным орнаментом, главным образом, в XVI стол. Не только отдельные К. и карнизы кафельных печей украшались орнаментом, но к кафельным печам прикреплялись еще отдельно выделанные фигуры. Первоначально преобладали темные тона, с XVIII стол. они стали более светлые. Тогда же кафельным печам стали придавать более искусственные формы, причем сначала стали употреблять К. больших размеров, а затем, совершенно отказавшись от такого устройства печей, при котором можно было бы различать отдельные К., стремились, главным образом, к единству в архитектонике печей. Этот недостаток кафельных печей стиля рококо перешел и к эпохе классицизма. Кафельным печам стали тогда придавать строго архитектонические формы и делать их совершенно белого цвета, так что, лишившись теплых тонов прежнего времени, они и по форме, и по цвету представляли собою имитацию мраморных сооружений. Только с 1860 г. вновь стали употреблять цветные К. Известны К. печи XV стол., имеющиеся в Германском музее в Нюрнберге, XVI стол. — в ратуше в Аугсбурге, в Швейцарии (в Мёрсбурге, Вюльфлингене, Зейденгофе у Цюриха и др. местах), XVIII стол. — в монастыре св. Флориана близ Линца, в замке в Вюрцбурге, в Художественно-промышленном музее в Ганновере и др. местах. Ср. Falke, "Die Kunst im Hause" (5 изд. Вена, 1883); Hirth, "Das deutsche Zimmer" (3 изд. Мюнх., 1886).
В древней России кафельные изделия употреблялись очень рано, в Киеве уже в Х веке, если не ранее, потому что были находимы в развалинах и мусоре Десятинной церкви, также в окрестностях этой церкви, где были отрываемы фундаменты древних зданий. Они также были находимы между остатками монастыря св. Феодора или Вотча, вообще во всем пространстве древнейшего киевского кремля. По свидетельству Иоанна Леванды, кафельные или муравленые украшения в виде розеток находились еще в начале прошлого столетия на наружных стенах Десятинного храма и при исправлении его иждивением инокини Нектарии (в мире Натальи Борисовны Долгоруковой) сбиты были многие кафельные розетки с наружных стен ("История" Карамзина, т. I, примеч. 488). В той же церкви в 1829 г. открыт был целый пол, состоящий из четырехугольных плит разноцветного кафеля, который и употреблен при постройке новой Десятинной церкви для этой же цели. На наружной стене типографии Печерской лавры рядом с древними барельефами вделаны тоже древние кафельные розетки, сохранившиеся в развалинах от первоначальной соборной Печерской церкви. В алтаре Киево-Софийского собора в низу мозаических изображений все пространство полукружия от картины Святителей до пола вместе с мозаикой покрыто разноцветными К. и фигурами из него. В Москве старинные К. с изображениями находятся на церкви Спаса, что на Неглинной, затем на углу Успенского переулка и Гончарной улицы; в Новом Иерусалиме есть целый кафельн. алтарь. См. Ценинное дело. В XVI-XVIII вв. производство К. процветало в Малороссии, где К. всегда орнаментировались рельефом, а иногда еще по верху рельефного орнамента покрывались сплошь зеленым поливом. Рисунки, изображавшиеся на К., относились к военной и политической жизни казачества, а также к жизни общественной и домашней ("Киевск. старина", 1883 г., № 1 и 3). Ныне это старинное производство в совершенном упадке. Даже в Полтавской губ., где гончарный промысел стоит наиболее высоко, К. всегда почти делаются без орнамента; самый красивый орнамент, встретившийся на нынешних К., "хрестатый", изображает кресты с расширенными и прямыми концами (в Зенковском и Роменском уездах), встречаются и кружки из палочек (в Камышне), потом рисунок "решеткою", т. е. сетчатый узор, а в Лазьках выделываются поливянные К. размалеванные, и то одним только гончаром, по особому заказу (И. Зарецкий, "Гончарный промысел в Полтавской губ.", Полтава, 1894). Зато в Галиции древний малорусский кустарный промысел сохранился и особенно стал процветать в последнее время с учреждением гончарного училища в Коломыке. Кафельные изделия малорусских гончаров Галиции отличаются правильностью и оригинальностью узора, хорошим подбором красок и изяществом поливы; они пользуются большим распространением и на местных выставках получают высшие награды ("Киевск. старина", 1883 г., № 2). К. с орнаментами весьма распространены и на Востоке; в Коканде, Самарканде и др. местах целые дворцы обложены К. в национальном стиле.
|
Page was updated:Tuesday, 11-Sep-2012 18:15:31 MSK |