| [ начало ] | [ К ] |
Кирпичное производство
— Кирпич (Ziegel, Mauerstein, Backstein; la brique; brick) — строительный материальный элемент небольшого формата, приноровленного к удобству ручной кладки. Так как манипуляции при постройках из кирпича происходят вручную, руками каменщиков, то наибольшее количество работы за единицу времени достигается только при условии соблюдения некоторого среднего веса каждого кирпича. Отсюда рождается наивыгоднейший, а потому и употребительнейший размер или вес кирпичин, с которым практика в конце концов настолько осваивается, что под именем кирпича сливается в представлениях как самое вещество его, так и размер. Если прибавим, что для более плотной связи между частями кладки имеется надобность класть в ней кирпичины то вдоль, то поперек друг к другу, то этим мотивируется появление некоторого общего преобладающего формата, который придается кирпичу при данном выбранном для него поштучном весе и в котором длина, ширина и толщина кирпичины неодинаковы, а относятся друг к другу примерно как 1: ½:¼, о быкновенно с некоторым избытком толщины против этой точной пропорции. Так, обычный кирпич в Европе имеет размер около 9 дюймов на 4½ на 2½ (английский формат); немецкий нормальный формат (утвержденный официальными строительными постановлениями), в сантиметрах — 25 на 12 на 6½; обычный старинный русский формат, в вершках — 6 на 3 на ½, ныне приметно выходит из употребления, и нынешние форматы становятся меньше; форматы мельче всех являются в Америке (например, 8¼ дюйма на 4 на 2, или, в сантиметрах — 21 на 10 на 5⅓). Приличный, для работы выгодный вес обыкновенной кирпичины есть 8—10 фунтов; так, английский кирпич, употребительный и у нас в огнеупорных сортах, весит 8 фунтов в штуке, русский красный — 10 фунтов. Независимо от этой главной массы обыкновенного кирпича имеются другие формы для него, соответствующие разным специальным назначениям; например, К. лекальные, не имеющие простой формы параллелепипеда, боковики, клинья, карнизные, пустотелые, облицовочные — наиболее чистой выделки, для наружных частей кладки; четверки (в полширины против обыкновенного формата, почти квадратного поперечного сечения), плитки или лещадки (в полтолщины против обыкновенного). Иногда по плотности и крепкому обжигу, но, вообще, по более мелкому формату отличают клинкера. По свойству выдерживать сильный жар без сплавления, а вместе и по материалу, из которого приготовлены, кирпичи бывают простые и огнеупорные; понятие о последних у нас часто сливается с названием английского; к огнеупорным принадлежит и шамотный кирпич. По стадиям выработки при производстве, кирпич может являться сырцом или обожженным (об употреблении сырца для построек см. в статье Глина). В настоящей статье рассматриваются: 1) условия кирпичного дела со стороны его материала и подготовки такового; 2) орудия подготовки и формовки, простой и машинной, включая сухое прессование; количество работы и расход силы на нее; 3) условия и орудия сушки сырца; 4) важнейшие конструкции печей для обжига; 5) статистические сведения.
Для строительного дела прежде всего важно, чтобы кирпич был достаточно тверд, т. е. обладал достаточным сопротивлением раздавливанию — последнее измеряется грузом, который в состоянии выносить на себе кирпич до появления первой трещины в нем и затем до окончательного разрушения. Достаточно, если кирпич обнаруживает при пробах сопротивление в 60 пудов на кв. дюйм, хотя бывают кирпичи, выдерживающие больше (а плохие меньше) этой нормы. Притом материал, из которого формуется кирпич, должен быть во всяком случае огнепостоянен и малой теплопроводности. Сообразно этим условиям, на деле являются в качестве материалов для кирпича: глина, известь с песком (известковые кирпичи), крупный кварцевый песок с небольшой примесью известки для уплотнения при обжиге (динас), доменные шлаки с сильной порцией извести (шлаковый кирпич). Однако главным исконным материалом К. производства является глина всяких сортов, к которой нередко приходится искусственно примешивать песок. Задача производства состоит в том, чтобы придать этому материалу, по возможности простым и выгодным путем, желаемую форму кирпича, и затем уплотнить и как бы закрепить его посредством обжига, после которого глина совершенно перерождается в своих свойствах и обращается в своего рода камень, не размягчающийся более от действия воды, как прежде сырая глина. Выработка и продажа кирпича идет тысячами и десятками тысяч штук, и каковы бы ни были требования, налагаемые строителем, прежде всего нужно, чтоб они были удовлетворены при условии возможной дешевизны самого продукта.
Отсюда следует несколько заключений о сортах глин, могущих идти в кирпичное дело. Нужно, чтобы глина находилась на самом месте производства или в непосредственной близости к нему; чтобы она была самая простая, наиболее дешевая (потому, например, что она не пригодна к другим применениям, как-то: для гончарного дела, или потому, что в данном месте не имеет никакого иного применения); притом нужно, чтобы глины требовали, по своему сложению и по намесям, при них имеющимся, по возможности меньшей очистки перед употреблением в дело, коль скоро всякая сложная очистка и подготовка рушила бы выгодность дела. К тому прилагается еще капитальное условие — чтобы имеющиеся в данном месте запасы природных глиняных отложений были весьма значительны, так как производство требует больших масс материала, и чтобы месторождение было из числа легко разрабатываемых простейшими приемами. Для производства кирпича может быть взята всякая глина, какая найдется на месте, и потому по существу не представляется надобности говорить о каких-либо особых и специальных кирпичных глинах. Всякая глина, из разряда как низших, так и высших сортов, по керамической оценке, может быть пригодна для выделки кирпича; с другой же стороны, лишь редко можно встретить такую глину, которая годилась бы для кирпича непосредственно без предварительной подготовки. Таким образом, остается под именем собственно кирпичных глин разуметь те, которые, по слабому развитию типических свойств текучести и вязкости (пластичности), будучи неспособны к формовке в более сложные формы и более тонкостенные изделия в гончарном деле, остаются еще пригодными для простой формовки в кирпичном деле, в котором именно лишняя вязкость и текучесть глины составляют больше помех, чем потребность. Практически же, искать особого класса или особых месторождений кирпичных глин не представляется необходимым. Во всяком случае, это будут чаще всего низшие разборы глин, нового образования, неглубоко залегающие под почвой, нередко богатые песком, содержащие всегда железо, кали, известь, а потому сравнительно легкоплавкие и легко спекающиеся в обжиге. Наименее годными к делу из этих простейших сортов должно считать только те, которые содержат много намешанного камня и минеральных осколков — такие сорта представляют с самого начала материал слишком неоднородный и требующий особых приемов для приведения к надлежащей однородности.
Раскопка глины из залежи совершается конечно чаще всего лопатами вручную; для того есть несколько сортов лопат; но хороша и разработка плугами, если положение залежи (ровное или лишь мало наклонное) дозволяет ее; при разработке плугом, лопатами предоставляется только подъем и укладка в повозки. Плугу дается захват примерно вершка 2—2½ глубиной; отделяемая им полоса глины при подъеме лопатами на тачки разбивается в кусочки. Кроме обыкновенных плугов, имеются специальные, для раскопки глины, так называемые шайбовые плуги (культиваторы), с наискось поставленными выпуклыми шайбами, при вращении которых по грунту последний врезается и разворачивается в несколько узких грядок; глина в таких грядках забирается потом лопатами (колесными или ручными, так называемые шреперы). Если дело идет о собирании глины с залежи для производства кирпича сухой прессовкой (что, впрочем, у нас редко), то надо, прежде разработки, всю залежь хотя бы поверхностно осушить канавами и разровнять по поверхности так, чтобы облегчить сток дождя и устранить образование стоячих луж. Так как собранная с залежей глина конечно всегда держится в готовых больших запасах, для расходования в производстве, то хранение ее впрок на открытом месте или под легкими навесами может быть удобным образом связано с так называемым зимованием — выветриванием на воздухе в течение зимнего времени (см. Глина).
Масса глины, идущая на формовку кирпича, должна прежде всего обладать одним главным качеством, без которого она не даст хорошего продукта: она должна быть совершенно однородна. Так как известно, что никогда в природе глина в своих отложениях не бывает сама по себе вполне однородна, то отсюда явствует необходимость искусственного приведения материала к однородности. К. дело и должно по необходимости начинаться с этого, причем следует иметь в виду, что если искусственное размешивание произведено плохо, то никогда нельзя будет получить порядочного продукта. Искусственное перемешивание, назначенное для приведения материала к однородному состоянию, может наилучше быть произведено после замачивания, т. е. над смоченным материалом, а не в сухом виде. Замоченные водой массы обрабатываются в месильных аппаратах, и полученный однородный материал (носящий обычное название массы или теста) подвергается формовке; если формовка производится машинами, то придание формы совершается путем истечения этих полутвердых текучих масс под надлежащим напором (истечение твердых тел, é coulement des solides; ср. работы Tresca в "Comptes rendus de l'Acad. de Sc. de Paris"; Kick und Gintl, "Dingl. polyt. Journ.", т. 224, стр. 465, и т. 229, стр. 559). Таков обыкновенный путь К. производства, отличающийся, например, от гончарного пути в том отношении, что здесь массы не разжижаются водой до состояния капельножидкой текучести, но подготовляются обработкой в твердо-текучем (пластичном) состоянии.
Обыкновенный процесс начинается с замачивания: для этого дела (в прежнее время чаще, чем ныне) строятся иногда в земле особые творила — ямы, выложенные дощатой забойкой, или кирпичом на известке с К. пылью, или резаным дерном плашмя, — в которых глина насыщается водой при продолжительном настаивании под ней. Размером каждое творило строится обыкновенно на двух человек при ручной работе кирпича, следовательно, на количество глины, соответствующее около 2000 шт. кирпича за 12 - часовой день, а по времени — на два дня, потому что время замочки в ямах ни в каком случае не может быть меньше 24-х, а то и 48 часов; оно разно для разных сортов глины, среди которых есть такие, которые замачиваются весьма медлительно, будучи очень мало проницаемы для воды, после того как они ею смачиваются с поверхности. Количество глины на 2000 штук кирпича — примерно 220 куб. футов, и на это количество делается лучше всего две ямы по 280—300 куб. футов емкости, при небольшой глубине фута в 3—4. Творила должны быть перекрыты на столбах кровлей; грунт под ними должен быть фильтрующий, в случае надобности с дренажем; вода приливается сверху по желобам и должна покрыть глину в твориле поверх, по крайней мере на дюйм или на вершок; в днище творила делают отверстие, через которое можно выпустить воду в землю после того, как глина кончена размочкой. Размоченная глина, после спуска воды, накрывается мокрыми рогожами, чтоб не подсыхала сверху, пока не выберется вся в работу. При творилах, в непосредственном соседстве с ними, наилучше в упор между двух творил расстилается деревянный ток для мятья глины, если не имеется механических глиномялок. Мятье замоченной глины производится в таком случае перетаптыванием ногами и совершается наилучше так (в три приема), что сначала берется ½ объема всей необходимой на дневную работу глины, и после протаптывания (песок, если нужно, прибавляется тут же) складывается в форме кабанов (больших комьев, сбитых лопатой) на сторону; потом протаптывается другая половина и также складывается в кабаны; затем из обеих куч составляется общая смесь — обе части протаптываются вместе поровну, по счету кабанов. В том предположении, что творило вмещало 210—220 куб. футов глины, на 100 куб. футов глины, идущей в мятье на ток, требуется поверхность тока в 220—240 кв. футов, наилучше при квадратной конфигурации (например, в квадрат по 15 футов в стороне). Постройка тока состоит в том, что по глиняной грунтовой набойке кладутся легкие бревенчатые лежни и на них настилаются доски; с двух кантов даются закраины из доски, а двумя другими краями ток непосредственно прилежит к творилам, между которыми он настлан. Чтобы узнать, хорошо ли промята глина, топтальщик берет ком глины и разрезает его проволокой; если разрез хорош, т. е. цвет ровен, песок размешан равномерно и вообще глаз не обнаруживает какой-либо приметной пестроты на разрезе, мятье почитается достаточным. Чтобы легче справляться с большими массами глины, подлежащими топтанью, этот процесс производят иногда при помощи животных, для чего употребляют преимущественно быков, которых гоняют по глине кругом, привязав их к столбу за рога, с завязанными глазами; в то время, как глина топчется их копытами, рабочий постоянно отбрасывает глину от краев к середине, чтобы вернуть ее под копыта.
Как только дело идет о больших массах глины, оба этих примитивных способа — топтания ногами людей или животных — являются, в сущности, недостаточными для приведения материала к состоянию полной однородности. Ножным мятьем можно получить хороший результат только ценой очень большой затраты времени над малыми массами. Посему правильный путь к подготовке глины состоит в употреблении с самого начала механических глиномешалок, называемых также тоншнейдерами. Подбор орудий, обычный в большом деле, состоит из 1) валов и 2) тоншнейдера. Валы (из закаленного чугуна или со стальным бандажом) нужны особенно в том случае, когда в глине подмешаны мелкие камни; при мятье в валах они раздавливаются в порошок и не препятствуют далее приведению к однородности. В валах глина обрабатывается прямо без замачивания. Можно употребить валы с равными скоростями на окружности, или лучше с неодинаковыми скоростями — в последнем случае глина не только плющится, но и рвется валами. Такой же результат дают валы конические, обратно друг к другу поставленные (при параллелизме осей, как всегда), широкое основание одного конуса сближается с узким основанием другого. Валы конические, поставленные одноименными концами в одну сторону, следовательно, при наклонных друг к другу осях, содействуют отделению (через отбрасывание) крупных каменьев, если таковые имеются в глине. Далее, глиномяльные валы бывают простые или двойные (т. е. в одну пару или в две пары); наконец, гладкие, либо рифленые: в последних чем глубже рифы, тем больше работа, производимая над глиной. Конические валы с глубокими рифами представляют наиболее сильное орудие для первой подготовки к тоншнейдеру; промятая глина из таких валов выходит теплая и от нее идет пар. Расход силы на глиномяльные валы вместе с тем различен, смотря по типу вала; относительно наибольший расход для рифленых валов с неодинаковыми скоростями. Постановка валов друг к другу может быть изменена в пределах, например, от 1 до 10 мм расстояния. Средним числом надо рассчитывать на расход силы для валов: в простых гладких с неодинаковыми скоростями (например, 50:40 оборотов в минуту) на каждую тысячу штук кирпича — в 1 час до 3 лошадиных сил для двойных или двупарных поставов; рифленые с глубокими рифами (рисунка Boulet fr è res в Париже) — 5 сил. Диаметры валов бывают от 250 до 500 мм, при длине от 300 до 750 или 800. Последующая обработка глины в тоншнейдерах существенно облегчается предварительным помолом в валах.
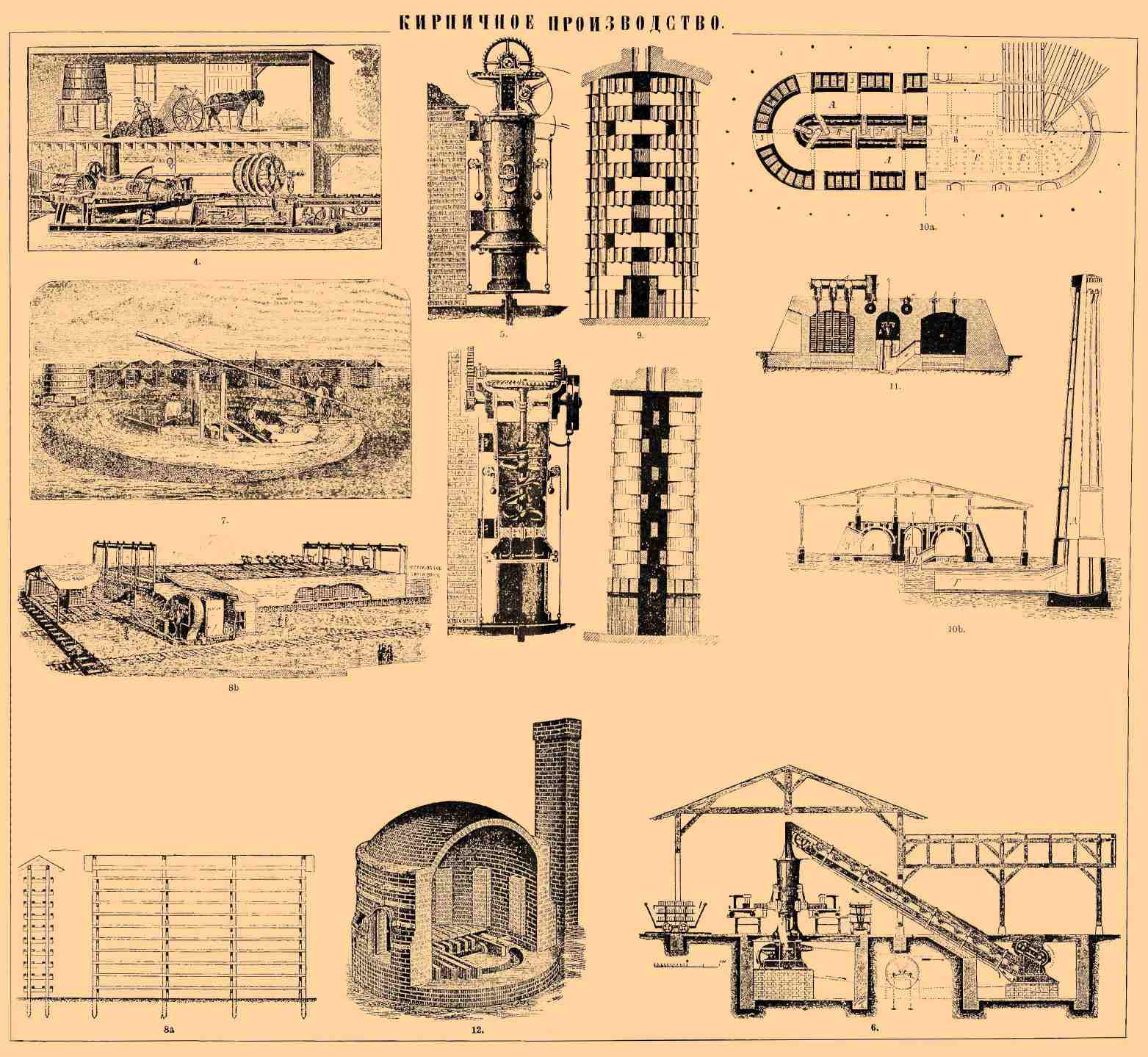
Тоншнейдеры или глиномялки обрабатывают глину в слегка замоченном состоянии — более крутом (т. е. при меньшей степени увлажнения), чем то, которое пригодно для ручной работы кирпича и для топтанья глины ногами. При работе в глиномялках можно в большом деле обойтись без форменного замачивания в творилах (особенно если глина сначала порвана валами); обрызгивание водой в куче и вслед за ним некоторое отстаивание смоченной кучи под мокрыми рогожами заменяет замачивание. Глиномялки существенно бывают двух родов — винтовые и ножевые; из них первые, в свою очередь, лежачие (горизонтальные) или стоячие, тогда как для вторых лежачая конструкция менее выгодна. Всякий тоншнейдер есть цилиндрический резервуар, в котором глина обрабатывается (в замоченном состоянии) механической мешалкой. Ось мешалки проходит чрез этот резервуар и несет на себе, внутри его, либо широкие отрезки винтовой спирали, либо ножи и кулаки, насаженные на нее обыкновенно также в некотором винтовом расположении или иначе. Всего лучше работа винтовых мешалок. Винтовые лопасти насаживаются на ось мешалки в таком порядке, что они не образуют общей спирали, а напротив того, представляемые ими части той же спирали отворочены одна от другой на ⅓—½ оборота назад или вперед, так что они представляют ряд спиралей, вошедших друг в друга; отдельные спиральные лопасти насаживаются на ось муфтой на нажимном винте. Когда глина подвергается действию такого винта при его вращении в ней, в то время как она задержана внутри резервуара перегородками недвижно и представляет достаточную реакцию работе винта, — происходит эффект, аналогичный как бы насильному пропуску какого-либо простого винта через неверно поставленную гайку (как случается, например, когда при ввинчивании в гайку попадают "через резьбу") или когда винт идет в гайку неподходящей резьбы: в таком случае либо он, либо гайка будут совершенно смяты. Так точно глина, в которой каждая из лопастей винтовой мешалки режет свой винтовой ход, не совпадающий по положению с ходом следующих лопастей, перерезается и мнется такого рода винтовой мешалкой во всяких направлениях; между тем, под действием того же винта, она подвигается постепенно всей массой вперед к выходу из тоншнейдера. Разница между стоячим и лежачим положением тоншнейдерного резервуара и оси винтовой мешалки заключается в таком случае в том, что при вертикальном резервуаре реакция глины на винт может быть увеличена посредством нагрузки глины как можно выше над входом в тоншнейдер — для этого к стоячему тоншнейдеру сверху прикрепляется обширная глубокая воронка, и глина загружается в нее горой, чтобы давила на винт своим собственным грузом, по возможности значительным. Но оказывается, что такая реакция, т. е. нажатие собственным весом к лопастям винта, сравнительно слаба, и при стоячих глиномешалках нельзя дать большого числа оборотов, чтоб не перейти на "пустой ход". Так, в стоячих тоншнейдерах невыгодно давать числа оборотов оси больше чем 12 и много 15 в минуту; обыкновенно дается 10. Между тем в лежачей конструкции, где реакция веса глины вовсе не принимается в расчет, возможно с выгодой заменить ее надавливанием при помощи питающих валов, поставленных во входном мундштуке глиномялки, расположенном в таком случае сверху, при передней части цилиндрического резервуара. Действие этого надавливания валами, движущими глину к винту, настолько может быть усилено против предыдущего, что является возможность работать при 40—50 оборотах тоншнейдерной оси в минуту. Через то становится видимым, во-первых, что в лежачем тоншнейдере, снабженном вводящими валами, можно развивать над глиной более значительные усилия, идущие в выгоду для результата обработки — зависящего от развитых при ней под этим давлением, в текучей глине, внутренних массовых движений; а во-вторых, что на одно и то же количество обрабатываемой глины лежачий тоншнейдер с давящими валами может быть значительно менее объемист, чем стоячий тоншнейдер. Сравнительно очень маленькие глиномялки лежачей конструкции, имеющие, например, чугунный резервуар фута в два длины при 6—7 дюймах диаметра, дают мятой глины по десятку пудов в час и т. д. Расход паровой силы на мешание в лежачем тоншнейдере с вводящими валами, предполагая самую крутую глиняную массу, пригодную только к машинной формовке, можно считать на 1000 штук кирпича в 10-часовой день (или на 100 штук в 1 час): при более мелких моделях (дающих 500—1000 штук в час) 1 лошадиную силу или немногим меньше; при крупных моделях (на 1500—4000 штук в час) немногим больше или немногим меньше чем ½ лошадиной силы. При мешании мягкой массы, идущей на ручную работу кирпича, можно считать расход силы почти вдвое меньше предыдущего. Обычные диаметры тоншнейдерных цилиндров для кирпичного производства не бывают меньше 16 дюймов, чтобы (если приставлен формовальный мундштук, сечение которого обыкновенно равно всей широкой площади кирпичины, например около 55 кв. дюймов) не получить сопротивлений, невыгодных для скорости работы; наиболее выгодное отношение между площадями сечений тоншнейдерного цилиндра и источного отверстия лежит около 4:1. Работа мятья глины в тоншнейдере может быть одиночная или двукратная, т. е. повторяющаяся дважды над одной и той же порцией глиняной массы; двукратный пропуск обеспечивает отличную однородность последней, одиночный пропуск достаточен для массового производства товара среднего качества. Что касается глиномешалок с билами или ножевыми мешалками всякого вида, как было упомянуто, — обыкновенно при вертикальной постановке резервуара и оси, — то можно вообще сказать, что ни одна из таких ножевых глиномялок не отличается такой же выгодной работой в отношении приведения к однородности, как винтовые глиномялки. Для последних вертикальное расположение при малом числе оборотов (10—12) употребительно в том случае, когда желают работать конным приводом. Вид глиномешалок лежачей и стоячей модели представлен на фиг. 4, 5, 6 таблицы. В результате, относительно подготовки глины к формовке из нее кирпича можно сказать следующее. Подготовительное зимование (зимовка) сохраняет своего рода важность для дела; сушка глины, искусственная (на обширных чугунных плитах, вмазанных над дымооборотами от небольшой топки) или та, которая может быть произведена летом под закрытием от дождя на солнечном тепле (летование глины), облегчает замачивание и отчасти ускоряет работу мятья. В самом общем случае, однако, ни зимовка, ни сушка летняя или искусственная не составляют необходимой принадлежности обыкновенной подготовки глины для К. дела; наиболее общий прием, в котором, по крайней мере при машинной выделке кирпича, становится ненужным и форменное замачивание в творилах, начинается прямо либо с обработки валами, либо, минуя их, с пропуска глины замоченной сбрызгиванием (имеются и особые проходные корыта с механической внутри их мешалкой для непрерывного замачивания глины) через винтовую глиномялку. Степень замочки перед впуском в глиномялку сообразуется с тем, назначена ли масса для ручной выделки в формах или для машинной формовки; для последней тесто должно быть крутое, так что сформованный машиной кирпич прямо может быть взят в руки с небольшой осторожностью и поставлен на ребро, без опасения за прогиб или вообще приметную порчу приданной ему правильной формы. Такие крутые, малоувлажненные массы хорошо забираются вводящими валами лежачей глиномешалки; руками в форму они не могут быть формованы, потому что для ручной работы слишком сухи. Жидковатые мокрые массы не захватываются обыкновенными гладкими валами и только скользят по ним, не обнаруживая никакого надавливания на содержимое глиномялки. Для более тонкостенных изделий, как-то: для труб, плиток, пустотелых кирпичей, которые могут с выгодой быть произведены только машинной работой, глина требует наилучше двукратного пропуска через глиномешалку. Подготовляющий и формующий тоншнейдер в большом производстве должны быть отдельны, чтобы являлась возможность удобнее распределить работу того и другого. Между лучшими строителями машин для подготовки глины, как-то: валов и глиномешалок, могут быть названы: Шликейзен в Берлине (филиальное отделение в Москве), Шмельцер в Магдебурге, Йегер в Эренфельде (Кельн), Буле в Париже, Вайтгед (Whitehead) в Престоне в Ланкашире (Англия). Валы для подготовки глины могут быть, во всяком случае, заказаны и на любом хорошем машиностроительном заводе в России, винтовые же тоншнейдеры лучше приобретать от заграничных строителей, потому что те делают их сотнями и имеют всегда полные подборы готовых частей.
КИРПИЧНОЕ ПРОИЗВОДСТВО
На фиг. 4 виден разрез через двухэтажное помещение, где сверху подается глина, внизу поставлена обрабатывающая ее лежачая тоншнейдерная машина; замачивание прямым притоком воды из верхнего чана в рукав, ведущий глину к тоншнейдеру; при машине справа большой спиральный резак, которым глиняный штранг, сформованный машиной, разрезается на кирпичи по мере того, как он подвигается вперед по рольному столу.
Фиг. 5 — два рисунка стоячего тоншнейдера (приноровленного к формовке труб).
Фиг. 6 — разрез через помещение, где справа внизу поставлены валы для разминания глины; от валов длинным элеватором глина подается в тоншнейдер вертикальной кирпичной машины с двумя источными мундштуками; по бокам видны рольные столики с проволочными резаками и вагонетки для транспорта кирпича.
Фиг. 7 — впереди конный привод, которым действует стоячая кирпичная машина; на заднем плане ряд сушильных стеллажей, слева чан для воды.
Фиг. 8а — стеллаж для воздушной сушки, видимый вдоль и поперек.
Фиг. 8б — перспективный абрис проходной сушилки с вентилятором: спереди виден круглый барабан (чехол) вентилятора и справа от него грелка для воздуха, доставляемого этим вентилятором в сушилку.
Фиг. 9 — две фигуры, представляющие кладку топочной шахты, сложенной среди насадки кирпича в камере Гофмановской печи под отверстием для вбрасывания топлива.
Фиг. 10а и 10б — кольцевая печь Гофмана в плане и вертикальном разрезе; здесь A — печное пространство, Б — дымособиратель, В — дымовые каналы, Г — боров к трубе, Д — дымовая труба с пустотелой стенкой, Е — топочные отверстия, З — входные двери к каждой камере.
Фиг. 11 — вертикальный разрез через кольцевую газовую печь с горелками Эшриха. Газ, получаемый на стороне из генераторов, подведен к камерам по широкой трубе, от которой отходят внутрь печи горелочные трубки.
Фиг. 12 — круглая печь с обратным пламенем.
Ручная формовка кирпича из подготовленной глиняной массы производится порядовщиками (специальными формовщиками кирпича) в деревянных формах ручных, или в тисках. Из ручных форм наиболее принята бездонная, так называемая пролетка. Она представляет рамку или бездонный ящик, сделанный из ½ —¾-д юймовых досок, в котором две узкие стороны врезаны под прямым углом в обе длинные, поодаль от концов последних, так что образуются наружные выступающие концы, за которые можно брать заполненную форму; скрепление железными тяжами или обручным железом обеспечивает прочность рамки.
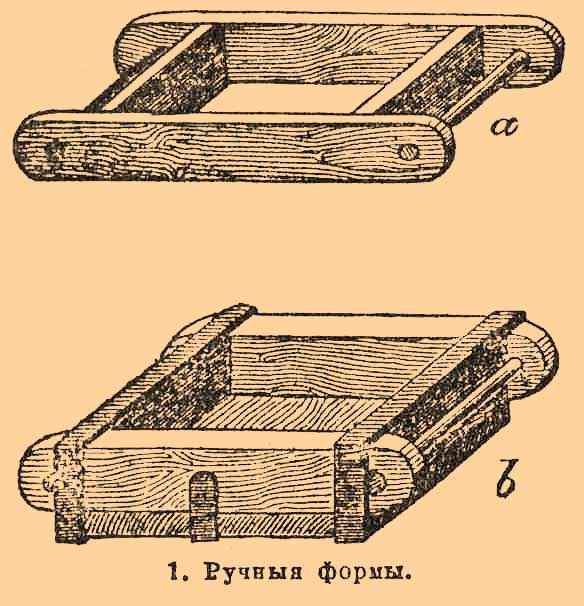
Фиг. 1. Ручные формы.
Чтобы при формовке глина не прилипала к дереву, пролетка смачивается каждый раз водой или в смоченном виде обваливается в песке; для специальных случаев очень чистой ручной выделки пролетка может быть изнутри обита листовым цинком (который сохраняется всегда более гладким, чем железо) и смазкой может служить керосин (в большом деле неприменимый), наносимый губкой. Подонная форма употребляется для работы над более крутым глиняным тестом, при помощи вдавливания его в форму ногой (пяткой ноги) — откуда название подпятный кирпич, в отличие от формуемого рукой в пролетках — слизового (или склизового). Существенную принадлежность работы в обоих случаях составляет стол, на котором располагаются глина и самая форма, особливо пролетка. Этот весьма солидный рабочий стол, во всяком случае, удобный к переноске с места на место, может иметь аршина два длины и ширины, его щит должен быть из 2—2½-дюймовых досок; на одном из углов, справа по положению рабочего, крепится либо железная бляха (толстого замочного железа), либо просто накладная доска несколько более обширной поверхности, чем сама пролетка, которая на нее кладется. На этом такой накладкой защищенном углу стола происходит формовка в пролетке, и цель накладки в том, чтобы от трения формы и глины по этому рабочему углу не изнашивался в этом месте самый щит рабочего стола. Артели порядовщиков нанимаются для работы кирпича на летнее время; обыкновенный сезон считается от 20 мая по 1 сентября, всего около 100 дней, которые, однако, далеко не сплошь заняты работой; неспешность во время самой работы нужна особенно там, где дорожат чистотой выделкой и вообще качеством кирпича (особенно на больших заводах вокруг столиц). Подряд и расплата устраиваются с тысячи штук выделанного кирпича, причем на заводах говорят о голой тысяче, которая считается в 1200 штук, и о чистой тысяче. Платится с голой тысячи, из которой, как предполагается в общем среднем, можно выбрать доброкачественного кирпича (если отбросить брак, дождевик, лом) чистую тысячу; рабочие-мужчины получают 1 руб. или немного свыше за голую тысячу, женщины — 80 коп.; таковы пригородные условия. Для расчета количеств, если именно желают производить достаточно чистый кирпич, можно принять, что за летний сезон 100 порядовщиков соответствуют 4½ много 5 млн. штук производства, хотя ежедневная работа 1 порядовщика (мужчины) простирается до 1000 штук, а для наиболее ловкого рабочего и до 1500 штук. В местностях, удаленных от больших городов, можно считать соотношение числа порядовщиков к количеству штук, за лето, более благоприятным; разница зависит и от различия климатических поясов, так что (в Урочном положении строительных работ) в известной мере принято разделение на три области — северную, среднею и южную, с нормальным числом годных рабочих дней, при работе кирпича на открытом воздухе, в 60, 100 и 150 дней в году; но производительность рабочего ни в одном случае не должна быть сочтена при сем по масштабу тысячи штук в день при хорошем качестве изделия. Работа кирпича в тисках требует устройства представленного ниже на рисунках.
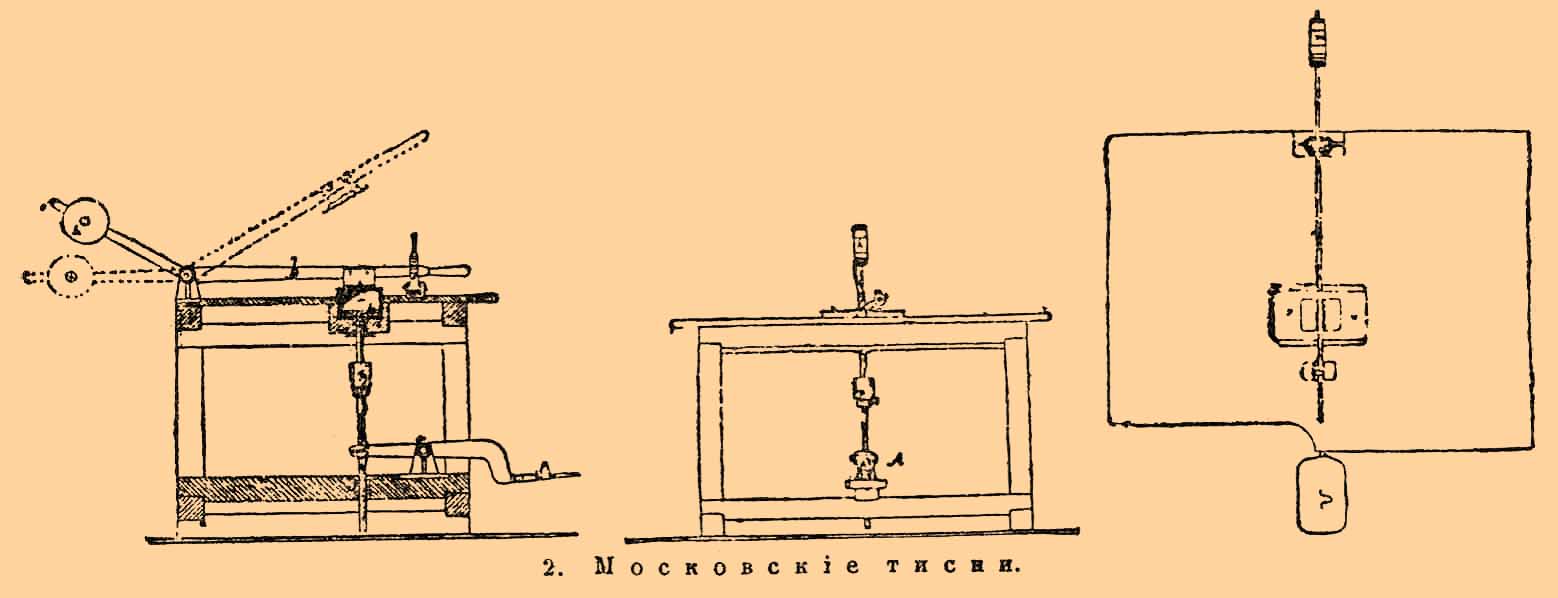
Фиг. 2. Московские тиски.
На рабочем столе утверждается железная кирпичная форма с подъемным дном, запирающим ее и двигающимся в ней наподобие поршня; над этой формой, в сущности представляющей собой неподвижно укрепленную железную (иногда чугунную, изнутри проструганную) пролетку, нахлопывается крышка, которая управляется за довольно длинный рычаг b с противовесом, представленным на рисунке в двух положениях, поднятом (пунктирная черта) и опущенном. После удара крышкой сформованный кирпич выталкивается из формы нажимом на подножку или педаль A, действующую на подвижное дно формы. Имеется еще другой способ действовать тисками, для которой рычаг, несущий крышку, может быть пристегнут особым крючком недвижно к своему месту при закрытой крышке; тогда главный напор на массу, заключенную в форме, дается снизу через подножку, так что удар крышкой заменяется давлением на днище. Проще и скорее работается ударом сверху; число штук, сформованных тисками за 10 часов работы, может доходить до 1500. Про работу в тисках должно заметить еще, что она доставляет весьма чистый товар, который нередко крепче и плотнее, чем при работе в пролетках (потому что точное заполнение формы при работе с тисками более обеспечено). Ручные тиски более солидных (и несколько тяжелых) конструкций для ручной выделки кирпича строятся некоторыми машиностроительными заводами, как-то: Шликейзена, Луи Егера, Бернгарди в Эйленбурге, Клейтона и Гаулета в Англии и проч.; эти механические кирпичные тиски представляют переходную ступень между пролетками и кирпичными машинами.
Машинная формовка кирпича бывает существенно двух родов по приемам подготовки массы и вместе с тем по типу машины: она основывается чаще всего на выжимании подготовленной текучей глиняной массы через формовальные мундштуки и называется тогда, ввиду того, что твердые массы могут вытекать и притом сохранять форму, приданную им в струе, формовкой через истечение; в ней и состоит обыкновенный способ формовки, сопровождаемый предварительным замачиванием глины для обращения ее в текучее состояние. Другой род формовки представляет сухая прессовка, для которой глина берется в сухом виде, измолотая в мелкий однообразный порошок; она содержит в этом виде несколько процентов воды, хотя на ощупь совсем суха и сыпуча, — в этом состоянии она сдавливается в закрытых формах с помощью прессов большой силы, развивающих над ней весьма значительные давления; под влиянием сдавливания порошковатая масса собирается в сплошной твердый ком, который требует затем лишь непродолжительной (искусственной) сушки или прямо поступает в обжиг. Прессовкой формовать и вообще сдавливать, уплотнять давлением глину возможно только в сухом виде; в текучем, замоченном состоянии она не может быть уплотнена сдавливанием, потому что жидкости и полужидкие текучие тела не сжимаются от давления. Если при истечении таких замоченных пластичных глиняных масс через открытые мундштуки, для которого требуется во всяком случае довольно значительное давление, происходит в общем известного рода уплотнение формуемой массы, то только в том смысле, что вследствие появления внутренней текучести в массе материала, подвергаемого истечению, происходят внутри массы движения, способствующие заполнению раковин или пустот в прежнем, не совсем однородном материале; самое приведение к однородности этим путем содействует таким образом уплотнению. Но сухие массы в закрытой форме ничто не препятствует, действительно, сжимать и уплотнять давлением, увеличивая последним взаимную связь сближающихся частиц. Некоторую середину между сухим и мокрым процессом занимает полусухой процесс, в котором, без особого расчета на уплотнение сдавливанием, расходуют давление для придания формы весьма крутым полусухим массам (взятым, однако, в состоянии большей влажности чем то, в котором они могут быть пригодны для чистой сухой прессовки). Наибольшую важность в деле имеют крайние процессы — формовка истечением и сухая прессовка. При формовке истечением органом, производящим напор или усилие, нужное для истечения массы, является в машинах разных конструкций либо винт (тоншнейдерные машины), либо валки (прокатные машины), редко поршень. В иных типах машины, работающие текучее глиняное тесто, устраиваются для движений, подражающих ручной формовке (канадский тип); они менее употребительны. Разнообразие типов формующих машин, а еще более относящихся к общему типу разнообразных конструкций, весьма значительно; чтобы иметь ясное представление о контингенте машин, нет надобности в подробном их перечислении. Так как лучшим механическим органом для подготовки глины является тоншнейдерный винт, то и всего естественнее, что лучшие машины истечения суть те, в которых главной частью является винтовой тоншнейдер, которого винт производит вместе и нажим, потребный для вытекания массы через насаженный в конце резервуара формовальный мундштук. Таких винтовых тоншнейдерных машин имеется много конструкций европейских и американских, все они имеют тот общий облик, который представлен на приложенной фигуре для машины Шликейзена.
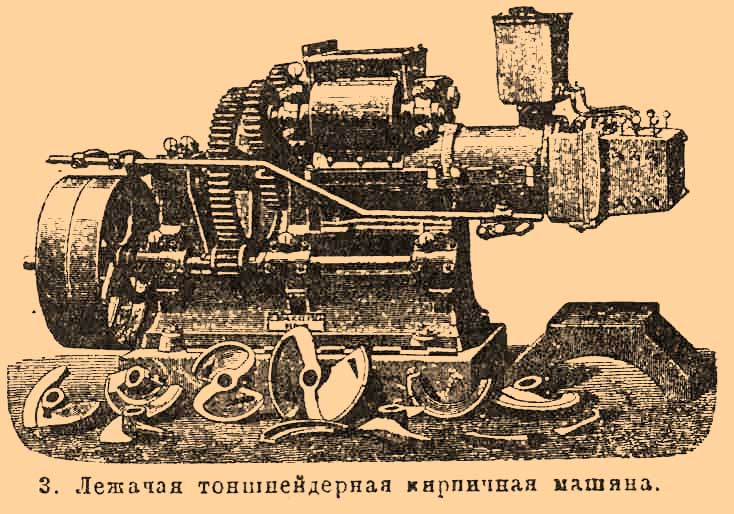
Фиг. 3. Лежачая тоншнейдерная кирпичная машина.
Расход силы в этих машинах есть тот самый, который дан был выше для мятья в винтовом тоншнейдере с вводящими валами, для крутых машинных масс. Существует, конечно, зависимость между специфическим свойством всякой местной глины и между наивыгоднейшей обработкой ее в машине, следовательно, существует всегда некоторый вопрос о наилучшем приспособлении имеющейся глины к самой машине или наоборот — машины к глине. Некоторый эмпиризм, который и посейчас существует неизбежно у многих, бывал вследствие этого нередко причиной неудачного или недостаточно терпеливого начала при переходе от ручной формовки к машинному производству; чтобы выяснить себе, какую машину выбирать для данной глины, лучше всего послать партию глины (внимательно собранную из разных порций в качестве среднего образца, в количестве пудов 50 или больше) к фабриканту К. машин или в пробные для того лаборатории. Особенной прочностью, подходящей часто к нашим условиям, отличаются (всегда при отличной постановке отдельных частей и сочленений между ними) некоторые американские тоншнейдерные машины, например Chambers Brothers в Филадельфии, Фрей-Шиклер К° в Буцирусе (Огайо). При выборе мундштуков, через которые при машинах этого рода происходит истечение глины, надо безусловно отдать предпочтение мундштукам с металлической чешуйчатой футеровкой для водяной смазки; кругом этой чешуйчатой подкладки в этих мундштуках заложен войлок, к которому подведена по одной, двум или четырем каучуковым трубочкам от водяного резервуара, поставленного над источным концом машины, вода для постоянного смачивания. Распределяясь равномерно через войлок, она входит в щели чешуйчатой внутренней обложки мундштука и обильно смазывает поверхности трения между глиняной струёй и стенками мундштука. Сформованная на протоке через мундштук глиняная масса течет, сохраняя приданную ее форму поперечного сечения, дальше, и на своем пути принимается на рольный стол, поверхность которого вся состоит из мягких, войлоком обшитых роликов, поставленных поперек пути глины; вытекающая глиняная струя образует длинный штранг, который и катится по этим роликам до того места, более или менее ближнего к мундштуку, где она разрезается на куски соответственной длины, по формату изделия. Для такого разрезания на части действуют ручные или механические резаки, утвержденные при рольном столе: они имеются в разных конструкциях, но большая часть представляет рамки с натянутой в них тонкой стальной проволокой, при опускании книзу эти проволоки режут глиняный штранг на части. На одной из фигур (4) виден при кирпичной машине резак ножевой, спиральной формы, совершающий резку непрерывно, по мере движения глиняного штранга вперед. Все подобные конструкции при больших машинах приспособляются к автоматическому действию. Относительно резки при формовке сплошного (не пустотелого) кирпича должно заметить, что она чаще всего идет по плоскостям кладки, т. е. плоскости реза суть наиболее широкие плоскости кирпича, и расстояния резальных проволок в раме режущего снаряда соответствуют толщине кирпича. Плоскости реза менее гладки, чем те, которые сформованы мундштуком, по крайней мере при проволочном резаке.
Для сухой прессовки кирпича нужно начать подготовку глины, лучше всего с самого способа ее добывания из залежи. Сущность всей подготовки состоит в этом случае в том, чтобы получить запасы глины в мелких кусках, способные через высыхание, при хранении в сараях, придти к совершенно однородному состоянию по степени сохраняющейся в них влажности. Выше было уже упомянуто об осушении самой залежи прежде ее разработки и о шайбовых плугах, посредством которых, в конной упряжи, нарезается глина с места в мелкие куски, уборка которых происходит глубокими лопатами (шреперами), влекомыми также лошадью. К разработке глины отлично пригодна также в данном случае борона, построенная на манер мелких садовых зубчатых; рама такой бороны имеет фигуру типа буквы А, и ряды зубьев насажены на длинных боках, на средней и на задней перекладинах рамы, из которых широкая задняя (замыкающая концы буквы А) бывает длиной более сажени (8 футов). Этого рода борона, для движения которой употребляется кое-где и паровая машинная тяга, забирает глину не глубже чем дюйма на 1½, а то и 1 дюйм, смотря по погоде. Сбор глины предпринимается в летнее время, и запасы сохнут в крытых сараях в течение двух-трех месяцев летнего времени — чем дольше, тем лучше. Способность глин к уплотнению при сдавливании и вообще к сухой прессовке уменьшается с возвышением содержания воды сверх некоторого предела; для всяких глин содержание 4—5, а в высшем пределе 6% влажности есть наиболее подходящее. Вопрос не касается при этом количестве химически соединенной воды, которая всегда составляет принадлежность химического состава глины (в количестве 14—18%) и удаляется из этого состава только при температурах, недалеких от начинающегося красного каления. Свойство глины, по отношению к пропорции намешанных к ней от природы посторонних веществ и главным образом песка, следовательно, степень песчанистости глины, не имеет существенного влияния на пригодность ее к сухой формовке; сухим процессом могут быть формованы и такие глины, которые при замачивании едва дают возможность придать им форму, так что для формовки истечением оказываются малопригодными. Истертые в порошок глинистые сланцы (шиферы) дают себя формовать давлением, как и глины. Песчанистые глины, с содержанием песка в 50% от всего состава, также отлично пригодны к сухой прессовке. Если, наоборот, глина принадлежит к числу весьма текучих или жирных, то и это не составляет помехи для формовки ее сухим прессованием, если только она приведена к должному состоянию сухости и однородности, которая достигается здесь, хотя менее совершенным образом, чем при замачивании, посредством размешивания в сухом виде. Высохшая на складах глина, прежде поступления в прессовку, измалывается в довольно тонкий порошок. Зернистость или степень измельчения такого порошка примерно такая, как у пшеничной муки второго разбора или как у мелкого сахара. Орудия, употребляемые для помола глины с этой целью, суть прежде всего вальцы, вальцовые мельницы; иногда ограничиваются одним только этим помолом в валах, при тщательном отсеивании через сито (вращающееся на продольной оси), как на мукомольных мельницах для муки, с возвращением более крупного помола назад в вальцы. Для истирания сухой глины построено также много разных других дробильных снарядов, к которым глина доставляется после прохода через подготовляющие валы, которыми вначале она мелется покрупнее. Наиболее обычный и простой набор дробильных орудий составляется в этом случае из валов и чугунных бегунов, которых металлический лежень окружен сеткой. Просеянный порошок глины поступает сначала в желобообразные снаряды с мешалками для размешивания, а затем к прессам. Для перемещений употребляются, как во всех случаях механического устройства, карманные элеваторы и горизонтальные винтовые транспортеры. Из машин для сухой прессовки наиболее удобны те, которые действуют гидравлическим давлением. При таких машинах работает отдельный нагнетательный насос, наилучше с двумя цилиндрами неодинаковых диаметров в соответствии с тем, чтобы при помощи их дать двоякое давление на штампы машины — сначала более слабое, потом самое сильное. Оба нагнетательных цилиндра относятся к давящим цилиндрам, как узкий нагнетательный насос к широкому цилиндру гидравлического пресса. Аккумуляторы давления регулируют действие насосов. Машины формуют глину сдавливанием ее в формы, дно которых также представляет надавливающий поршень, как и тот, который опускается в форму сверху; в заключение формующих движений кирпич сжимается между обоими поршнями, после чего выносится нижним из них наружу формы и принимается рабочим. Наиболее сильное давление, развиваемое при формовке, доходит до 200 атмосфер и даже до 300; хотя нужно заметить, что не всякая машина тем лучше и качество кирпича тем выше, чем сильнее давление. Весьма употребительны давления: начальное в 20 атмосфер, а поджим в 200. Кроме машин, действующих гидравлическим давлением, имеется обширный класс кирпичных машин для сухой прессовки, в которых давление на штампы передается без посредства гидравлических прессов, прямо от частей машины — как-то: коленных рычагов, эксцентров; число таких конструкций весьма значительно. На приложенной фигуре представлен перспективный вид рычажной кирпичной машины американской конструкции (кирпичный пресс Андреса).
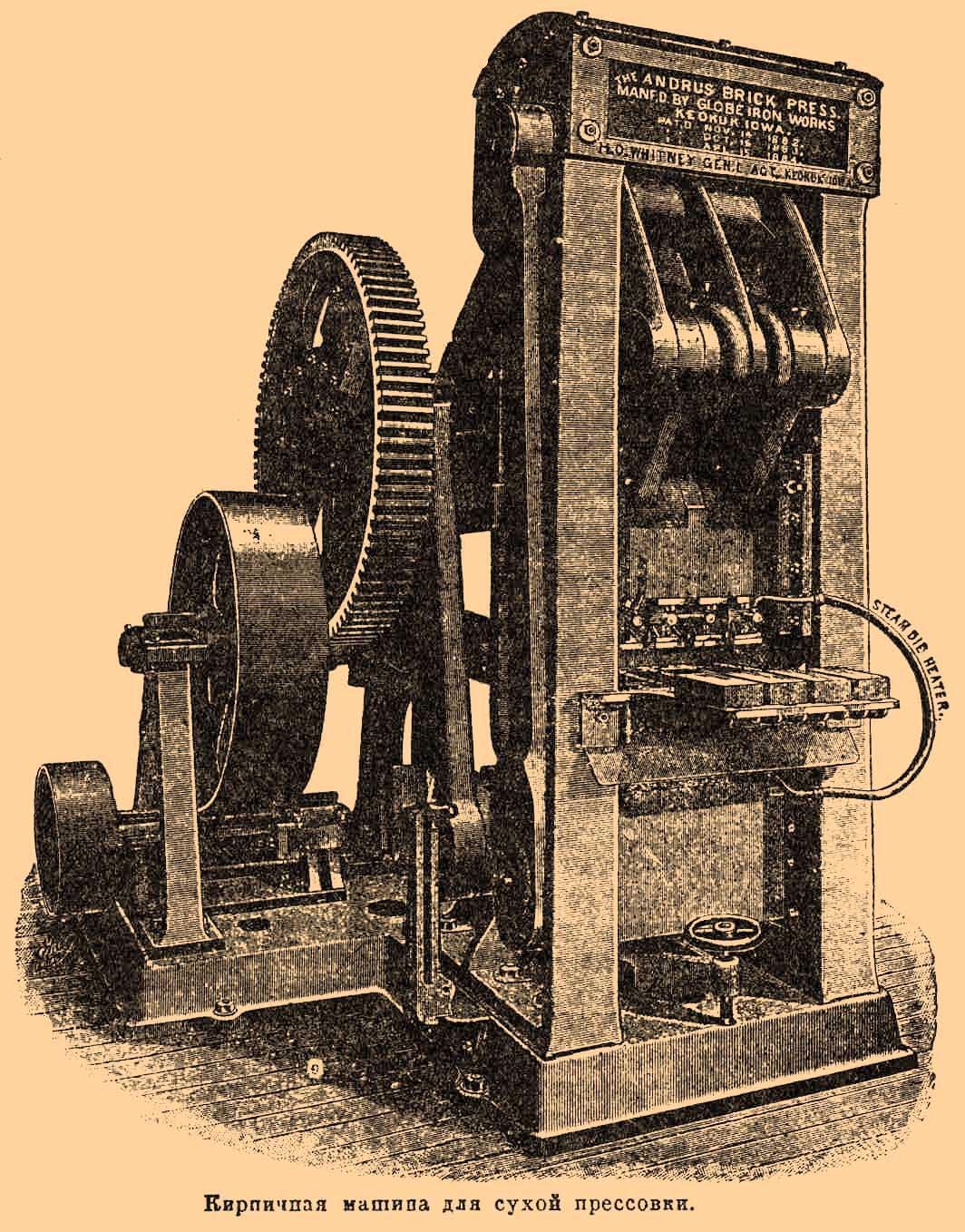
Кирпичная машина для сухой прессовки.
Подобные машины строятся на две, четыре, пять и по большей мере шесть форм, из которых разом выпрессовывается столько же кирпичей. Работа идет довольно скоро: в 1 час производится 500 поджимов, следовательно, например, при четырех формах — 2000 штук кирпича в час. Зарядник для сухой глины, из которого заполняются прессовые формы, двигается в плоскости верхних краев форм и надвигается на них в момент окончания работы нажимных штампов: порошок глины высыпается тогда в формы и заполняет их. Расход силы на производство кирпича сухой прессовкой в среднем не больше того, как при формовке в машинах истечения, предполагая работу с сухим машинным тестом; так, при употреблении рычажных прессов конструкций Бойда, Андреса и проч. на формовку расходуется, вместе с подготовкой глины помолом, около 1 паровой лошадиной силы на 1000 штук кирпича в день (или на 100 штук в час); гидравлическая прессовка обыкновенно рассчитана на несколько большую силу (до двойного размера против предыдущего).
Касательно употребление машин для выработки кирпича, против ручной выделки, вообще можно заметить следующее. Одна паровая лошадь стоит в России, в небольших заведениях, средним числом около ста рублей в год при 10-часовой дневной работе, или около 35 коп. в день, считая: каменного угля в час по пяти фунтов (в небольших машинах) или 50 фунтов в день, ценой всего около 20 коп., и присоединяя 15 коп. с лошади на содержание машиниста и кочегара (например, с 20 сил 900 руб. в рабочий год из 300 дней: 600 руб. машинисту и 300 руб. кочегару). В больших кирпичных машинах, производящих тысяч 20—30 штук кирпича за 10-часовой день, можно считать достаточным расход силы в среднем на подготовку глины и формовку — в 30—45 сил, по 1½ силы на дневную тысячу, следовательно, работа тысячи обойдется при машинах в 52 коп. На покупку такой машины достаточно будет круглая сумма в 10000 рублей; эта стоимость облагает каждый час еще 30—35 копейками расхода, или по 10—15 коп. с тысячи кирпича для амортизации стоимости машины в десятилетний период, составляющий, впрочем, и весь наибольший период прочности или долговечности этих машин. Наконец, прилагая еще расход на ремонт в размере хотя бы также 3 руб. 50 коп. в день, или еще по 15 коп. на тысячу кирпича, приходим к итогу (правда, составленному из увеличенных цифр) копеек в 80—85 на тысячу штук произведенного кирпича, за его работу с подготовкой глины. Во всяком случае, это не выше платы порядовщикам; кирпич из хорошей машины (помимо всех существующих предубеждений в том, что он будто бы нехорошо сечется, недостаточно порист, плохо вяжет в кладке и т. п., которые должно счесть безусловно ошибочными) всегда будет качеством не хуже, а скорей лучше кирпича ручной выделки. Однако при нашей дешевизне рабочих рук, приблизительное равенство цен машинной и ручной выделки, для которой класс специальных рабочих у нас далеко еще не умалился, как в некоторых других странах, не дает особенного шанса к развитию машинного производства кирпича; малое стремление к чистоте и точности форм кирпича, при преобладании штукатурных облицовок, в свою очередь, не дают достаточного случая к развитию машинной выделки хотя бы для облицовочного сплошного кирпича. Существует средство сгладить и выправить кирпич ручной выделки, для придания ему более чистых форм, особенно в кантах и усенках — это поджим в особых, в таком случае обыкновенно ручных поджимных прессах (Nach-Pressen), — работа, иной раз употребляемая и при машинной выделке из слабоватых масс. Для поджима употребляются особые прессы вроде механических тисков, о которых упомянуто выше. Поджим кирпича, конечно, удорожает ручную работу, а сам по себе составляет работу неудобную в том смысле, что при ней требуется гораздо больше надзора и осторожности, чем при самой формовке: кирпич поджимается не сразу после выделки — что было бы бесполезно при его начальной влажности или водянистости и продолжающейся усушке; для поджима кирпич должен сниматься с сушильных стеллажей в известный момент, который надо улавливать: это период так называемой кожистой консистенции кирпича, когда он настолько высох, что палец более не вдавливается в него, а ноготь хотя и не углубляется сильно, но еще приметно входит в поверхность кирпича. Запоздать с поджимом после этого момента значит перепортить в поджимном прессе весь кирпич, вместо того чтобы его выправить; начать же слишком рано бесполезно. Бывают и у нас случаи, когда, тем не менее, ничего не остается делать, как только употребить поджимные прессы для выправки кирпича ручной выделки, как это бывает при производстве огнеупорного кирпича, который, для соответствия заграничному по чистоте форм, не может быть оставлен при ручной работе без этой отделки. Он должен конкурировать нередко с теми сортами, которые в Англии формуются прямо сухой прессовкой и не требуют после нее никакой выправки. Совершенно безупречные формы могут быть сразу получены также и посредством машин истечения, работающих крутые массы. У нас в России машинами формуются, по необходимости, пустотелые кирпичи и трубы, потому что ручной работой невозможно было бы выделывать их с выгодой и в надлежащей чистоте форм; к тому же есть еще повод, состоящий в том, что эти изделия имеют более дорогую рыночную цену, чем сплошные кирпичи. Производство их складывается несколько иначе и ведется круглый год, а не только летом.
Сушка кирпича перед поступлением в обжиг бывает, как видно уже из предыдущего, неодинакова для кирпича ручной и машинной выделки. Существеннейшую операцию составляет она для ручного кирпича, содержащего обыкновенно 25—30% влажности. Но и здесь могут встретиться два случая: бывает ручной кирпич спешной жидкой выделки такого свойства, что его нельзя поставить на ребро по выходе из формы (кантовать); тогда его приходится класть плашмя на выровненное место (поляна, ток, гумно), по возможности близко к рабочему столу, на котором он сформован. Это самый элементарный прием, с которого в деле иногда начинается сушка; через пару дней такой лежачий кирпич настолько подсыхает, что для ускорения дальнейшей сушки и сбережения места его можно опрокидывать на ребро, а еще позже — ставить друг на друга (козлить, класть в штоки, дамбы, бруски) в этом положении в небольшое число рядов кверху. Если масса покрепче, как для формовки менее спешной, то можно из пролеток вываливать кирпич и прямо на ребро; такой случай сравнительно реже. Но в обоих случаях ничто не препятствует принимать кирпич прямо из пролеток на доски, или полки, с которых и нет надобности снимать кирпич до окончания главной стадии сушки на воздухе и которые являются вспомогательным орудием всякого транспорта кирпича во время сушки; употребление дощечек составляет в данном случае наилучший и потому наиболее употребительный прием. Таким образом можно различать сушку на открытом воздухе и сушку под навесом или на стеллажах, при употреблении досок. Просушкой на открытом воздухе пользуются только при временном производстве, потому что от ветра и действия солнца, ускоряющего сушку нагревом, излишним при большой влажности кирпича, а также от дождя кирпич теряет правильность формы, часто получает рябины (дождевик) и вообще дает много браку. Навесы для сушки приспособляются в то же время и для постановки в них, в особых просторных ходах, передвижных формовальных столов. Навесы делаются у нас всего чаще до 4½ саженей ширины, на 3-х рядах стоек, на которых нарублены прогоны и утверждены стропильные фермы; дощатая крыша спускается до 1½ аршин от земли и может иметь в коньке седла для большей вентиляции. По мере работы порядовщик отодвигается со своим столиком и глиной от одного края навеса к другому. Главное внимание относительно навеса обращается на устранение сквозного ветра и устройство умеренной тяги: для этого употребляются хворостинные или соломенные щиты (лесины), которыми прикрывают бока навеса со стороны главного ветра. Большое сбережение места достигается употреблением стеллажей. Устраиваются стеллажи либо под общим навесом — в таком случае, при тех же трех рядах стоек, как в предыдущем, сараю дается около 2½ саженей ширины, между стойками прибиваются поперечные 2½-дюймовые бруски, числом до 7 в высоту, и на образующихся ярусах размещаются доски (дюймовые, шириной дюймов 8), на которых разложены сырцы. В другой форме стеллажи ставятся по одиночке, перекрытые каждый своей небольшой крышей, на двух рядах стоек, разделенные проходами, тянущимися по их продольной стороне; одна из фигур (табл., фиг. 8а) представляет эту форму стеллажа; на другой фигуре виден в перспективе (табл., фиг. 7) ряд таких стеллажей поодаль от К. машины. На таких узких стеллажах кирпич размещается на очень коротких досках, принимающих, например, по два кирпича; а нередко еще короче — на каждый кирпич отдельная дощечка; они имеют то преимущество, что при просторном размещении кирпича сушка идет скорее и ровнее, чем при накоплении нескольких штук на длинной доске. Ширина такого отдельного стеллажа достаточна в 1 аршин; в высоту можно наколачивать ярусов до 11-ти, с промежутками, по высоте, в 9 дюймов; в длину стеллаж не должен быть длиннее 25 саженей, чтобы не затруднять движение подручных, относящих кирпич, в противном случае должен быть устроен транспорт на особых ярусных тачках, с прокладкой для них рельсовых дорожек вдоль стеллажа, как это обыкновенно и делается для машинного кирпича. Проходы между такими стеллажами шириной в 1 метр, а для транспорта на вагонетках 1½—2 метра; крыши стеллажей должны иметь значительный свес книзу, и дождевая течь с них подхвачена желобами. Продолжительность воздушной сушки кирпича зависит по существу от свойства глины, из которой он выработан, затем от погоды; окончание сушки узнается по излому кирпича — сломав пробную штуку, можно видеть, вполне ли она просохла внутри. Для результата сушки особенно опасна спешность и неравномерность; в ускорении сушки играет большую роль ветер, особенно сквозняк, который нежелателен в начале сушки. При ясной погоде, предполагая легко сохнущие глины, воздушная сушка может кончиться в 10 дней, чаще в 2 недели; она может затягиваться в других обстоятельствах до четырех недель и свыше. На доброкачественность кирпича имеют чрезвычайное влияние неправильности воздушной сушки, которая должна быть по возможности ровной и последовательной. Поэтому всякие приспособления к искусственной сушке в закрытых помещениях, управление ходом которой достаточно обеспечено искусственными приспособлениями, составляют ныне одно из самых важных усовершенствований в кирпичном деле. Искусственная сушка может быть организована безразлично при ручной или машинной выделке кирпича, хотя в практике она поныне сродняется более с машинным производством, вследствие того, что машинный кирпич, как более крепкий с самого начала, может быть манипулирован несколько иначе, чем ручной; кроме того, машинная выделка часто ставит вопрос о непрерывном производстве в течение всего года, причем всякая условность должна быть исключена и по отношению к сушке. Весьма удобный переход к искусственной сушке представляется, прежде всего, в том сравнительно очень общем случае, когда обжиг кирпича производится в обширных проходных печах Гофманова типа непрерывного действия. Тогда вокруг печи, в обширном здании, которое ее покрывает, легко устраиваются, при некоторых видоизменениях или дополнениях в архитектурной покрышке, обширные сушильные полати над печью, и сушка на них происходит без расходования к тому добавочного топлива — слабой теплотой, идущей от стен и сводов самой печи; к тому в крыше здания присоединяется некоторая, так или иначе направленная вентиляция ходами и трубами, исполненными в той же плотничной постройке. Из таких приспособлений к искусственной сушке в здании, окружающем Гофманову печь, особенной известностью пользуются ныне конструкции Рюне, Корса в Гамбурге (исполняются фирмой Шмельцера в Магдебурге и Шликейзена в Берлине), самого Гофмана, Оле, Отто Бока (строителя вагонной печи, упомянутой в статье Глина). Однако, чтобы дать сушке кирпича обстановку, окончательно независимую от всех других частей и орудий производства, ныне охотно ставятся специальные сушила с независимым нагревом воздуха для них от особых топок или от паровых труб, при соответствующих тягах для вентиляции. В этих туннельных или каналовых сушилках кирпич, установленный на особых вагонообразных подвижных стеллажах или прямо в клетку на колесных платформах, передвигается постепенно навстречу току согретого воздуха; типом таких сушилок может служить проходная печь Бока, изображенная в поперечном сечении в тексте статьи Глина. Среди приемов нагрева и вентиляции сушилок является с выгодой и тот, который состоит в нагнетательной (вдувающей) вентиляции: движение надлежащего количества теплого воздуха производится большим вентилятором, забирающим нагретый воздух из особого калорифера, или нагревающим наружный воздух во время самого нагнетания его в сушилку при помощи паровой медной трубы, заложенной в несколько оборотов внутри чехла вентилятора или извивающейся обильными оборотами в особой металлической камере, через которую направляется дутье. Общее расположение такой сушилки с дующим вентилятором, изображено на таблице, фиг. 8 b; на переднем плане виден самый вентилятор и нагревательная камера рядом с ним. Необходимо заметить также, что искусственные сушилки могут быть также непроходными, т. е. без движения по ним вагонов с кирпичами во время сушки; это периодические сушилки, которые наполняются кирпичами и засим нагреваются равномерно по всему своему пространству, так что вся насадка по окончании сушки вывозится из сушилки нацело. Периодические сушилки строятся обыкновенно также в виде канала, не очень длинного. Для устройства и управления ходом искусственных сушилок весьма важно заметить, что в начале сушки кирпича атмосфера вокруг него должна быть скорее влажная, чем сухая, и постепенный нагрев до высших температур, какие нужны — довольно 50—60° Ц., — должен быть вначале произведен без вентиляции, чтобы умерить начальную скорость выделения воды из кирпичин. Подобно тому, как при летней сушке сырца на открытом воздухе сухой ветер при жаркой погоде может, излишним образом ускоряя сушку, испортить вес кирпича через нарушение равномерной связи между частицами его массы, так и сильная тяга воздуха при искусственной сушке, в самом ее начале, может иметь самые вредные последствия. Посему в периодических сушилках, начиная нагрев, дают, спустя некоторое время, только самую слабую вентиляцию; масса сложенного в сушилке кирпича постепенно прогревается тогда во влажной атмосфере, пока нагрев не пройдет равномерно до нутра кирпичин; когда таким образом он доведен будет до 45—50° Ц., можно отворить все тяги и кончить сушку быстро, без дальнейшей опасности для кирпича. Таким образом в искусственных периодических сушилках нагрев, по способу управления ходом сушки, отделяется от самой сушки в тяге воздуха. Тем не менее весь процесс может быть веден сравнительно очень быстро, и сокращение времени против обычного для летней естественной сушки чрезвычайно существенно. Упомянутый прием разделения искусственной сушки в сушилках на две стадии дает возможность с уверенностью обращаться с такими глинами, которые трудны в сушке и потому малопригодны для простого производства с воздушной сушкой (а таких глин больше, чем тех, которые очень выносливы ко всякой сушке). Легко сохнущие сорта могут быть обработаны в искусственной периодической сушилке в течение 36 часов; для более чувствительных, т. е. требующих очень осторожной сушки, ход ее замедляется по вышеописанному приему и растягивается на 42, 48 и в крайнем случае на 60 часов; таким образом самая трудная сушка кончается на третьи сутки. В проходных сушилках непрерывного действия прием начального прогрева во влажной атмосфере выполняется во всех случаях при постоянной вентиляции и сам собой, потому что теплый ток воздуха движется в них навстречу перемещающемуся кирпичу, следовательно, и влажность, удаленная из передних рядов ближайших к огню, направляется к тому концу, с которого вводится сырец и начинается нагрев; устанавливаются таким образом сами собой не только пояса нагрева, но и пояса влажности в том обратном порядке друг к другу, который нужен для замедления сушки в ее начале. Проходные сушилки поэтому требуют менее манипуляций со стороны управления их ходом, чем периодические; они более универсальны. В проходных сушилках процесс сушки для каждой партии (каждого вагона) кирпича, при машинном кирпиче, оканчивается в 20—24 часа (как хорошее среднее время), но в деле встречается и форсированный ход, ограничивающийся 18 часами. Поездные платформы для установки кирпича и движения его в сушилке устраиваются: простые для такого кирпича, который может быть поставлен на ребро и рядами друг на друга, этажные (полочные) — для такого, который менее крепок. Если бы специально была речь об искусственной сушке кирпича ручной выделки, то в этом случае оставалось бы выгоднее разделить сушку на два периода и сперва выдержать кирпич (дня два) на стеллажах в закрытом сарае, пока не отвердеет для постановки на ребро, а тогда пустить его в сушилку с искусственным нагревом. Должно помнить, что во всех этих случаях паровой нагрев, вообще не менее выгодный, чем нагрев прямыми топками, дает нам еще то особое преимущество, что сушилки и самые вагоны для укладки кирпича могут быть сделаны из дерева, — что почти невозможно при употреблении голого огня.
Высушенный кирпич поступает — если не прямо в печи для обжига, то в сухие сараи, служащие для хранения запасов к обжигу. Печи для обжига кирпича могут быть проходные, непрерывного действия и простые; их разные конструкции принадлежат к тем общим типам, которые изображены в статье Глина. Для простого кирпича, в случае обыкновенного массового производства, выгоднее всего кольцевая печь, которой основная простейшая конструкция известна под именем Гофмановой печи. На фиг. 10 a, b таблицы она представлена в плане и разрезе. Длинный печной канал ее согнут в непрерывное кольцо, которое, не имея внутри никаких простенков или перегородок, разделено, однако, по ходу работы, на несколько частей, называемых камерами печи; снаружи каждый такой отдел имеет свою загрузную дверь, через которую происходит укладка кирпича внутри камеры, а также выгрузка после обжига. Число таких делений или камер обыкновенно 12—16; все они заполнены кирпичом, уложенным в сквозную клетку для прохода огня, и всегда последовательно одна из них находится в полном обжиге, а другие получают из нее остальной огонь, проходящей через них к дымовой трубе и находятся таким образом в прогреве. Особых топок при печи нет; топливо — дрова или каменный уголь — вбрасывается прямо внутрь камеры сверху, через несколько отверстий, сделанных в сводовом перекрытии камеры, на расстоянии друг от друга аршина на полтора по всем направлениям; для приема топлива внутрь камеры, при укладке кирпича, оставляются (под каждым зарядным отверстием, через которые вбрасывается топливо) особые вертикальные сквозные проходы, топочные шахты; из них одна изображена на фиг. 9 таблицы в двух вертикальных сечениях. Воздух, необходимый для горения, притекает из открытой соседней камеры, в которой только что обожженный кирпич подвергается осаживанию в тяге этого воздуха. Печной канал в одном месте разгорожен поперечной перегородкой — это широкая железная заслонка, которую можно (по частям) опустить или поднять из печи через поперечную щель в своде (вместо нее иногда проход затягивается серпянкой и заклеивается по-малярному бумагой); она разделяет начало нагревного пути от конца, и по одну сторону от этого размыкающего пункта идет обжиг, а по другую сторону растворен выход из канала в дымовую трубу. Так как очередь соединения с трубой доходит в свое время до каждой из камер, то каждая из них одинаково снабжена выводным каналом к общему борову, с клапаном на рукояти, как видно по рисунку. Емкость каждой камеры поставляется в соответствие с суточным размером производства или количеством штук обожженного кирпича, которое желают получить за каждые сутки; очередь окончания обжига наступает для каждой камеры суточная. Кольцевые печи строятся вообще для размеров производства не меньших чем в 1 миллион штук в год; наиболее выгодна кольцевая печь при больших размерах, например при вместимости каждой камеры в 16—20 тыс. штук кирпича. Длина всего печного канала составляет саженей 30—40; ширина канала, смотря по желаемому количеству вмещения, от 1½ аршин до 3 саженей, а высота до шелыги свода от 2 аршин до 1 сажени и до 1½ саженей; длина каждого отделения или камеры саженей 2½ до 3. Производительность кольцевой печи зависит от скорости хода огня в канале и вместе с тем от величины поперечного сечения канала; обжиг подвигается вперед по каналу со скоростью примерно 5—6 метров в сутки, средний суточный выход кирпича на каждый кв. аршин поперечного сечения канала можно считать в 900 штук. Поместительность камеры рассчитывается в пропорции 1 куб. сажень на 2700—3000 штук кирпича (смотря по формату); так, камера шириной 15 футов, высотой посредине 9 футов, длиной 20 футов, всего объемом около 63 куб. м (почти 6½ куб. саженей) вмещает 19—20 тыс. штук кирпича; суточный выход обожженного кирпича из такой камеры соответствует размеру годового производства около 6 миллионов штук (считая 300 рабочих дней в году). Длинный канал кольцевой печи, заполненный кирпичом в сквозную клетку, представляет тяге значительные сопротивления, а температура на выходе газов из печи через задние камеры, вмещающие сырец недавно нагруженный и едва разогретый, низка; эти два обстоятельства предписывают надобность иметь при кольцевой печи дымовую трубу сильных размеров по поперечнику и по высоте (обыкновенно сечению трубы дается около 0,1 поперечного сечения печного канала, а высота трубы берется 30 м); чтоб стенка трубы больше сдерживала теплоту, она делается пустотелой, как изображено на рисунке. Стены кольцевой печи, для обеспечения их плотности и непроницаемости для наружного воздуха, делаются двойные, с засыпкой сухим и чистым песком и перевязью местами; плотность стен, при большой длине канала, существенно важна для правильного действия трубы. По количеству топлива, расходуемого на обжиге, кольцевые печи, подобно всем проходным печам, имеющим длинный путь нагрева, выгоднее простых печей периодического действия; расход топлива в кольцевых печах наименьший. На каждую тысячу кирпича в Гофмановой печи можно считать 10—12 пудов каменного угля или 25—30 пудов дров, так что 1 куб. сажень дров достаточна для обжига 8—10 тыс. штук кирпича. Противоположная этой обычной для Гофмановых печей цифре расхода топлива крайняя цифра, относящаяся к сильному обжигу кирпича в простых периодических печах, доходит до 60% дров от веса произведенного кирпича; так, расходуется 0,6— 0,75 куб. саженей дров на каждую тысячу кирпича (в 5—7 раз больше предыдущего). К числу особенностей и выгод кольцевых печей нужно относить и то обстоятельство, что при употреблении их весьма существенно упрощается сушка кирпича перед обжигом, так как она может быть закончена уже в самой печи в задних камерах, наиболее далеких от камеры обжига; должно, однако, иметь в виду, во всяком случае, что, как давно уже показал опыт, сушка сырца хотя бы и машинного, менее влажного, может быть совмещена с обжигом высушенного сырца и произведена в задних камерах того же печного канала только под тем условием, чтобы она была доведена до некоторого предела, близкого к окончательному, отдельными средствами, независимо от обжига. Это разделение между сушкой и обжигом во всех нынешних кольцевых печах, для жжения доброкачественного товара, проводится настолько систематически, что для предварительного прогрева и окончательного высушивания уложенного в задних камерах сырца никогда не употребляются непосредственно те печные газы, которые подходят к ним на пути через печной канал от горячих отделений. В самом начале задние камеры со свежей насадкой сырца отмыкаются поперечным щитом от сообщения с остальными частями печи, и предварительный прогрев сырца производится протягиванием из него горячего воздуха из камер, в которых обжиг уже кончен; для этого закладывается, кроме боровов, соединяющих камеры с вытяжной трубой, особая система воздушных ходов, входящих, по желанию, в каждую из камер. Нагрев горячим воздухом доводится градусов до 80—1 2 0 Ц., и только после этого подогретый сырец принимает прямые газы из печного канала. Такая система носит название воздушного прогрева или с немецкого — шмахования (Schmauchen).
Чтобы при малом количестве производства или вообще при работе в простых печах периодического действия приблизиться по экономии в топливе к тому, что достигается с проходными печами, несколько простых печей соединяются друг с другом в один общий проходной канал при помощи соединительных боровов и обжигаются поочередно, с проведением тепла из камеры обжига через все остальные. Если число соединяемых таким образом камер значительно, тогда получаются так называемые многокамерные печи, которые по своему полезному действию могут быть не ниже кольцевых. Каждая камера имеет свою отдельную топку или отдельный впуск в нее газа из общих газовых топок, если печь газовая. В более мелких размерах, когда простая однокамерная печь строится длиннее обыкновенного и, имея с одного конца топку, получает в своде загрузочные отверстия, через которые можно забрасывать топливо прямо внутрь печи и продолжать обжиг постепенно по всему протяжению печи, — то получается так называемая партиальная кольцевая печь, которая при расширении производства может быть удлинена еще более и наконец превращена в полную кольцевую. Обжиг простого кирпича не бывает особенно сильным, т. е. кончается при не очень высоких температурах; если бы требовался сильный обжиг, то нельзя было бы употреблять прием прямого вбрасывания топлива внутрь печи на обжигаемый товар, потому что зола, оставляемая топливом, при высоких температурах портит обжигаемое изделие. Кроме того, прием отопления, употребляемый в Гофмановых печах, не обеспечивает никогда равномерного наружного вида и особенно цвета обжигаемого в них кирпича. Посему, когда дело идет о специальных сортах, например о высших сортах облицовочного кирпича, для которых существенно важен ровный и красивый цвет, или же о более чистом пламени и более высоких температурах обжига, как, например, для огнеупорных изделий, — тогда обыкновенные Гофмановы печи неприменимы к делу. Недостатки метода прямого отопления, которые к ним применяется, могут быть устранены применением к ним газового отопления. Из газовых кольцевых печей пользуется особенной известностью печь Ешриха (Escherich), способ отопления которой представлен на одном из разрезов (фиг. 11 табл.): мы видим сверху печи привод газа широкой трубой, из которой через свод печи отведено несколько ветвей книзу. Эти газовые ответвления, проходящие внутри печи, суть глиняные огнеупорные трубки с отверстиями по бокам для выхода газа. Генераторный газ на выходе из этих отверстий сжигается таким образом в виде многочисленных небольших газовых огней, составляющих как бы огневую сетку на всем проходном сечении канала; воздух для горения притекает как всегда из соседнего отделения только что конченного обжигом (и находящегося в студке). Для обжига огнеупорного товара, а также облицовочного кирпича употребляют, однако же, чаще всего простые периодические печи (соединенные камерным порядком по две или по три, если их несколько); они же чаще всего употребляются и в производстве кирпича сухой прессовкой. В этих случаях как к периодическим, так и к многокамерным печам с большой пользой (для равномерности обжига) применяется прием обратной тяги, т. е. ввода пламени сверху, с направлением сверху вниз. Одна из круглых периодических печей с обратной тягой изображена в разрезе на фиг. 12 таблицы; здесь видны наружные топки, внутренние трубчатые карманы у стен для провода пламени кверху под свод печи, и сквозная настилка печного пода над кольцеобразными боровами, соединенными с трубой. Подобные печи, чаще прямоугольной, чем круглой формы, употребляются и при обжиге кирпича нефтью, в странах, где она служит топливом взамен дров или угля; тогда нефть сжигается в наружных топках, распределенных на расстоянии 1½ саженей друг от друга по бокам печи, при помощи пульверизаторов или на желобчатых колосниках. Продолжительность обжига кирпича в периодических печах, включительно с насадкой кирпича, студкой и разгрузкой после обжига, средним числом — 10—15 дней: работа может быть разделена на пять последовательных периодов — нагрузку, медленный огонь, полный обжиг, студку при закрытых дверях и выгрузку, из которых каждый период примерно продолжается 2—3 дня. Скорость садки или нагрузки зависит от величины печи и числа кладчиков; один кладчик при одном подвозчике, доставляющем кирпич на тачках или вагонетках к месту (с расстояния, однако, не дальше чем 25 саженей), укладывает в 10-часовой день до 4 тыс. штук кирпича. Скорость обжига, сначала осторожного, потом более сильного, отчасти подчинена свойству материала, из которого сделан кирпич; различные глины в этом отношении неодинаково требовательны; в крайнем случае, для глиняных масс наименее легких в обжиге, предварительный прогрев на парах должен быть растянут на 5—6 дней, а полный обжиг на 3—4 дня, причем и студка, из необходимой осторожности, продолжается 6—7 дней, и в таком случае вся работа печи за каждый период продолжается 20 дней и свыше этого. Простейший прием обжига представляет обжиг кирпича в напольных печах. В тех случаях, когда производство кирпича должно быть только временное, когда требуется приготовить некоторое ограниченное количество кирпича, обыкновенно для того, чтобы употребить его тут же для построек, — в производстве необходимо держаться простейших приемов, не требующих особой затраты капитала на обоснование работы, и тогда ручная работа (в пролетках или в тисках) соединяется с сушкой на полянках и в сушильных сараях и с напольным обжигом. Напольная печь складывается обыкновенно в виде четырехгранной усеченной пирамиды, из того же сырца; основание ее выводят рядами, оставляя между ними каналы около 1 аршина ширины, на расстоянии друг от друга поменьше 1 аршина. Эти сквозные каналы перекрываются сверху постепенным напуском кирпича (уступами) и под названием очелков служат топками при напольной печи. Внутренность печи заполняется сырцом, расставленным в клетку. Она не закрывается сводом, а застилается сверху дерном. Печь размером сажен 5 длины при 3 ширины и 4 аршинах высоты вмещает 50000 шт. кирпича (при сквозной расстановке в 2500 шт. на куб. сажени); обжиг ведется как в постоянных (стенных) печах и весь, вместе с остыванием печи, продолжается, смотря по глине и по погоде, от 9 до 16 дней (в том числе студка 3— 5 дней). В заключение об обжиге следует сказать, что сила или степень обжига, которая нужна для получения строительного кирпича хорошего качества, должна вообще быть значительна, смотря по глине, и доходить до таких пределов температуры, которые близки к начинающемуся оплавлению с поверхности. Для кирпичных построек в теплых странах, где нет снежных и морозных зим, годится и всякий легко обожженный кирпич; но на севере, где обычны продолжительные морозы и часто сменяющая их оттепель, легкий обжиг недостаточен, хотя уже обеспечивает значительное сопротивление излому или раздавливанию. Вода, втягиваясь в пористый кирпич и замерзая в нем, рушит его — он не обнаруживает достаточного сопротивления морозу; для испытания этого сопротивления и самой пористости кирпича существует у строителей особая проба на смачивание и выгораживание.
Сила обжига испытывается и устанавливается в текущем производстве кирпича при помощи пироскопов — своего рода пирометров вроде Веджвудовых, которые указывают известный определенный предел температуры по признаку расплавления или же размягчения глиняных смесей определенной степени плавкости. Такие глиняные смеси приготовляются из огнеупорных глин с плавнями, уменьшающими их стойкость в жару, и ныне всегда могут быть получены в готовом виде из специальных керамических лабораторий, которые их заготовляют для продажи. Они приноравливаются, смотря по глине, которую обрабатывает заводчик, для температур от 800° (что для обыкновенного обжига кирпича еще довольно низко) до 1200° (и, в случае огнеупорных глин, свыше — до 1500°) по Цельсию. Из выбранной смеси приготовляются мелкие палочки (дюйма в 2 длиной), которые ставятся в двух-трех местах печи среди обжигаемого кирпича, в защите от прямого действия пламени; для этого из кирпича образуется вокруг них ящичек и от него сквозной ход через кирпич до наружной стены печи, где через отверстие, служащее в то же время подзором для наблюдения за ходом поднятия жара, возможно извлечь эти пробники при окончании обжига для рассмотрения их. Когда обжиг близится к концу, обжигало по временам контролирует, погнулся ли от размягчения тот пробник, которого плавление предшествует высшей точке нагрева, желаемой к концу обжига. Если нужно, то он может после этого, осторожно ведя огонь, держать высшую температуру, какая нужна еще некоторое время, равномерно, не повышая ее; другой пироскоп, из более трудноплавкой смеси, служит тут же доказательством, был ли надлежащий предел температуры перейден или нет. Обжиг не может быть окончательно равномерен для всего количества кирпича, составляющего насадку печи; при разгрузке печи кирпич сортируется по степени обжига на железняк, полужелезняк (эти сорта годятся при неимении камня для цоколей и даже фундаментов), красный и алый. При обжиге получается и некоторое количество брака — ломанного или оплавленного; наименьшее его количество, в хорошем производстве, составляет процентов 5. Лопнувший кирпич, половинки которого разрознены, но каждая из них цела в отдельности, составляет половняк и принимается для продажи большей частью кубическими саженями. Целый кирпич после сортировки ставится в клетки, т. е. столбами, по 250 штук в каждом. Клетка в основании имеет всего десять штук кирпича, плотно уложенных в квадрат, а в высоту простирается, таким же родом, в 25 рядов. Ценность обыкновенного строительного кирпича, независимо от ее колебаний, смотря по местности и условиям вообще резко колеблющегося спроса, обусловленного характером строительного сезона, средним числом составляет 14—15 рублей за тысячу штук (вес, при обыкновенном нашем формате, 250— 2 70 пудов). Расходы заводчика состоят в основе из двух разных частей — по производству и по транспорту с нагрузкой и выгрузкой с судов. Расход по производству в местностях средней дешевизны рабочих рук, топлива и земельных участков составят рублей 7—8 с тысячи штук, транспорты, никогда не простирающиеся для этого дешевого и грузного товара на значительные расстояния, составят, однако же, в приблизительном среднем рублей 4—5 с тысячи, так что всего разницу между расходом и приходом в К. деле в пользу производителя можно считать в среднем за многие сменяющиеся строительные годы рубля в 2 с тысячи штук.
Статистически Россия по производству кирпича стоит на одном из наименее передовых мест. Количество производимого у нас кирпича поныне едва простирается свыше 1000 млн. штук; официальная статистика издавна заносит ежегодную цифру производства в 800, иногда в 760 млн. штук. Германия производит по крайней мере втрое более — а именно до 3000 млн., а население ее едва составит половину нашего. В Англии годовое производство исчисляется около 3500 млн. штук. Чрезвычайно высоко во всех отношениях стоит производство Соединенных Штатов Северной Америки, представляющее ежегодно до 10000 млн. штук кирпича (65 млн. населения); если при этом принять в расчет более мелкий формат американского кирпича, то должно иметь в виду, что не все производимое количество состоит именно из этого мелкосортного кирпича, формат которого главным образом соответствует облицовочному кирпичу превосходной выделки; для внутренней кладки употребительны кирпичи других форматов, между ними многие еще крупнее европейских, а в том числе — пустотелые кирпичи, производство которых здесь обширнее и разнообразнее, чем где-либо, отличаются в большинстве очень крупным форматом (например, сводовые для плоских потолков); поэтому в сравнение с производительностью европейских стран нет основания вводить расчеты на более мелкий формат. Таким образом, по количеству штук годового производства кирпича в этих странах на каждого жителя в них приходится: в России менее 10 штук, в Германии около 60 штук, в Англии 90 штук, в Соединенных Штатах около 150 штук. Лет десять тому назад, например в 1885 г., отношения эти были уже примерно те же самые, за исключением разве Соединенных Штатов, где производство выросло в эти последние десять лет сильнее, чем умножилось население. В России заводское К. производство прежде всего сосредоточивается вокруг обеих столиц, и главные слагаемые всей суммы производства доставляет Московская губерния — около 140 млн. и Петербургская — 75 млн. штук. Далее следуют Харьковская губерния — 45 млн., Киевская и Екатеринославская губернии — по 35 млн., Таврическая губерния и Донская область — по 26 млн. штук и проч.; губернии Польского края в совокупности около 140 млн., Кавказ 55 млн., Туркестан 6½ млн., Сибирь, по записи — только 5 млн. штук. Местное производство кирпича на металлургических заводах, для их собственных надобностей, не засчитано в этих цифрах, и оно вообще невелико. Что касается форм производства и его приемов, то в России оно установилось пока на простейших: машинного производства простого кирпича почти совсем нет, производство пустотелого чрезвычайно ограничено и сводится собственно к побочной отрасли на некоторых гончарных заведениях. В К. производстве в России занято ежегодно 30—40 тысяч рабочих; все производство, по стоимости выработанного продукта, оценивается в 8—10 млн. руб. ежегодно. Что касается возросшей ныне потребности специально в огнеупорном кирпиче, т. е. таком, который приготовлен из огнеупорных глин наилучшей стойкости в жару, то она восполняется еще в значительной доле заграничным привозом. Потребность одного города Петербурга в огнеупорном кирпиче выражается цифрой ежегодно от 8 до 10 млн. штук; для Москвы, с прочими главными фабричными городами, можно принять цифру в 16—20 млн. штук ежегодно; следовательно, годичная потребность в огнеупорном кирпиче, удовлетворяемая частью собственным производством, частью заграничным привозом, выражается цифрой, превосходящей 25—27 млн. штук. В том числе заграничный привоз огнеупорного кирпича, направляющийся главным образом с заводов Великобритании, Германии и Швеции, установился за последний период времени, в среднем годовом размере, между 10 и 12 млн. штук в год. Из немногих заводов огнеупорного кирпича у нас важнее всех завод К. Л. Вахтера в Боровичах, обрабатывающий местные боровичские глины и производящий около 6 млн. штук огнеупорного кирпича разных сортов. Этот первый завод дал почин, которым, без сомнения, положено начало дальнейшему прочному развитию в России заводского производства огнеупорного кирпича. Работа кирпича здесь ручная, с выправкой в поджимных механических прессах и механической подготовкой материала. Наши металлургические заводы имеют у себя для своих нужд, а именно для постройки и ремонта своих печей, в весьма большом числе случаев собственное производство кирпича из огнеупорных глин местного происхождения, а в исключительных случаях и из глин иностранного привоза (как, например, в Петербурге из шведской глины). Старые наши заводы давно уже занимаются этим производством, и в последнее время начали даже собственными средствами производить так называемый динас — род кварцевого или песчанистого кирпича, с небольшим (2—3%) процентом извести для спекания при обжиге, — дотоле почитавшийся как бы специальной принадлежностью английского (валлийского) производства (у нас в Брянске).
Ср. Heusinger von Waldegg, "Die Ziegelfabrikation" (1891); Otto Bock, "Die Ziegelfabrikation" (1894); Вебер, "К. производство" (1894); Lejeune, "Guide du briquetier"; Challeton de Brughat, "L'Art du briq uetier"; Bruno Kerl, "Thonwaaren Industrie"; Keller, "F'eurfeste Steine" (1890); Eckhart, "Ziegelö fen"; Bernhardi, "Kalkziegelfabrikation" (об известковом кирпиче); Paul Loeff, "Atlas der Ziegel und Kalk-Oefen"; "Deutsche T ö pfer und Zieglerzeitung" и "Ziegel und Cement" (журналы); "Clayworker", Indiana U. S. A. (журнал); Hotop, "Der Brennofen in der Ziegelei" (1890); Eckhardt, "Ziegel-Oefen"; Schlesinger, "Die Ziegel-Oefen". Данные о сопротивлении кирпича, раздавливании, о пробах вымораживанием — в отчетах механической лаборатории Н. А. Белелюбского.
А. К. Крупский. Δ .
|
Page was updated:Tuesday, 11-Sep-2012 18:15:34 MSK |