| [ начало ] | [ Л ] |
Ликвация
(La liquation, Saigerung) — представляет собой свойство сплавов распадаться при переходе из жидкого в твердое состояние на составные части или отдельные соединения, которые имеют различные точки плавления. Металлы вообще сплавляются, т. е. растворяются одни в других. Одни из них, например золото и медь, сплавляются в различных пропорциях и на вид представляют однородное тело; другие же, например свинец и цинк, разделяются при медленном охлаждении. В случае Л. при застывании жидкого металла выделяются и затвердевают сперва самые тугоплавкие тела, затем менее тугоплавкие и, наконец, самые легкоплавкие. Однако выделяемые при этом тела представляют чаще всего не вполне чистые металлы, например сплавы свинца с цинком содержат внизу слитка свинец с 1,6% цинка, а вверху цинк с 1,2% свинца. Иногда еще до начала остывания происходит распадение легко ликвирующих сплавов на части различного состава, которые размещаются соответственно их удельному весу. Если такая неоднородность существует уже в жидком состоянии, то она сохраняется как при быстром, так и при медленном затвердевании. При появлении же неоднородности во время застывания быстрота охлаждения имеет большое значение. Вообще быстрое охлаждение препятствует такому распадению. Если металлы различаются по цвету, то после Л. неоднородность замечается простым глазом в виде отдельных пятен, называемых ликвационными пятнами. Так, наприм., при сплаве меди с оловом видны беловатого цвета крапинки и пятна на красноватой поверхности излома, состав которых богат оловом. К более сильно ликвирующим сплавам принадлежит сплав свинца с медью, так что из них едва возможно получать однородное литье; затем идут сплавы цинка с оловом, серебра с медью и свинца с оловом. К слабо ликвирующим принадлежат сплавы меди с цинком (латунь), золота с серебром и т. п. Чугун, представляя собой смесь различных соединений железа с углеродом, кремнием, марганцем, фосфором и т. п., при переходе из жидкого состояния в твердое также подвергается Л. Вследствие различных точек плавления одни из этих соединений выделяются из смеси и застывают раньше, другие позже, и часто поэтому получается неоднородный химический состав в различных частях чугуна. Эта неоднородность замечается даже на глаз в виде выделившихся листочков графита или же в виде более или менее светлых пятен, которых состав разнится от окружающей массы. При застывающих медленно отливках в центральных частях содержание графита и кремния повышается, между тем общее содержание углерода понижается. Очень часто на верхней поверхности отливки встречаются отдельные шарики в виде застывших капель, которые достигают иногда величины горошины. Эти капли, которые состоят из легкоплавкого сплава, остаются долго жидкими и вытесняются сжатием затвердевающей массы на поверхность металла. Иногда эти выделения состоят из мельчайших шариков, покрывающих всю поверхность отливки, и тогда их наз. нагаром. По Ледебуру, состав одной из таких капель и основной массы чугуна был:
|
C |
Si |
P |
S |
Mn |
Cu |
|
| Основ. масса чугуна |
3,41 |
2,04 |
0,44 |
0,056 |
0,43 |
0,018 |
| Капля |
3,069 |
1,635 |
1,984 |
0,052 |
0,42 |
0,012 |
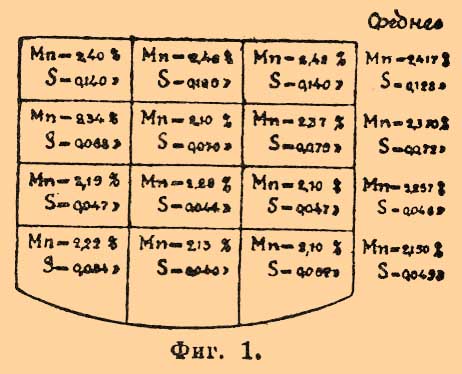
Состав нагара часто показывает большое содержание серы. Сера в чугуне вообще располагается очень неравномерно, что и показывает нижеследующая фиг. 1, на которой обозначены содержание серы и марганца в различных местах поперечного сечения свинки чугуна.
Фиг. 1
Из опытов найдено, что Л. совершается иногда в разливочном чане до отливки чугуна; из жидкой массы металла выделяются застывшие частицы, богатые марганцем и фосфором, которые всплывают на поверхность и окисляются. При заливке форм они запутываются внутри тела отливки и образуют шарообразные капли, которые окружены пустым пространством (газовым пузырем), как это показывает фиг. 2.
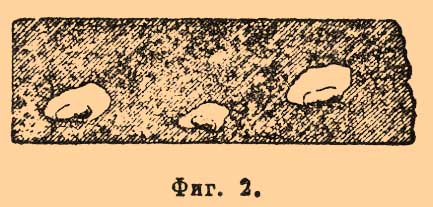
Фиг. 2
Состав этих ликвационных шариков всегда другой, чем окружающей массы.
|
Si |
P |
Mn |
|
|
Чугун |
0,98 |
0,289 |
0,72 |
|
Большие капли |
0,58 |
1,819 |
1,17 |
|
Маленькие капли |
0,54 |
2,385 |
1,22 |
Подобного рода неоднородность химического состава встречается и в литой стали. В начале 80-х гг. Парри Стубс показал, что углерод, фосфор и сера неодинаково размещаются во всей массе стальной литой болванки. Вслед за тем исследования Снелюса показали то же самое явление. Из отлитой болванки на некотором расстоянии от верхнего и нижнего ее конца вырезаны два диска А и В.
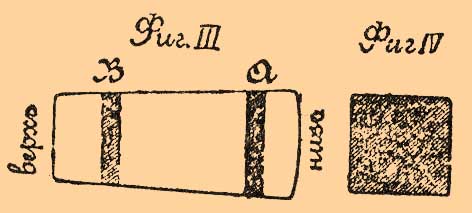
Фиг. 3. Фиг. 4.
Анализы проб, взятых из центров обоих дисков, дали результаты:
|
Mn |
C |
Si |
P |
S |
|
| Нижний диск А |
0,514 |
0,350 |
- |
0,044 |
0,044 |
| Верхний диск В |
0,558 |
0,760 |
- |
0,191 |
0,187 |
Пробы, взятые по диагонали, показали в следующих друг за другом частях:
|
Диск B |
Диск A |
|||||
|
C |
S |
P |
C |
S |
P |
|
|
1 |
0,440 |
0,032 |
0,044 |
0,440 |
0,048 |
0,060 |
|
2 |
0,540 |
0,048 |
0,060 |
0,420 |
0,056 |
0,060 |
|
3 |
0,570 |
0,080 |
0,080 |
0,410 |
0,048 |
0,054 |
|
4 |
0,610 |
0,096 |
0,097 |
0,400 |
0,048 |
0,058 |
|
5 |
0,610 |
0,120 |
0,011 |
0,380 |
0,048 |
0,058 |
|
6 |
0,770 |
0,187 |
0,142 |
0,370 |
0,044 |
0,052 |
Для более точного исследования неоднородности литой болванки директор вульвичского арсенала Майтланд разрезал ее вдоль оси и на поверхности разреза взял 84 пробы, содержание углерода которых представляет следующая таблица в сотых долях процента. Чтобы убедиться в каких местах болванки происходит Л., Martens вытравил кислотой отшлифованную поверхность продольного разреза болванки. Места более неоднородного состава ясно обнаружились в виде пятен, как показано на фиг. 6.
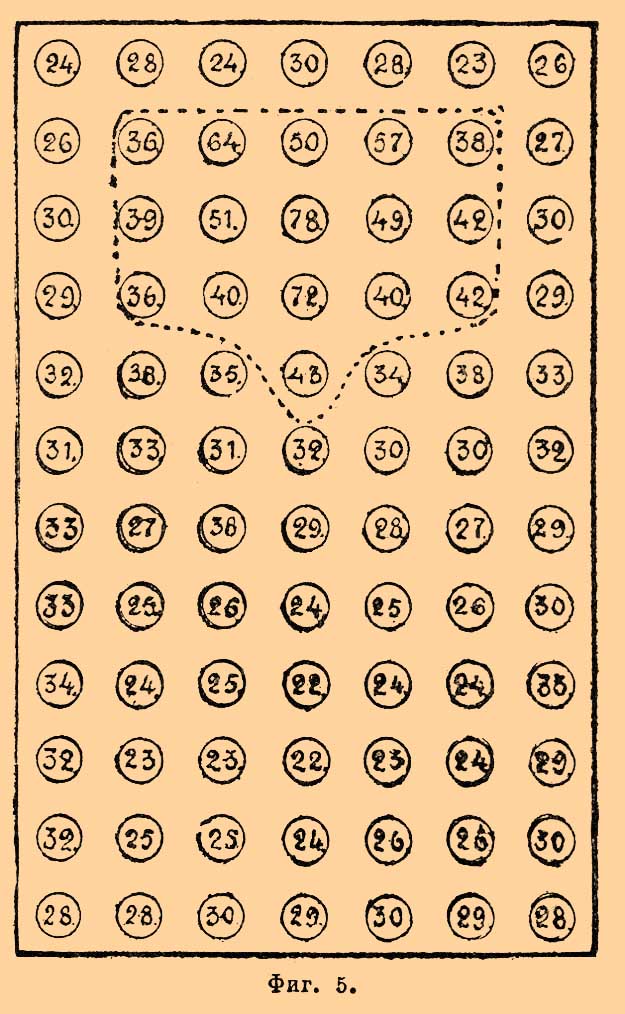
Фиг. 5
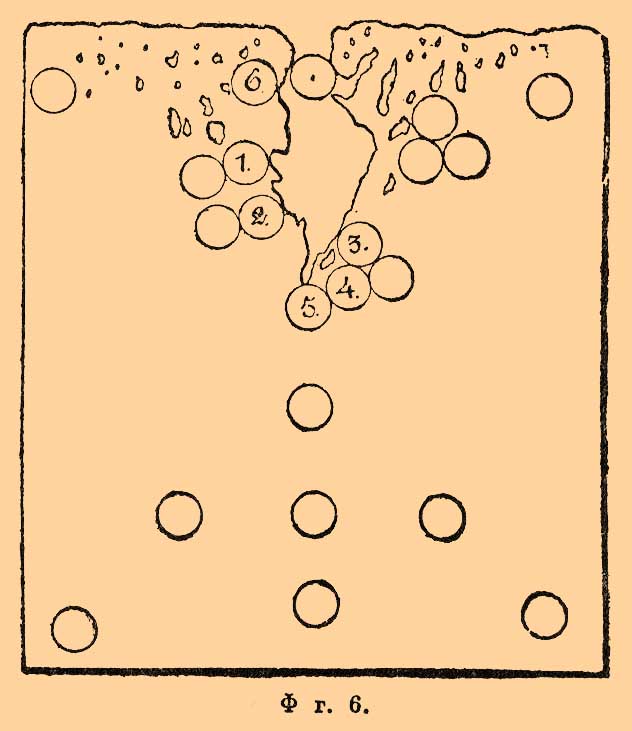
Фиг. 6
Анализ проб, взятых из этих пятен, следующий:
|
С. |
Р. |
S. |
|
| 1. |
0,80 |
0,073 |
0,050 |
| 2. |
1,00 |
- |
- |
| 3. |
0,75 |
0,077 |
0,064 |
| 4. |
0,77 |
0,081 |
- |
| 5. |
0,73 |
0,071 |
0,049 |
| 6. |
0,60 |
0,076 |
1,030 |
Между тем пробы из других мест, даже соседних с пятнами, дали углерода от 0,58 до 0,60, фосфора от 0,042 до 0,047 и серы от 0,030 до 0,036. Из вышеуказанных и из многих других, здесь не приведенных опытов оказывается: 1) что углерод, фосфор и сера главным образом концентрируются в тех местах болванки, которые застывают последними, т. е. около усадочной раковины (см. Литая сталь); 2) что в верхних поперечных сечениях болванки содержание этих элементов увеличивается по направлению от наружной корки к центру, в нижних же — наоборот; 3) чем тверже сталь, чем больше размеры болванки и чем медленнее она застывала, тем рельефнее выступает эта неоднородность; 4) что марганец, кремний и никель размщаются более равномерно. Причину явления Л. и ее местоположение в болванке легко обяснить, если принять во внимание, что сталь представляет собою тоже сплав разных соединений железа с другими примесями. Однако, в жидком состоянии, например, в разливочном ковше, сталь представляет довольно однородную смесь. На Обуховском заводе при отливке бессемеровской стали было взято в разное время отливки 10 проб, состав которых по углероду отличался в пределах 0,04% углерода. Поэтому Л. происходит только во время застывания болванки. По Осмонду, при застывании жидкой стали выделяются сперва частицы железа, которые и застывают в растворе остальной массы. Затем следуют соединения, заключающие фосфор и кремний. Потом соединения разных тел, а главным образом карбид, который частью застывает между частицами железа, частью вместе с другими телами, увеличивающими его легкоплавкость, и таким образом образует ликвационные пятна, которые отличаются по составу от остальной массы. По Косману, главную роль при Л. играет удельная теплота, освобождающаяся при затвердевании разных соединений. Она каждый раз способствует разжижению остальной массы и переходит в химическую энергию, которая обусловливает появление новых, более легкоплавких соединений. Этот взгляд подтверждается при наблюдении за ходом температуры остывающей стали посредством термоэлектрического пирометра системы Лешателье (см. Пирометры). Выделяющаяся при затвердевании разных соединений теплота вызывает каждый раз остановку падения пирометра. Такого рода наблюдения показывают, что Л. совершается во всей массе болванки, соответственно выделению и остыванию разных соединений. Микроскопические исследования шлифов литой стали лучше всего показывают нам эту неоднородность. На отполированной и вытравленной кислотой поверхности ясно виден сложный узор, который изменяется в зависимости от состава и условий остывания отливки; он указывает на неоднородное сложение стали (см. Микроструктура стали). Посредством этого метода исследований можно убедиться в неравномерном распределении в стали не только углерода и фосфора, но также и марганца, кремния, хрома, никеля и т. п. Кроме того, микроскоп указывает, что узоры наблюдаемых шлифов изменяются в зависимости от быстрого или медленного охлаждения нагреваемой стали. Так, например, углерод в виде карбида, окружающий кристаллы железа как бы звеньями сетки, после накаливания и быстрого охлаждения размещается в массе стали совсем равномерно. И наоборот, продолжительное сильное накаливание и медленное охлаждение стали образуют карбиды железа, марганца и т. п. Этим и объясняют порчу стали при перегреве. Оказывается, что никель, который довольно равномерно распределяется в массе стали при остывании болванки, легко подвергается Л. при продолжительном накаливании и способствует перегреву болванки. Таким образом, Л. образуется не только при отвердевании стали, но также и в твердом металле, сообщая ему другие качества. Иногда в верхних частях болванки, чаще всего в усадочной раковине, встречаются целые куски чугунистого сложения, с большим содержанием углерода и марганца. Такие явления нельзя считать Л., потому что они всегда вызваны случайными обстоятельствами. Если для обуглероживания металла (см. Литая сталь) в конце операции добавляют куски зеркального чугуна, то они иногда запутываются в шлаке, попадают в разливочный ковш и, не успев в нем раствориться, стекают в виде тестообразной массы в изложницу, в которой всплывают на верх металла и застывают. Неоднородности от Л. группируются в верхней, так называемой прибыльной части болванки. Они не имеют большого значения в тех случаях, если прибыльная часть отрубается под молотом (см. Ковка) или если внутренняя часть болванки высверливается, как, например, при изготовлении орудийных принадлежностей. Во всех же случаях, где вся болванка идет в дело, ликвационные пятна сильно ухудшают качество изделий и вызывают в них внутренние натяжения. Вследствие этих обстоятельств часто встречаются поломки рельсов, локомотивных осей, растрескивание стальных листов и т. п. Л. вызывает также трещины внутри болванки. Чтобы уменьшить Л. в болванке, надо стараться получить однородный жидкий металл; добавлять к нему зеркальный чугун в расплавленном состоянии, особенно при больших отливках; довольно скоро отливать сталь; избегать горячей отливки и не очень замедлять остывание болванки. В последнее время для устранения Л. в болванках начали применять центробежное вращение изложниц, наполненных жидким металлом (см. Литая сталь).
Литература. G. Snelus, "Горный Журнал" (1882, № 2); Maitland, "Proceeding of the Institution of Civ. Ing." (1887); Ledebur, "Handbuch der Eisenhü ttenkunde"; Kosmann, "Stahl und Eisen" (1893, № 12); Martens, "Stahl und Eisen" (1894, № 18); "Kerpely's Bericht über die Fortschritte des Eisenhü tten Fabrik" (1888, 1889 и 1890-91); Howe, "L a Mé tallurgie de l'acier" (перев. Hock); Knab, "L'acier"; Pourcel, "Горный Журнал" (1894, № 12).
А. Ржешотарский. Δ.
|
|