| [ начало ] | [ Л ] |
Литая сталь
(L'acier fondu, Flussstahl, cast st eel) — Всякий ковкий железный продукт, получаемый путем отливки, принято на заводах называть вообще Л. сталью. Такого определения мы будем здесь придерживаться, хотя многие делят Л. металл по способности его принимать или не принимать закалку на Л. сталь (Fl ussstahl) и Л. железо (Flusseisen; см. Классификация железных продуктов). Трудно определить начало получения Л. стали, но по всем вероятиям оно относится к глубокой древности. Искусство готовить особый сорт Л. стали, называемый табано, был известен до начала XIV века. В Индии Л. сталь вуц (Wootz) с давних времен славилась своими превосходными качествами. Японцы знали уже несколько веков тому назад способы литья стали. Однако в литературе первые сведения о способе получения Л. стали встречаем только в 1720 г. в сочинении Реомюра. Спустя 20 лет после этого английский часовой мастер Веньямин Гунтсман (Huntsmann), нуждаясь в более однородном для пружин металле, чем сварной, привозимый из Германии, рядом долгих опытов получил Л. сталь посредством переплавки в тигле кусков сварочной стали. В 1740 г. он основал первую сталелитейную фабрику в Хандсворте, близ Шефильда, и положил начало тигельному производству. Несмотря на то, что способы получения литого металла держались в секрете, и несмотря на трудность получения хороших огнеупорных тиглей, этот способ развивался все больше и больше. Однако по своей дороговизне тигельное производство могло быть достоянием только самых больших заводов, и Л. сталь не могла конкурировать с сварочным железом. Наконец, в 50-х годах появляется новый способ получения стали посредством обезуглероживания расплавленного чугуна вдуваемым воздухом по способу Бессемера. Простота самого способа, быстрота процесса, а также возможность получить в больших массах дешевый и хороших качеств металл были причиной, что бессемеровский способ сразу завоевал себе прочное место в технике и дал начало новой эпохе не только в металлургии железа, но и вообще в строительном деле. На рельсы, бандажи, суда, мосты и фермы шла новая сталь, заменив железо. Старое железо заваливало все рынки, пока не явилась возможность перерабатывать его в годный продукт по новому способу Мартена. Оба эти способа, развиваясь и постоянно совершенствуясь, дали возможность получать в большом количестве металл, пригодный для всех применений в технике. Превосходные качества мартеновской стали при небольших затратах на устройство приспособлений для производства позволяют с выгодою даже на маленьких механических заводах иметь свою сталелитейную. Отлить болванку в две или три тысячи пудов в настоящее время не представляет больших затруднений, а получение плотного беспузыристого металла позволяет заменить им в фасоныых отливках хрупкий чугун. Раньше для изготовления предмета больших размеров нужно было соединять посредством сварки множество мелких железных кусков, что требовало многих нагревов и долгой работы. В настоящее время такую вещь молот или ковальный пресс приготовляет из отлитой болванки в один или два нагрева. При этом металл не содержит несваренных мест и шлаков, этих неотлучных спутников сварного продукта. Эти недостатки очень ясно обнаруживаются на отшлифованной поверхности образца после вытравления разбавленной кислотой и служат отличительным признаком сварного или пудлингового продукта от литого металла. Кроме того, сварное железо в изломе представляет всегда более или менее волокнистое сложение, образованию которого содействует большое содержание механически примешанных шлаков, в литом же металле излом кристаллический. Благодаря такому более однородному сложению Л. сталь обладает другими свойствами сравнительно с сварной. При одинаковой твердости того и другого металла Л. сталь отличается большею вязкостью, упругостью, сопротивлением разрыву и удлинением при вытягивании; так например:
|
Содерж. углерода |
Предел упругости в кг на кв. мм |
Сопротивл. разрыву на кв. мм |
Удлинен. в % |
Удельный вес |
|
| Пудлинговая сталь |
0,41% |
2000 |
4100 |
8 |
7,785 |
| Бессемеровская сталь |
0,40% |
2500 |
5200 |
21 |
7,8511 |
Но зато магнитные свойства, электровозбудительная сила и способность свариваться проявляются в Л. стали слабее. Это последнее обстоятельство тоже можно приписать отсутствию шлаков, которые в сварном продукте предохраняют соединяемые поверхности от окисления железа; по этой же причине Л. сталь при накаливании подвергается легче перегреву. Кроме того, при холодной обработке внутренние частичные напряжения выступают сильнее. Все эти различия вызваны, главным образом, частичным сложением стали, т. е. группировкой частиц, которая совершается при затвердевании жидкой стали, и перегруппировкой, проходящей при дальнейшей металлургической обработке. Вообще сталь, а поэтому и сталь Л., представляет собою частью химическое, частью механическое соединение железа с углеродом и другими примесями, как напр. кремнием, марганцем, фосфором, серой и т. п. Одни из этих примесей попадают в сталь из чугуна или топлива, другие же вследствие необходимой их прибавки при процессах получения Л. стали. Каждое из этих тел оказывает влияние на свойства стали в зависимости от его количества, природы и, главным образом, от их взаимодействия. Но так как в стали всегда находится несколько примесей, то при определении влияния какой-нибудь из них в отдельности встречаются большие затруднения, а потому, несмотря на многочисленные опыты и исследования, вопрос о влиянии химических элементов на сталь нельзя считать решенным. Более важным и самостоятельным влиянием на свойства стали отличается углерод. Он сообщает стали способность приобретать большую твердость и упругость помощью закалки и отпуска. Другие примеси могут только усиливать или уменьшать эту способность, но при отсутствии углерода никакая другая примесь не может оказать подобного влияния на сталь. Это особенное свойство углерода зависит от термических условий, при которых он изменяет свое состояние, превращаясь в карбид или в углерод закала, а вместе с тем содействует также аллотропическому превращению железа в стали из мягкого состояния железа α в твердое железо ß и обратно (см. Критические точки железных продуктов). В первом случае получается сталь твердая, закаленная, во втором — мягкая, отпущенная. Но в последнее время, по исследованиям Робертс-Остена и Осмонда, оказалось, что влияние углерода ограничивается только замедлением перехода железа ß в α, т. е. что углерод понижает начальную температуру превращения и сталь при быстром охлаждении получает закалку. Такую же роль играют при охлаждении стали и другие примеси с той только разницей, что одни действуют, как углерод, замедляющим образом, другие же ускоряют превращение железа ß в α. К первой группе принадлежат те элементы, которых атомный объем меньше объема атома железа, ко второй — элементы с большим удельным объемом
|
I группа: |
|
| Углерод, атомный объем |
= 3,6 |
| Бор |
= 4,1 |
| Никель |
= 6,7 |
| Марганец |
= 6,9 |
| Медь |
= 7,1 |
| Железо |
= 7,2 |
|
II группа: |
|
| Хром, атомный объем |
= 7,7 |
| Вольфрам |
= 9,6 |
| Кремний |
= 11,2 |
| Мышьяк |
= 13,2 |
| Фосфор |
= 13,5 |
| Сера |
= 13,7 |
При этом влияние примеси тем сильнее, чем больше отличается объем ее атома от атомного объема железа, и наоборот. Зависимость от атомных объемов сперва была найдена Робертс-Остеном для сплавов золота с медью, а потом Осмонд применил ее к сплавам железа. С увеличением содержания углерода в Л. стали увеличивается ее твердость, упругость, сопротивление изгибу, разрыву, скручиванию, но вместе с тем уменьшается гибкость, вязкость, тягучесть, а также и удельный вес Л. стали, как показано в следующей таблице:
|
Содержание углерода |
Предел упругости в кг на кв. мм |
Сопрот. разрыву в гр. на кв. мм |
Удлин. при разрыве в % |
Сжатие попереч. сечения при разрыве в % |
Удельный вес |
|
0,14 |
20,50 |
44,30 |
21,8 |
49,2 |
7,9219 |
|
0,19 |
33,10 |
47,85 |
20,1 |
41,6 |
7,8784 |
|
0,46 |
34,50 |
53,30 |
18,1 |
30,5 |
7,8711 |
|
0,54 |
34,90 |
55,60 |
17,8 |
32,8 |
7,8622 |
|
0,66 |
37,45 |
62,95 |
33,7 |
19,7 |
7,8530 |
|
0,78 |
37,50 |
64,70 |
11,4 |
19,1 |
7,8434 |
|
0,87 |
42,90 |
73,35 |
8,1 |
16,4 |
7,8378 |
|
0,96 |
48,70 |
83,05 |
6,6 |
10,0 |
7,8290 |
Подобным же свойством отличается марганец, только в меньшей степени. Он увеличивает больше предел упругости, чем сопротивление разрыву. В малоуглеродистой стали марганец увеличивает вязкость, но при значительном содержании углерода он придает стали хрупкость и уменьшает удлинение. Содержание марганца в мягких сортах допускается от 0,5-0,8%; в средних 0,4 до 0,6%; в твердых — не выше 0,3%; при высоких содержаниях марганца, выше 0,3%, сталь получает особые свойства (см. Марганцовистая сталь). Кремний вообще считается опасным врагом Л. стали, и стараются избегать его присутствия в количествах выше 1/4 %. При небольшом же содержании он оказывает даже благоприятное влияние на качество Л. стали, увеличивая ее прочность без заметного уменьшения вязкости металла. С возрастанием содержания углерода влияние кремния усиливается; сталь делается хрупче, и ее ковкость при высокой температуре уменьшается. В хорошей тигельной стали содержание кремния не должно превышать 0,2%; в бессемеровской и мартеновской стали обыкновенно его содержание ниже 0,1%. При отливке присутствие кремния действует как успокоитель, причем отношение содержания кремния к марганцу должно быть как 3:4,5. Самым опасным врагом Л. стали считается фосфор, который придает ей хладноломкость, т. е. хрупкость в холодном состоянии. Особенно вредное влияние фосфора на сталь оказывается при температурах ниже 0°; при высоких же температурах нагрева фосфористая сталь имеет большую способность к кристаллизации, и тогда хрупкость ее еще больше увеличивается. Количество допускаемого содержания фосфора зависит от содержания углерода в стали. Вообще в хороших сортах стали содержание фосфора не должно превышать 0,05%. Присутствие марганца в некоторой степени ослабляет действие фосфора. Присутствие серы сообщает Л. стали при ее обработке в раскаленном состоянии свойства красноломкости; крайний предел содержания серы не больше 0,03%. При фасонных отливках, не подвергающихся проковке, содержание серы может быть допущено гораздо выше. Подобным образом действует и медь на сталь, только в более слабой степени. Хром и вольфрам прибавляются для приготовления специальных сортов стали; они придают стали большую твердость, особенно в присутствии углерода. Сталь, содержащая около 2% вольфрама, обладает такой твердостью, что не требует закалки. При нагревании хром и вольфрам способствуют кристаллизации и перегреву болванки; при закалке вызывают сильные внутренние натяжения. Снарядная сталь заключает хрома около 1,5-2,5%. Никель оказывает очень полезное влияние; при небольшом содержании углерода в стали он увеличивает вязкость металла, а после закалки сильно повышается его упругость, с увеличением же углерода вязкость значительно понижается. В последнее время никелевую сталь с успехом начали применять для броней (см. Никелевая сталь). Алюминий употребляется только как успокоитель при отливке, для получения плотной беспузыристой стали. По своей легкой окисляемости он почти весь выгорает и потому на сталь не оказывает влияния. Эти различные по своему качеству сорта стали могут быть изготовлены или посредством переплавки в тиглях, так назыв. тигельный способ, или окислением расплавленного чугуна вдуванием воздуха — бессемеровский способ, или, наконец, посредством сплавления чугуна с железом в газовых печах — мартеновский способ. Полученная одним из этих способов жидкая сталь разливается в чугунные или земляные формы, в которых она застывает в виде цельных слитков (болванок) или в виде готового изделия (фасонные отливки).
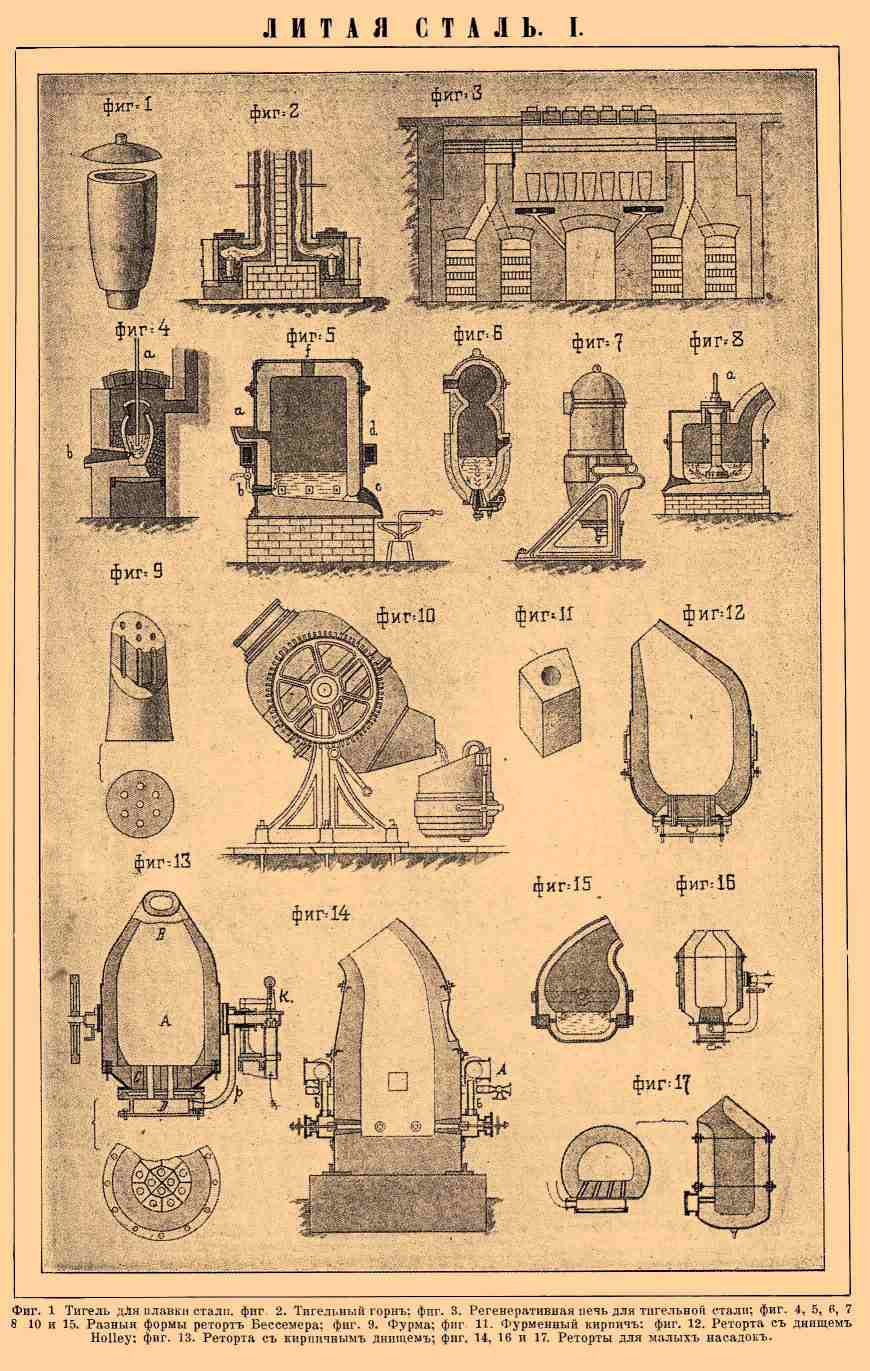
I. Тигельный способ. Тигельная сталь получается переплавкой в тиглях пудлинговой, кричной или другой какой-нибудь стали. Для этого сперва прокатывают сталь различной твердости и разрезают ее на мелкие кусочки, потом составляют шихту, переплавляют ее в огнеупорных тиглях, и жидкую сталь сливают в формы (изложницы), где она застывает. Полученная болванка поступает в дальнейшую обработку (см. Ковка). Для плавки стали устраиваются самодувные горна (фиг. 2, табл. 1); каждый горн делается на 2 или 4 тигля, или же плавку ведут в регенеративных печах Сименса (ф. I, 3), состоящих из нескольких плавильных пространств на 4- 8 тиглей каждое.
ЛИТАЯ СТАЛЬ I.
Фиг. 1. Тигель для плавки стали. Фиг. 2. Тигельный горн. Фиг. 3. Регенеративная печь для тигельной стали. Фиг. 4, 5, 6, 7, 8, 10 и 15. Разные формы реторт Бессемера. Фиг. 11. Фурменный кирпич. Фиг. 12. Реторта с днищем Holley. Фиг. 13. Реторта с кирпичным днищем. Фиг. 14, 16 и 17. Реторты для малых насадок.
Тигли (ф. I, 1) вместимостью (около 300 куб. дюймов) на два пуда стали приготовляются из огнеупорной глины, к которой иногда прибавляют графит. Топливом служит каменный или древесный уголь, торф, чаще всего кокс. В 4-местных горнах на 1 пуд стали расходуется от 2 1/2 до 3 пд. кокса или от 6-9 пд. древесного угля. В газовых печах на пуд стали идет около 1,5 пд. камен. угля. Тигли выдерживают в горнах 1-2 плавки, в газовых 3-5. Процесс переплавки в тиглях очень прост. На колосники подогретого горна ставят глиняные поддонники, а на них тигли. Пространство между тиглями засыпают коксом. В тигли кладут шихту и закрывают их крышками, снабженными отверстиями для наблюдения за ходом плавки. Плавка продолжается около 4 час. Расплавленной стали дают время выстояться, а потом вынимают тигли особыми клещами и переносят их к литейной яме, где помещаются изложницы. По дороговизне этого способа для шихты употребляются материалы самых высоких качеств. До последнего времени почти единственным материалом служила цементная и пудлинговая сталь. Для получения твердой инструментальной стали в шихте прибавляется еще чистый рафинированный, а иногда и зеркальный чугун, или же плавят мягкое пудлинговое железо с прибавкой древесного угля. На мягкую сталь берут более мягкие сорта пудлинговой стали вместе с железом. Во всех этих случаях процесс состоит только в переплавке металла в тигле. Чаще всего берут такой состав шихты, при котором в тигле совершается более сложный процесс. Так, напр., по способу Ухациуса шихта состоит из чугуна, железной руды и перекиси марганца; Обухов предложил шихту из пудлинговой стали, рафинировочного чугуна и магнитного железняка с прибавлением марганца в виде перекиси марганца или зеркального чугуна; по Мюшету, железо сплавляется в тигле с древесным углем, количество которого зависит от желаемой твердости стали. В первых двух способах, кроме плавления, происходит еще процесс окисления чугуна (свежевание) и обезуглероживания металла, в последнем же цементация железа. Сюда можно еще отнести старый способ индусов для получения дамасской стали (булата), которая получалась сплавлением в тигле кусков железа со стеблями растения Cassia (для введения углерода). Вообще плавку в тигле можно разделить на 3 периода: 1) расплавление чугуна и растворение в нем стали и железа; при этом руда вызывает образование шлака, который действует окислительным образом на кремний, марганец, а также и на железо; 2) обезуглероживание металла на счет кислорода руды; 3) период поспевания, во время которого происходит восстановление железа из шлака на счет углерода стенок тигля, а также восстановляется часть кремния, который переходит в металл. На состав стали всегда оказывают влияние стенкн тиглей, особенно графитовых, из которых часть углерода и кремния переходит в металл. Так, напр., твердая инструментальная сталь с 0,06% кремния после переплавки в глиняном тигле содержала 0,23%, а в графитовом 0,24% кремния. Бессемеровская сталь с 0,25% углерода и 0,06 кремния после переплавки в графитовом тигле содержала 0,63% углерода и 0,21% кремния. Продолжительность операции главным образом зависит от состава шихты, а также от горючего материала и устройства горна. На Обуховском заводе плавка продолжается около 4 часов; при шихте Ухациуса от 2 1/2 -3 часов; из мягкой стали от 4-5 часов, а из железа еще больше. На Обуховском заводе тигельная сталь получается 4 сортов.
|
Содержание углерода в % |
Предел упругости в кг на кв. мм |
Сопротивл. разрыву в кг на кв. мм |
Удлинен. в % |
|
| Твердая инструм. незакален. |
0,75 — 1 |
40 |
85 |
14 |
| Твердая инструм.после закала |
- |
120 |
160 |
6 |
| Твердая кольцевая незакален. |
0,6 — 0,7 |
35 |
70 |
15 |
| Твердая кольцевая после закала |
- |
100 |
130 |
9 |
| Средн. твердая орудийн. незакален. |
0,5 — 0,6 |
130 |
60 |
18 |
| Средн. твердая орудийн. после закала |
- |
75 |
100 |
11 |
| Мягкая трубн. незакаленная |
0,4-0,5 |
25 |
50 |
20 |
| Мягкая трубн. после закала |
50 |
80 |
14 |
В последнее время приготовляют специальные сорта стали, прибавляя к шихте хром, вольфрам; никель и т. п. Такие сорта обладают большой прочностью и упругостью и употребляются главным образом для инструментов и бронебойных снарядов. Для удешевления тигельной стали (стоимость ее около 4 р. за пд. в болванке) получают ее из бессемеровской или мартеновской вместо пудлинговой, но все-таки стоимость ее выходит гораздо дороже последних. На Обуховском заводе все составные части орудий приготовляются еще исключительно из тигельной стали, однако за границей с большим успехом делают уже орудия из мартеновской стали и в недалеком будущем в тиглях будут получать только специальные сорта и инструментальную сталь.
II. Бессемеровский способ. Принцип употребления воздуха для обезуглероживания и рафинирования чугуна, как это имеет место при бессемеровании, давно уже знали индусы и японцы. В половине этого столетия известны также многие попытки в этом направлении, как, например, способ Кляя (Clay) и Джильберта Мартина. Честь получения Л. стали вдуванием воздуха через расплавленный чугун принадлежит англичанину Генриху Бессемеру, который в 1855 г. взял на этот способ первую привилегию. Первые пробы, произведенные изобретателем на заводах Great-Northern и в Dowlais, не увенчались хорошим результатом. Благодаря его настойчивости и разным улучшениям вскоре оказалось возможным довольно большую массу чугуна сразу переделывать в особых сосудах и получать сталь в виде болванок. Металл Бессемера вначале не только не приобрел к себе доверия заводчиков, но вызвал массу нападок. Однако результаты показали, что новый процесс представляет простейший, самый дешевый и в то же время верный путь для получения больших масс стали. В этом отношении большую услугу Бессемеру оказало применение Мюшетом зеркального чугуна для устранения растворенных в расплавленном железе окислов. Это изобретение имело громадное значение для нового способа, который сразу перешел из опытной области на путь валового производства. Как изобретение Корта (пудлингование) в последних годах прошлого столетия послужило началом железной эпохи, так способ Бессемера можно считать началом новой эпохи — стальной. Этот способ быстро распространился и нашел обширное применение в Европе и Америке. В начале 70-х гг. в Швеции на 14 заводах работало уже с лишком 80 реторт, в Англии около 40, во Франции 31. В Германии на одном заводе Круппа (в Эссене) действовали 22 реторты. При 2-х пятитонных ретортах некоторые заводы Америки получали до 350 тонн стали в сутки. Это дает понятие, как велика производительность реторты. В России первые опыты начаты на Воткинском заводе в 1863 году. Опыты как этого, так и Тагильских заводов не повели к успехам, и потому началом бессемеровского производства в России надо считать 1872 г., когда Обуховский сталелитейный завод построил бессемеровскую мастерскую с 2-мя пятитонными ретортами, которые благодаря трудам и исследованиям Д. К. Чернова могли производить сталь промышленным образом. Спустя несколько лет устроили бессемерование на Путиловском заводе, потом на Брянском, Варшавском, Демидовском, Ново-Сандинском, Катав-Ивановском и на Каменском заводах. В настоящее время в Петербурге строятся реторты с маленькими насадками на Балтийском и Франко-русском заводах.
В главных чертах бессемерование стали заключается в обезуглероживании расплавленного чугуна посредством сильно сжатого воздуха, вдуваемого в особой формы сосуд, называемый ретортой, или конвертором. Проходящий через весь слой жидкого чугуна кислород воздуха окисляет кремний, углерод и марганец, а также отчасти и железо, с большим выделением тепла, сильно повышающим температуру металла. Одни из продуктов сгорания уходят через горло реторты, другие же образуют шлак, всплывающий на поверхность металлической ванны. Чугун, лишаясь постепенно углерода и других примесей, переходит в почти чистое железо. Тогда, чтобы приготовить желаемой твердости сталь, добавляют в реторту для обуглероживания металла определенное количество расплавленного зеркального чугуна; полученную таким образом сталь разливают по формам, в которых она застывает. Поэтому способ бессемерования состоит из трех операций: а) расплавления чугуна, b) продувки в реторте и с) обуглероживания металла.
а) Расплавление чугуна. В зависимости от местных условий расплавленный чугун для передела в сталь или прямо спускают из домны в реторту, или же переплавляют его в вагранках, а иногда в пламенных печах. Состав употребляемого для бессемерования чугуна зависит от способа ведения самого процесса. Для кислого способа, т. е. при кремнистой футировке стенок реторты, чугун не должен заключать в себе фосфора, который в присутствии кремнистых шлаков не выделяется из металла. При доломитовой набойке реторты фосфор легко удаляется, и потому для основного способа (см. ниже) применим фосфористый чугун. Чугун всегда должен содержать некоторое количество кремния, который при сгорании во время процесса выделяет большое количество теплоты. Один клг. кремния при сгорании в кремневую кислоту развивает 7830 ед. теп., а возвышение температуры, произведенное сгоранием одного процента кремния, равняется 300°Ц. С этой целью для бессемерования приготовляли раньше специальные сорта чугунов с большим содержанием кремния. Химический состав таких чугунов приведен в следующей таблице:
|
Название чугунов |
Workington |
Harrington |
Saint Jacques |
Le Creusot |
| Углерода |
3,87 |
3,92 |
2,92 |
2,95 |
| Марганца |
0,1 |
0,07 |
3,13 |
3,86 |
| Кремния |
2,38 |
3,17 |
4,66 |
1,51 |
| Серы |
0,01 |
0,06 |
0,07 |
0,05 |
| Фосфора |
следы |
0,05 |
следы |
0,11 |
| Меди |
нет |
0,04 |
||
| Железа |
93,33 |
92,73 |
87,81 |
91,08 |
В настоящее время чугун перегревают при переплавке в вагранке и этим дают возможность пользоваться чугуном с меньшим содержанием кремния (около 1%). Так, напр., на Обуховском заводе ведут процесс на одном уральском, саткинском чугуне, состав которого: 3,78% углерода, 0,81% кремния, 0,53% марганца и 0,05% фосфора. К более кремнистым чугунам прибавляют соответственное количество стального лома, а при содержании меньше 1% кремния добавляют феррокремния. Марганец замедляет ход процесса, но зато уменьшает угар металла, влияет на разжижение шлаков и удаление серы. Вообще при кислом способе для успешного хода процесса довольствуются следующим составом чугуна, поступающего в реторту: 0,8-1% кремния, 0,6 - 1% марганца и фосфора не выше 0,04%. Однако при составлении шихты надо принять в расчет, что во время расплавления чугуна в вагранке выгорает от 20 до 25% кремния и марганца, а в пламенных печах еще больше. Для переплавки бессемеровского чугуна устраивают такие же вагранки, как и для литейного (см. Вагранки). Они должны в короткий промежуток времени доставлять большое количество чугуна; давать чугун, хорошо перегретый, выдерживать без починки много плавок и расходовать мало топлива. Самые удобные в этом отношении оказываются вагранки системы Кригара. Воздух вдувается в вагранку или воздуходувной машиной, или, чаще, вентилятором, из коих употребительнее вентилятор системы Рута. Топливом служит исключительно кокс. Переплавка чугуна в вагранке совершается таким же образом, как и для чугунных отливок. Для специальных сортов стали каждую шихту сплавляют отдельно, расплавленный чугун спускают по желобу в реторту. При производстве же одного сорта стали, напр. для рельсов плавку в вагранке ведут беспрерывно. Величина каждой калоши 1000-1100 кгр. чугуна на 120-150 кгр. кокса. Скопившийся внизу вагранки жидкий чугун спускают время от времени в ковш и переносят его посредством крана к реторте. Для расплавления 5 тонн чугуна требуется от 3/4 до 1 часа. Расход кокса около 200 кгр. на тонну чугуна. При переплавке чугуна в пламенных печах расход горючего гораздо больше и угар металла более значительный. Поэтому к отражательным печам прибегают только в исключительных случаях, когда не имеется безусловно чистого кокса для вагранок. Количество вагранок или пламенных печей зависит от числа и производительности реторт. При небольшом производстве достаточно 2, нередко их ставят 4, 6 и даже 8. Кроме вышеупомянутых приборов для расплавления шихты нужно иметь еще две маленькие вагранки для расплавления зеркального чугуна, который прибавляется для обуглероживания металла после конца операции (см. ниже). Вместимость такой вагранки от 50-75 пудов, время плавки около 1/2 часа.
е) Продувка, или переработка чугуна на сталь, совершается в реторте, или конверторе. Форма реторты подвергалась различным видоизменениям. На ф. I, 4 представлен аппарат, в котором Бессемер делал первые свои опыты в 1855 г. В тигле, находящемся внутри печи, он расплавлял 10-12 фн. чугуна; через трубку а вгонял воздух и выпускал металл через отверстие r. Фиг. I, б представляет более усовершенствованный аппарат, в который через отверстие а вливался расплавленный чугун. Воздух из воздушной коробки а поступал трубками е в боковые фурмы; отверстие с служит для выпуска металла, f — для выхода газов. Потом был построен вращающийся сосуд (фиг. I, 6 и 7), в который воздух проходил снизу. В 1861 г. пробовали вдувать воздух через особую трубку а (ф. I, 8). Потом были сделаны также опыты в вращающейся реторте с боковыми фурмами (ф. I, 15). Наконец, Бессемер придал реторте форму, показанную на фиг. 10 (с ручным проводом), и эта форма с небольшими видоизменениями осталась по настоящее время. Реторта состоит из двух частей: цилиндрического или полусферического корпуса А (ф. I, 13), который оканчивается наверху открытой конической насадкой В, называемой горлом, и отъемного дна или днища С. Последнее соединяется с корпусом посредством болтов. Корпус сделан из прочного листового железа и вымазан внутри огнеупорной массой. Он вращается на двух цапфах, из них одна, пустотелая, проводит сгущенный воздух по трубе p в реторту, а на другую надета шестерня, которая соединяется с приводом гидравлического двигателя. Отъемное днище состоит из воздуходувной коробки D и из дна С с отверстиями, куда вставляются фурмы. Фурмы приготовляют из огнеупорной глины; они имеют форму усеченного конуса с несколькими каналами для прохода воздуха (ф. I, 9). Пространство между фурмами затрамбовано огнеупорной массой, или же их вставляют в отдельные кирпичи (ф. I, 11), которые связаны между собою замазкой. Приготовленное таким образом днище накладывают на корпус реторты, прикрепляют болтами и замазывают стык между ними внутри реторты огнеупорной массой. Гораздо практичнее устроено днище системы Голлея, где между днищем и стенкой реторты оставлен промежуток, который снаружи заполняется комками огнеупорной массы (ф. I, 12). Фурма и окружающая их масса подвергаются сильному выгоранию и выдерживают только 12-16 плавок, после которых реторту надо остановить, снять днище и поставить новое. В днище Голлея такая перемена совершается с помощью гидравлического приспособления очень быстро, без охлаждения реторты. Количество фурм и диаметр фурменных отверстий зависит от вместимости реторты и давления воздуха.
Следующая таблица показывает эти размеры на разных заводах.
|
Вместим. реторты в тоннах |
Число отверстий в фурмах |
Площадь отверстия в кв. дм |
Диаметр отверстия в дм |
На одну тонну металла сколько дм отверстий |
|
| Обух. зав. |
5 |
84 |
14,7 |
1 /2 |
2,94 |
| Креве |
5 |
144 |
15,59 |
3 /8 |
3,18 |
| Dowlais |
5 |
156 |
17,22 |
3 /8 |
3,44 |
| Heft |
2 |
42 |
3,66 |
1 /2 |
1,83 |
| Königshütte |
3 |
49 |
2,40 |
1 /4 |
0,80 |
Набойка внутри реторты делается из сильно огнеупорного материала, как напр. из кварца с небольшой прибавкой глины. В Англии находится особый песчаник, называемый ганистром, содержащий кремнезема 93%, глины 4%, окиси железа 1-2% и других примесей около 1%. Из размельченного и смоченного водой ганистра приготовляют массу, и ею вымазывают внутри реторты. Толщина такой огнеупорной футировки около 10 дм. Чаще всего реторту выкладывают кирпичом, на который намазывают слой ганистра толщиною около 3 дм. Свежую набойку сперва просушивают, потом сильно прокаливают, при чем масса спекается, шлакуется и образует прочную футировку, которая в состоянии выдержать несколько сот операций без ремонта. Вместимость реторты зависит от количества перерабатываемого зараз чугуна, которое колеблется от 3 до 15 тонн, но чаще всего устраивают реторты для передела 5-6 тонн чугуна. Внутренний объем реторты в 10 раз больше объема жидкого чугуна. Внутренний диаметр корпуса 5-6 тонн. Реторты делают от 1,7 до 2 м при высоте ее около 4 м. При больших ретортах диаметр доходит до 2,7 м при 5 м высоты. Средний диаметр нижней части реторты, по Дурре, определяется формулой D = √(0,307·t) метра, где t величина насадки в тоннах. Сгущенный воздух доставляют воздуходувные машины, которые бывают различных систем и типов. Прежде устраивали горизонтальные, теперь встречаются чаще вертикальные машины, с холодильником или без него. Количество воздуха, потребное при бессемеровании для превращения чугуна в железо, зависит от состава чугуна и его количества. В среднем можно считать 300 куб. м воздуха на тонну чугуна. При коэффициенте полезного действия в 60% машина должна доставлять на каждую тонну чугуна около 500 куб. м воздуха. В большинстве случаев машина доставляет от 150-250 куб. м воздуха в минуту при давлении от 1 1/2 -8 атмосфер. Поворачивание реторты, а также подъем материалов и кранов совершается гидравлическим давлением. Раскаленную добела реторту поворачивают в горизонтальное положение и спускают в нее из вагранки переплавный чугун. Затем реторту приводят в вертикальное положение, при чем открывается воздушный клапан К (ф. I, 13) и сгущенный воздух проходит по трубе p в воздушную коробку, а оттуда через фурмы внутрь реторты. В начале процесса, первые 2-5 минут, из горла реторты вылетают одни только искры, пламени нет, шум небольшой, во все время этого первого периода манометр показывает давление воздуха около 20 фн. на квадратный дюйм. В следующем периоде, продолжающемся от 2 до 3 минут, шум постепенно увеличивается, показывается пламя, которое делается все светлее и длиннее; давление воздуха падает на 2-3 фн. Через 5-8 минут от начала процесса пламя делается неровным, бурливым и взрывчатым; взрывы сопровождаются выбрасыванием частиц металла и шлака; иногда из горла с шумом и треском хлещут целые массы огненной лавы. По истечении 2-3 минут выбрасывание останавливается, шум делается ровнее, пламя чище и прозрачнее. Наконец, шум начинает падать, пламя укорачивается и темнеет, что указывает на приближающийся конец 3-го и последнего периода. Реторту поворачивают в горизонтальное положение, при чем воздушный клапан запирается и прекращается приток воздуха. Из малой вагранки спускают по желобу зеркальный чугун и через 1-2 минуты готовую сталь переливают из реторты в разливочный чан. Упомянутые явления изменяются в зависимости от состава шихты, степени перегрева чугуна в вагранке, нагрева реторты и т. п. От этих условий зависит ход процесса, который может быть нормальным, холодным или горячим. Каждому из них соответствуют особые характерные признаки, над которыми останавливаться здесь не место, но для техника, ведущего операцию, изучение их имеет большое значение. Увеличивая или уменьшая количество вдуваемого воздуха, можно горячий или холодный процесс привести к нормальному.
Своевременные остановки процесса имеют очень важное влияние на качество стали. Если реторту повернуть не вовремя, то можно получить или недодутый металл, в котором еще остались несгоревшие примеси, или — передутый, заключающий в себе много окислов железа. В первом случае заранее подготовленная прибавка зеркального чугуна еще более увеличит содержание примесей, и металл получится тверже чем следует, во втором же — наоборот. В последнем случае прибавка зеркального чугуна может оказаться недостаточной для раскисления металла, вследствие чего сталь получится красноломкой. Наружные признаки конца процесса не всегда одинаково ясны, а при некотором составе чугуна часто приводят в обман даже самый опытный глаз. Применение спектроскопа (см.) для анализа газов и пламени во время процесса принесло большую услугу бессемированию. Спектроскоп, помещенный в некотором удалении от реторты, в начале процесса и во все время 1-го периода показывает только постоянный спектр. При наступлении 2-го периода в спектре выступает яркая желтая линия натра D (100; табл. II), и она одна блестит до конца этого периода.
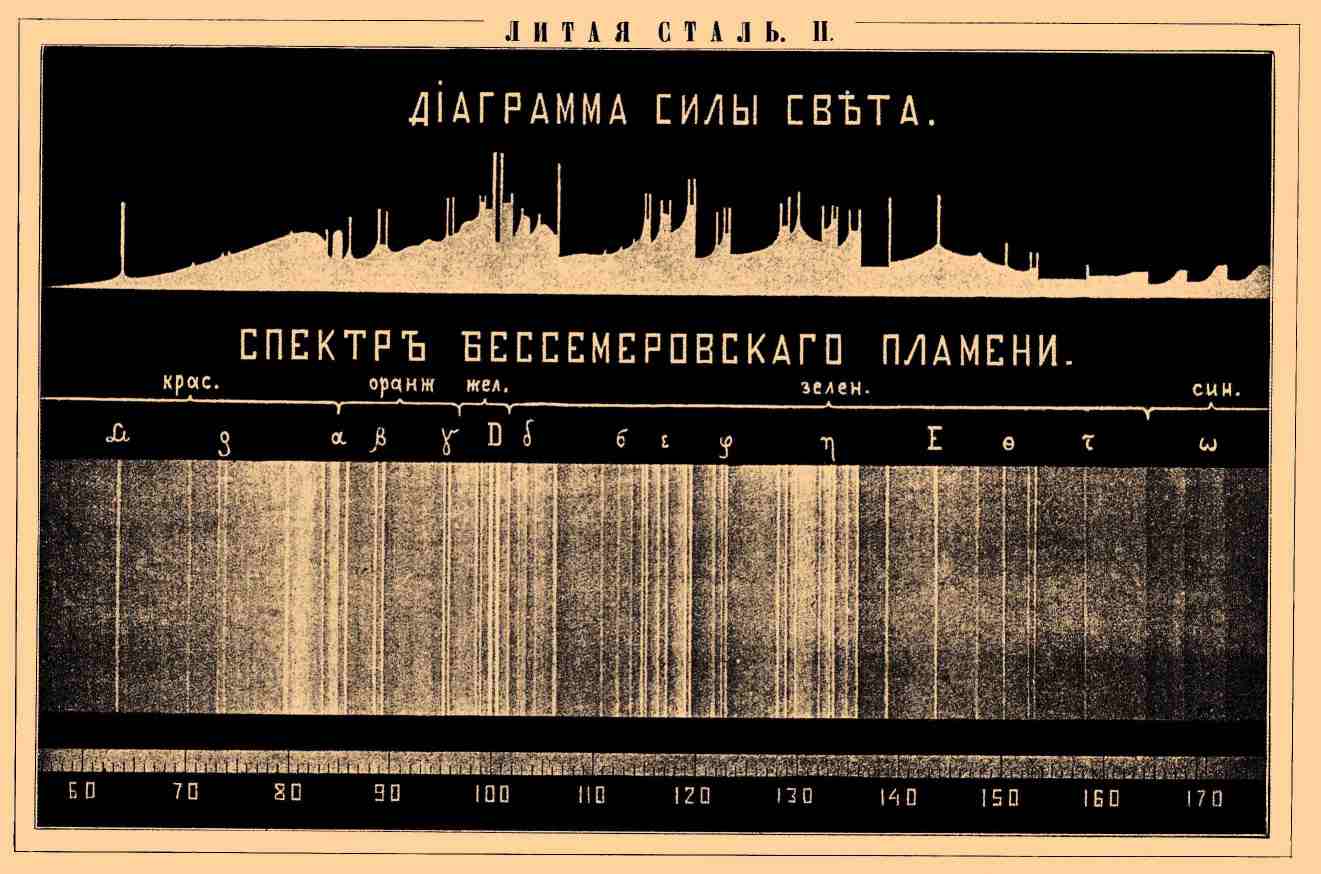
ЛИТАЯ СТАЛЬ II.
Диаграмма силы света. Спектр бессемеровского пламени.
С началом 3-его периода появляется в желтом поле линия б (106,3), а вслед за тем в красном группы α, ß и линия Li (63,9), принадлежащая металлу литию. Потом в зеленом поле группа ε (115-120) и линии 138,7 и 143,6 и в оранжевом γ (95,9) и т. д. Все эти линии принадлежат углероду, марганцу, кальцию, литию и другим телам, находящимся в чугуне и набойке реторты. Одновременно с уменьшением шума и падением пламени спектр темнеет, покрывается как бы вуалью, и вслед за тем начинают исчезать группы линий в порядке, обратном их появлению, за исключением только желтой линии натрия и красной лития, которые остаются без изменения. Исчезновение спектра совершается в продолжение 4-6 секунд и дает очень ясное указание на конец процесса. Табл. II представляет спектр пламени в 3 периоде процесса; диаграмма же изображает для ясности силу света отдельных линий и их групп. Чтобы выяснить все вышеупомянутые явления, следует сперва познакомиться с химической стороной процесса. Следующая таблица представляет анализы металла, взятого из ванны в различное время процесса.
|
Чугун при спуске в реторту |
При конце 2-го периода |
Перед концом 3-го периода |
После окончания процесса |
После прибавки зеркального чугуна |
|
| Углерода |
3,93 |
2,645 |
0,949 |
0,087 |
0,234 |
| Кремния |
1,96 |
0,443 |
0,112 |
0,028 |
0,033 |
| Марганца |
3,460 |
1,645 |
0,429 |
0,113 |
0,139 |
| Серы |
0,018 |
Следы |
|||
| Фосфора |
0,040 |
0,040 |
0,045 |
0,045 |
0,044 |
| Меди |
0,085 |
0,091 |
0,095 |
0,120 |
0,105 |
Из этой таблицы видно, что вначале окисляется только кремний и марганец, углерод же выгорает главным образом в 3 периоде. Сера окисляется легко, особенно в присутствии значительного количества марганца; фосфор при кислом способе совсем не выделяется; процентное содержание его даже увеличивается вследствие общего угара металла. Раньше принимали, что эти элементы прямо сгорают на счет кислорода воздуха. Однако на основании дальнейших исследований можно предположить, что при бессемеровании окисляется кислородом воздуха исключительно только железо, окислы которого действуют уже на кремний, марганец и углерод. Начальная темп. чугуна (ок. 1200°) недостаточна для выделения из него углерода, но она совершенно достаточна для сгорания кремния и марганца. Продукт сгорания этих элементов есть шлак, поэтому в начале процесса не замечается ни пламени, ни спектра. Спустя несколько минут температура металла от окисления кремния повышается приблизительно на 2 00°, и при ней начинает гореть углерод, что обнаруживается образованием обильного пламени. Пламя сначала то вспыхивает, то опять падает — показание, что кремний перебивает еще кислород у угля. Но с постоянным возрастанием температуры сродство углерода к кислороду сильно увеличивается, кремний уже почти не горит, и наступает 3-й, так наз. эруптивный, период выгорания углерода. Темп. в реторте в этом периоде выше 1660°. Эрупция при выгорании углерода зависит от того, выгорел ли весь кремний или же часть его осталась еще неокисленной. При отсутствии кремния горение углерода крайне энергично и вызывает сильное извержение; наоборот, присутствие кремния замедляет реакцию, и горение углерода совершается спокойнее. От сгорания при высокой температуре разных элементов чугуна и набойки выделяются из горла реторты газы, которые дают обильный линиями спектр. При конце процесса, когда выгорел почти весь углерод, уменьшается количество газов; укорачивается и пламя, вследствие чего линии спектра пропадают. В это время выгорают остатки кремния и марганца. Если металл доводится до совершенного обезуглероживания, то такой способ бессемерования называют английским. Образование окислов железа при этом способе требует прибавки зеркального чугуна для раскисления и обуглероживания металла. В настоящее время он употребляется повсеместно. Ход этого процесса изображен графически на прилагаемой диаграмме (1).
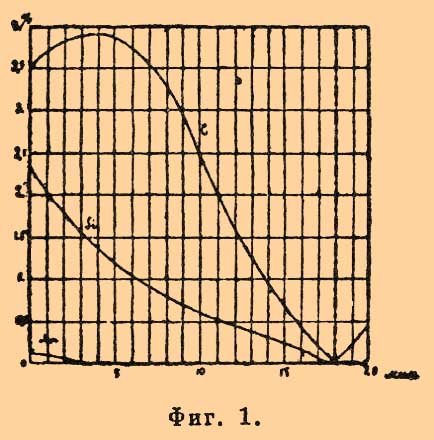
Фиг. 1
При бессемеровании сильномарганцовистых чугунов образованию окислов препятствует остающийся марганец, и в этом случае можно останавливать процесс при желаемом содержании углерода в металлической ванне без добавки зеркального чугуна после операции. Этот способ известен п. назв. шведского. Для остановки процесса по этому способу руководствуются пробами металла и шлака из реторты, что сильно затрудняет ведение процесса. Ход процесса по шведскому способу представляет следующая диаграмма (фиг. 2).
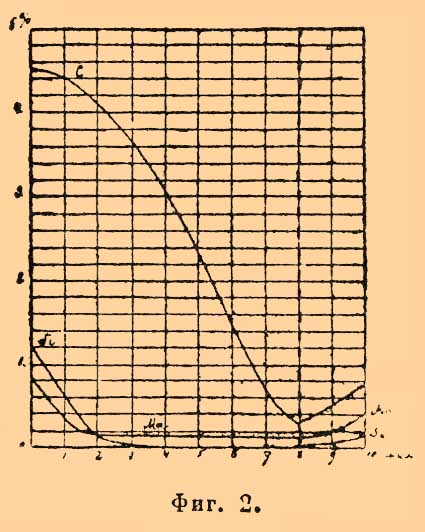
Фиг. 2
Есть еще 3-й способ, так называемый немецкий. Он отличается от английского меньшим содержанием кремния в шихте и сильным перегревом чугуна в вагранке. Вследствие этого сгорание углерода начинается с самого начала процесса вместе с кремнием, и оно совершается спокойно, без извержений. Кремний окисляется во все время процесса и даже по выделении всего углерода. По этому способу после полного обезуглероживания металла нужна еще некоторая передувка его, как показывает следующая диаграмма (фиг. 3).
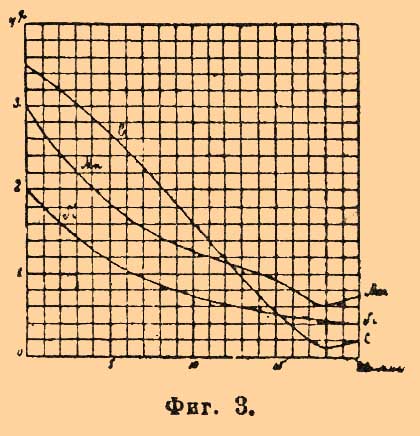
Фиг. 3
Способ этот можно бы скорее назвать русским, потому что обуховский завод раньше Германии переделывал малокремнистые уральские чугуны с предварительным перегревом их в вагранке. На Ново-Салдинском заводе тоже давно практикуется этот способ. Чугун спускают из домны в отражательную печь, добавляют к нему стального лома и сильно его перегревают, вследствие чего избавляются от первого периода. Вся заслуга Германии заключается в теоретическом исследовании этого способа профессором Мюллером. Продолжительность процесса зависит главным образом от состава шихты и от начальной температуры чугуна. Кремний сильно удлиняет 1-й период; так, напр., при содержании в шихте 2% Si первый период продолжается от 6-9 минут, а весь процесс от 15-20 минут, при 1/2 кремния весь процесс длится от 7-9 мин., причем первый период продолжается только 1 минуту. Марганец замедляет процесс, между тем тепловой эффект при его сгорании небольшой; подобным образом действует и углерод. Поэтому чугун, заключающей в себе только железо и кремний, был бы самым идеальным материалом для бессемерования. Тогда не существовало бы совсем 3-го периода, а вместе с тем и лишней траты металла. На Обуховском заводе при содержании около 1% кремния и 3/4 % марганца первый период продолжается 2-4 минуты, второй 1 1/2 -2 минуты, третий 4-5 минут. Общая продолжительность процесса 9-11 минут. В Англии при сильно кремнистой шихте процесс длится 15-20 минут, а иногда и 1/2 часа.
с) Обуглероживание металла. Металл, доведенный почти до совершенного обезуглероживания, содержит от 0,02 до 0,05% углерода и много растворенных окислов железа. Чтобы придать металлу желаемую твердость и восстановить железо, добавляют после конца процесса расплавленный зеркальный чугун. На раскисление такого продукта требуется около 0,2% (по весу насадки) металлического марганца. Для получения стали с содержанием около 0,4% марганца надо ввести около 6% металлического марганца. Зеркальный чугун, употребляемый для бессемерования, содержит от 10-16% марганца и всегда добавляется в расплавленном состоянии. На некоторых заводах после прибавки зеркального чугуна металл передувают еще около 1/2 минуты. При такой операции часть марганца и углерода выгорает напрасно. Для очень мягких сортов стали добавляют в кусках один ферромарганец с содержанием от 60-80% марганца и около 6% углерода. В случае более твердых сортов кроме зеркального добавляют еще рафинированный чугун. Чтобы получить очень твердые сорта, приходится вводить много чугуна, а вместе с ним и ненужных примесей, поэтому в последнее время начали прибавлять к металлу чистый углерод в виде древесного угля, кокса или антрацита. Этот способ, предложенный англичанином Дерби (Darby), состоит в том, что обуглероженный в реторте металл раскисляют добавкой ферромарганца и потом переливают в ковш, в котором находится мелкий кокс или антрацит. На заводе Феникс в Вестфалии из размельченного антрацита, смоченного известковым молоком, приготовляют кирпичи, которые после просушки укладывают на дно ковша и заливают металлом. После сильной пламенной реакции, длящейся от 3-5 мин., обуглероженную сталь разливают по изложницам. В зависимости от твердости стали на 100 0 кгр. металла количество прибавляемых угольных кирпичей следующее:
|
для 0,10-0,15% углерода |
2,5-0,8 кг кирпичей |
|
для 0,15-0,20% углерода |
3,0-3,5 кг кирпичей |
|
для 0,25-0,30% углерода |
4,0-4,5 кг кирпичей |
|
для 0,30-0,35% углерода |
5,0-5,5 кг кирпичей |
|
для 0,40-0,50% углерода |
7,0-8,0 кг кирпичей |
|
для 1% углерода |
20,0 кг кирпичей |
т. е., что около 50% углерода поглощается металлом. Этот способ применяется за границей с большим успехом, и сталь получается очень высоких качеств.
Посредством кислого способа бессемеровская сталь может быть приготовлена различной твердости, начиная от 0,15 до 1% углерода, но обыкновенно содержание углерода бывает от 0,2 до 0,6%. Для более мягких сортов употребляется основной способ (см. ниже), а чаще всего предпочитается мартеновская сталь, которая отличается большой вязкостью и гибкостью. Бессемеровская сталь выше 0,6% углерода вследствие значительной прибавки зеркального чугуна, заключает в себе много ненужных примесей, которые придают ей хрупкость. Сорта средней твердости, приготовленные из соответственных материалов, по своим качествам мало отличаются от стали, полученной другим способом. Эта сталь идет на вагонные и локомотивные оси, бандажи, разные машинные части, а главным образом для рельсов. На Обуховском заводе из бессемеровской стали приготовляют кожухи для полевых орудий, небольшие орудийные кольца, резервуары для мин Вайтхеда и разные мелкие поковки. Кроме того, изготовлялись ружейные стволы, вагонные и локомотивные шины.
Следующая таблица показывает пределы упругости и удлинения при разных твердостях стали.
|
Состав |
Упругость сопротивл. в кг на кв. мм |
Сопрот. разрыву в кг на кв. мм |
Удлинение в %, около |
|
|
Углерод в % |
Марганец в % |
|||
|
0,2-0,25 |
От 0,4 — 0,5 |
18-22 |
40-45 |
23 |
|
0,25-0,3 |
22-25 |
45-52 |
20 |
|
|
0,3-0,35 |
25-28 |
52-58 |
18 |
|
|
0,35-0,4 |
28-32 |
57-60 |
16 |
|
|
0,45-0,55 |
30-35 |
60-65 |
15 |
|
Самое большое количество бессемеровской стали производится в Англии и в Соединенных Штатах, как показывает следующая таблица.
|
Год |
Англия |
Соедин. Штаты |
|
тонны |
||
|
1881 |
1094000 |
1365000 |
|
1882 |
1441000 |
1538000 |
|
1883 |
1673000 |
1500000 |
|
1884 |
1299000 |
1396000 |
|
1885 |
1290000 |
1390000 |
|
1886 |
1370000 |
- |
|
1887 |
1694000 |
- |
Основной способ бессемерования. Исследования процесса пудлингования показали возможность выделить фосфор из металла, если процесс окисления чугуна совершается в присутствии щелочных (основных) шлаков, бедных кремнеземом. Это вызвало предположение о дефосфоризации чугуна и в бессемеровской реторте. В 1878 г. англичане Томас и Гильхрист сделали набойку реторты из доломита и пробовали перерабатывать в ней фосфористые чугуны с прибавкой жженой извести. Опыты увенчались хорошим успехом, и таким образом явилась возможность получать сталь из материалов, которые раньше не находили употребления. Этот способ носит название основного процесса (иногда его называют томасированием в отличие от бессемерования). Аппарат для этого вследствие более толстого слоя набойки делается несколько больших размеров, чем для кислого. Доломит, годный для набойки, должен содержать около 50% СаО, 30% Mg, 5% Al 2O3, 5% FeO и 10% SiO 2, т. е. около 85% основных окислов, которых в ганистре только ок. 3%. Реторту вымазывают смесью обожженного доломита с 10% угольной смолы, или же из этой массы приготовляют кирпичи, которыми выкладывают внутри реторту. Для основного процесса употребляют чугуны приблизительно следующего состава: 1-3% фосфора, 0,3-0,75% кремния и 1-2% марганца. Большое содержание кремния дают шлаки, богатые кремнеземом, для противодействия которому надо добавлять много извести. Уменьшение теплового эффекта от недостатка кремния вознаграждается фосфором, 1 кгр. которого при сгорании дает 5760 един. теплоты. Марганец способствует разжижению шлаков. Добавка извести производится до выпуска чугуна из вагранки в реторту. Количество ее (14-16%) зависит от содержания кремния и фосфора в чугунах. На некоторых заводах для разжижения шлаков к извести прибавляют еще плавиковый шпат и железную окалину. Основной процесс подразделяют на 4 периода. Первые три отличаются от периодов кислого способа только краткостью или полным отсутствием первого периода вследствие малого содержания кремния; в 4 период, которого нет в кислом процессе, происходит энергичное окисление фосфора и железа. Его называют передувкой. Фосфорная кислота с закисью железа дает соль, которая от действия извести переходит в фосфорнокислую известь. Это соединение задерживается в шлаке только при отсутствии углерода, который опять восстановляет фосфор, поэтому дефосфоризация происходит только после выгорания углерода, т. е. во время передувки металла. Время передувки зависит от количества фосфора; обыкновенно она продолжается от 3 до 5 минут. Конец операции узнается помощью проб металла, взятого из реторты, или же по времени, определенному раньше опытом. Затем поворачивают реторту, сливают из нее шлак (богатый фосфорной кислотой, а потому применяемый для удобрений под назв. — томасовы шлаки) и прибавляют к металлу зеркальный чугун, которого при основном способе добавляется гораздо больше, чем при кислом, потому что во время передувки окисляется много железа. Анализы проб металла, взятого в разное время процесса, представляют весь ход выгорания разных элементов.
|
Насадка |
По прошествии минут |
После прекращения дутья |
После прибавки зеркального чугуна |
|||||||
|
5 |
71/2 |
9 |
12 |
131/4 |
131/12 |
141/4 |
||||
|
Углерода Кремния Марганца Серы Фосфора Никеля Меди |
3,12 0,56 0,41 0,41 1,398 0,07 0,04 |
2,51 0,01 0,18 0,44 1,44 0,08 0,04 |
1,73 0,006 0,19 0,43 1,40 0,08 0,04 |
1,19 0,008 0,21 0,42 0,35 0,07 0,05 |
0,07 0,005 0,11 0,47 0,07 0,06 0,05 |
0,03 0,001 0,07 0,46 0,52 0,07 0,05 |
0,08 - 0,10 0,24 0,132 0,07 0,05 |
- - 0,07 0,21 0,066 0,04 0,05 |
0,07 0,001 0,06 0,20 0,046 0,08 0,04 |
0,20 0,003 0,31 0,15 0,067 0,06 0,06 |
При основном процессе угар металла бывает обыкновенно на 3-6% больше, чем при кислом способе. В среднем этот угар доходит до 15%, а иногда и до 18%. Несмотря на малую стоимость фосфористых чугунов, пуд основной стали обходится на 10-12 копеек дороже кислой, потому что расходы на известь, доломит и частый ремонт набойки, а также и большой угар металла удорожают этот продукт. Но возможность получения очень мягких сортов стали со следами кремния, фосфора и марганца дали этому способу громадное преимущество. Хорошая свариваемость, тягучесть и вязкость этого металла позволили применять его на котельные листы и сортовой материал вместо железа. Однако вследствие трудности взятия проб из реторты во время короткой передувки и по отсутствию других признаков контролирования дефосфоризации количества стали подвергаются частым колебаниям, и поэтому предпочитают получать очень мягкие сорта стали в мартеновских печах, о чем будет сказано ниже. Несмотря на это, в 1893 г. в Европе из реторт с основной набойкой отлито с лишком 31/2 млн. тонн стали.
Способы бессемерования малых посадок. С экономической стороны эти способы не представляют большой выгоды, но для мелких заводов они имеют большое значение, потому что без особенных затрат по устройству дают им возможность иметь свои сталелитейные. В настоящее время способ маленьких насадок нашел большое применение в Швеции, Франции, главным образом в Америке. Первые маленькие аппараты были устроены в 1883 г. в Америке на заводе Оливье (Olivier) инженерами Клапп и Грифит, от которых получили свое название. Этот аппарат представляет только измененную форму 1-ой неподвижной печи, построенной в Швеции. На фиг. 14 (табл. I) представлен аппарат Клапп-Грифита, улучшенный Witherow. Воздуходувная труба А проводит воздух по трубкам r в воздушную коробку и к фурмам, напротив которых помещены клапаны, служащие для регулирования притока воздуха в реторту. После конца операции при выпуске металла через пробитое нижнее отверстие дутье не останавливают, а только посредством клапанов уменьшают давление настолько, чтобы металл не залил фурм. Насадка от 1-1 1/2 тонн; давление дутья 1/2 атм., процесс продолжается от 10 до 15 минут. Шлаки по мере образования выпускают через боковое отверстие, что дает возможность удалять некоторое количество фосфора. На ф. I, 16 представлен вращающийся аппарат, употребляемый в Швеции на заводе Авеста. Вместимость реторты около 1 тонны, давление дутья 1/2 атмосф.; продолжительность процесса 7 минут. На ф. I, 17 представлен вращающийся аппарат Робера. Реторта имеет D- образную форму. Фурмы помещаются в плоской стенке под некоторым углом, вследствие чего металл при вдувании воздуха приходит в вращательное движение. В последнее время на заводе Leg é nisel близ Парижа с успехом работают малые аппараты по способу Warland'a. Этот способ заключается в том, что после конца процесса поворачивают реторту, добавляют в нее некоторое количество кремнистого чугуна и вторично передувают в продолжение 1 1/2 -2 минут, а потом добавляют ферромарганец. Металл отличается большой жидкостью, хорошо заполняет форму и по своей плотности представляет отличный материал для фасонных отливок.
III. Мартеновский способ. Сплавлением чугуна с железом для приготовления Л. стали на поду отражательной печи пользуются в технике с 1866 г., т. е. с тех пор, когда французский инженер Мартен применил для этой цели устроенную Сименсом регенеративную печь, в которой можно получить очень высокую температуру. По имени изобретателей способ этот называют Сименс-Мартена, или, как говорят обыкновенно, — Мартеновским. Таким образом явилась возможность перерабатывать железный и стальной лом в большие массы Л. стали. Печь Сименса (фиг. I, табл. III) состоит из двух частей: нижней и верхней. Первую составляют четыре регенеративные камеры, из которых крайние для газа, средние для воздуха (см. Регенеративные печи).
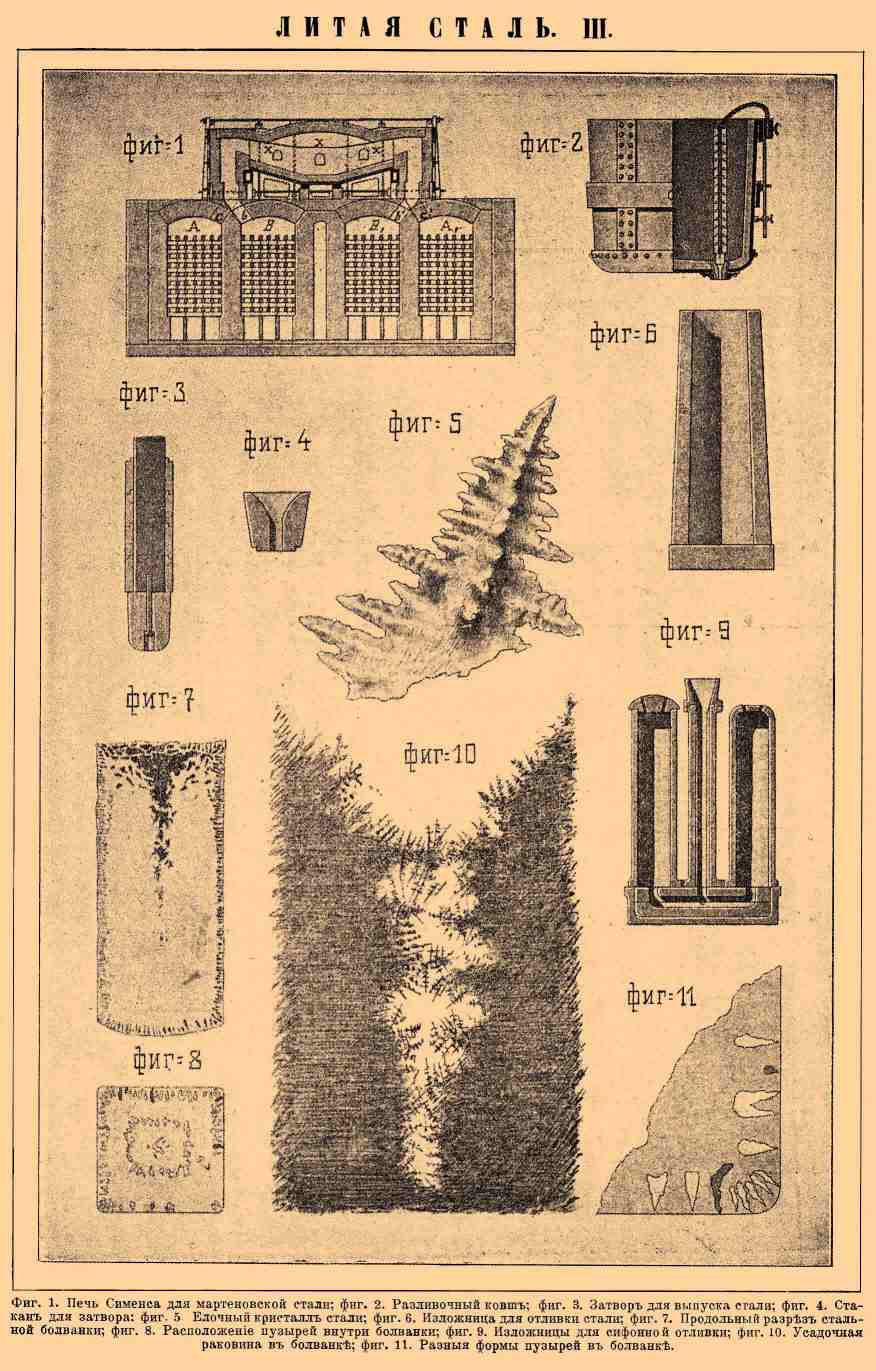
ЛИТАЯ СТАЛЬ III.
Фиг. 1. Печь Сименса для мартеновской стали. Фиг. 2. Разливочный ковш. Фиг. 3. Затвор для выпуска стали. Фиг. 4. Стакан для затвора. Фиг. 5. Елочный кристалл стали. Фиг. 6. Изложница для отливки стали. Фиг. 7. Продольный разрез стальной болванки. Фиг. 8. Расположение пузырей внутри болванки. Фиг. 9. Изложницы для сифонной отливки. Фиг. 10. Усадочная раковина в болванке. Фиг. 11. Разные формы пузырей в болванке.
Вторая часть состоит из плавильного пространства, стенки, свод и под которого выложены угнеупорным кирпичом. Кроме того, под покрывается толстым слоем кварцевого песка, который при высокой температуре спекается и образует прочную оболочку против разрушительного действия расплавленного металла. Через дверки x, x, x заваливается материал и перемешивается жидкий металл. Накаленный в регенераторах А и В газ и воздух вступают в печь каналами с и b и, сгорая, дают высокую температуру и отдают часть своей теплоты плавильному пространству, продукты же сгорания каналами с' и b' направляются в камеры А', В', нагревают их и уходят в трубу. После некоторого промежутка времени помощью клапанов продуктам горения дают противоположное направление. Вместимость мартеновской печи чаще всего бывает от 5 до 10 тонн, но для больших отливок устраивают печи в 15, 25 и даже 35 тонн.
В зависимости от содержания фосфора в материалах изменяется и способ ведения мартеновского процесса. Для чистых бесфосфористых материалов устраивают кремнистый под, а фосфористые чугуны переделываются на поду из известняка, доломита или магнезита. Первый способ называют кислым, второй основным. Имеется еще третий, так называемый нейтральный способ получения мартеновской стали на поду из хромистого железняка, который не участвует в химических процессах плавки, и потому на нем можно перерабатывать как фосфористые, так и бесфосфористые материалы.
а) Кислый способ. Кроме фосфора, не выделяющегося в присутствии кремнекислых шлаков, материалы для этого процесса не должны содержать много кремния и марганца, которые сильно замедляют процесс; сверх того марганец разрушает футировку печи. В главных чертах этот способ состоит в следующем: в предварительно раскаленную печь забрасывают сперва чугун, которого берут от 15 до 35% по весу всей насадки, а затем заваливают все остальное, т. е. стальной и железный лом, а иногда и руду. Благодаря высокой температуре печи сначала расплавляется чугун, а потом и остальная масса. При этом окисляется некоторая часть кремния и марганца, находящихся в чугуне, а также и железо. Соединения этих окислов образуют шлак, который всплывает на поверхность жидкого металла и способствует дальнейшему его окислению. После сгорания примесей берут пробу и забрасывают в печь зеркальн. чугун или ферроманган, марганец которых раскисляет ванну, а углерод обуглероживает металл. Продолжительность процесса зависит от мягкости готового продукта и от процентного содержания чугуна в насадке. В среднем процесс продолжается от 5 до 8 часов. При более значительных содержаниях в насадке чугуна для ускорения процесса пробовали применять разные способы, например вращающийся наклонный под (система Перно), чем достигалось перемешивание металла и ускорялось его окисление; или же по способу Виртембергера, наподобие бессемерования, вдувался в печку воздух посредством сопел и т. п. Все эти способы теперь оставлены. Прибавка в этом случае некоторого количества железной руды оказалась более практичной. Руда, добавляемая порциями по расплавлении насадки, действует сильно окисляющим образом на металл и ускоряет ход процесса. Рудный способ имеет большое преимущество в тех местностях, где нет достаточного запаса старого лома и где руда стоит недорого. Железная руда должна обладать хорошими качествами, не заключать вредных примесей и быть удобновосстановляемой. Шихта для этого способа состоит из 20-25% руды, 15-20% железного лома и 50-60% чугуна. При рудном процессе угар металла около 20%, т. е. на 5% больше, чем в предыдущем случае. В последнее время прибавляют к шихте руду в виде брикетов, изготовленных из смеси размельченной руды и угля. На 100 частей руды берется 22-25% частей угля. На 800 кгр. чугуна и на такое же количество лома требуется 1500 кгр. брикетов и получается 2000 килограммов готовой стали. Способ этот известен под названием императори (по фамилии изобретателя, итальянского инженера).
б) Основной способ. При переработке фосфористых материалов в мартеновской печи набойка пода должна иметь основной характер, т. е. состоять из магнезита или доломита. Для устройства магнезиального пода приготовляют кирпичи из обожженного магнезитового шпата. Состав хорошего магнезита: 90-96% МgСО 3; 0,5-2% СоСО 3; 3-5% FеСО 3; 0-1% SiO2 и 0-0,5 Аl 2 О 3. Чаще всего основную набойку делают из доломита, состав которого непостоянен: 1-3% SiO 2; 0,2-6,5% Al2O3; 0,5-3% Fe2O3; 29-35% CaO; 15-2 2% MgO и 40-47% CO 2. Обожженный и размельченный доломит смешивают с обезвоженной смолой для получения пластичной массы, которой утрамбовывают под печи или же выкладывают под хорошо обожженными кирпичами из этой массы. Чугун для основного процесса, как и при бессемеровании, не должен заключать много кремния. Приблизительно состав их следующий: 3-5% С; 0,3-1% Si; 0,5-2% Mn; 0,5-3% P. Для выделения фосфора шлаки необходимо должны быть основными, поэтому в начале процесса и во время самой операции прибавляется некоторое количество извести (6-10%), а кроме того и окалина. Плавка ведется следующим образом: забрасывают в раскаленную печь около 6-10% (по весу чугуна) извести и столько же руды вместе с окалиной, а затем кладут чугун. При его расплавлении образуются основные шлаки, которые поглощают часть фосфора. После спуска этих шлаков и после новой прибавки извести заваливают половину железного и стального лома и опять спускают образовавшиеся шлаки. Затем забрасывают свежую порцию извести, потом остальную половину насадки и еще раз спускают шлаки. Когда прекратится кипение металла, т. е. выгорит углерод, то оставшийся фосфор окисляется в фосфорную кислоту, которая с окислами железа образует трехосновную фосфорно-железную соль. В присутствии сильного основания в шлаках эта соль переходит в 4-хосновную фосфорно-известковую соль, уже не разлагаемую вследствие отсутствия углеродистого железа и кремния. Этот богатый фосфором шлак удаляют, металл перемешивают и берут пробу, по излому которой судят о степени дефосфоризации. Наконец, для раскисления металла прибавляют ферроманган и выпускают сталь. Процесс продолжается от 6-9 часов, угар металла от 12-18%; расход каменного угля около 0,6 пд. на пуд стали.
с) Нейтральный способ. Под и нижнюю часть печи для этого способа выкладывают или кусками хромистой руды на известковом цементе, или же сильно обожженными кирпичами, которые приготовляют из смеси измельченной руды с 5-8% смолы. Наиболее употребляемая для этого руда имеет следующий состав:
| Cr2O3 (окиси хрома) |
44,10% |
| Al2O3 (окиси алюминия) |
6,72% |
| FeO (закиси железа) |
22,42% |
| MgO (окиси магния) |
23,14% |
| SiO2 (кремнезема) |
3,16% |
Кремнекислота, основания и высокая температура не действуют на такой под, и потому на нем можно переплавлять как фосфористые, так и бесфосфористые материалы, для чего он покрывается или слоем из доломита и извести, или из кварцевого песка. Чаще всего нейтральный под устраивают для основного процесса, соблюдая при работе такие же предосторожности, как было указано выше. Работа на нейтральном поду вследствие малого ремонта печи, незначительного расхода материалов и меньшего угара металла выгоднее других способов. Полученная этим способом сталь отличается особенною мягкостью и большою тягучестью. Металл, содержащий 0,1% С и 0,4% Mn, дает 36-38 кгр. на кв. мм сопротивления при 30% удлинения.
При мартеновании получаемый металл доводят или до полного обезуглероживания, или же оканчивают процесс при различном содержании углерода. Степень обуглероживания металла узнают по пробам, зачерпнутым ложкой из металлической ванны. Прокованную и охлажденную в воде пробу сгибают под молотком и по гибу и виду излома судят о готовности и прочности продукта. Проба при 0,1% углерода гнется вплотную без трещин. При 0,15% — дает малую трещину; при 0,2% — ломается около 180°, не имея в изломе кристаллического сложения; при 0,25% в изломе следы кристаллического сложения; при 0,35 излом наполовину кристаллический и т. д. Количество добавляемого в конце операции зеркального чугуна зависит от желаемой твердости стали, от степени обезуглероживания металла и процентного содержания примесей в добавке. При расчете надо принять во внимание, что для раскисления металлической ванны, содержащей около 0,1% С, требуется ввести ок. 1% металлического марганца, причем половина его сгорает непродуктивно; углерода выгорает от 25-30%, кремния — около 50%. Химический состав материалов, употребляемых для добавки, приблизительно следующий:
|
Углерод |
Марганец |
Кремний |
Алюминий |
|
| Зеркальный чугун |
4-51/2% |
10-20% |
0,1-0,4% |
0 |
| Ферромарганец |
4-6% |
45-80% |
0,1-0,3% |
0 |
| Ферросилициум |
3-4% |
1 /2 -1% |
8-15% |
0 |
| Ферроалюминиум |
3-4% |
0,3-0,5% |
0,1-0,3% |
8-12% |
Для получения плотных беспузыристых отливок перед самым выпуском стали прибавляют в ковш или желоб около 0,1% металлического алюминия. Смотря по назначению, кислую мартеновскую сталь можно получить всевозможной твердости, начиная с 0,15% С до 1%. Следующая таблица показывает состав разных сортов стали.
|
Углерод |
Марганец |
Кремний |
Фосфор |
Сопрот. разрыву в кгр. на кв. мм |
Удлинение в % |
|
| Для листов |
0,15-0,20 |
0,5-0,75 |
0,05-0,08 |
0,01-0,03 |
45-50 |
25-30 |
| Осевая |
0,25-0,30 |
0,5-0,75 |
0,05-0,10 |
0,01-0,03 |
50-60 |
20-25 |
| Рельсовая |
0,30-0,45 |
0,5-0,75 |
0,03-0,15 |
0,05-0,07 |
55-70 |
12-18 |
| Бандажная |
0,40-0,45 |
0,5-0,75 |
0,08-0,10 |
0,01-0,05 |
55-75 |
12-15 |
| Рессорная |
0,45-0,60 |
0,5-0,75 |
0,10-0,15 |
0,03-0,10 |
60-80 |
8-12 |
При основном способе можно доводить металл до полного обезуглероживания без опасности получить пережженный продукт, потому что основные материалы задерживают окисление железа. Сталь, полученная основным способом, по содержанию углерода чаще всего разделяется на 3 номера.
|
Химический состав |
Механич. испытание |
|||||
|
Углерод |
Марганец |
Фосфор |
Кремний |
Разрывн. груз кгр. на кв. мм |
Удлинение в % |
|
| 3М. самая мягкая (extra doux) |
0,04-0,06 |
0,02-0,4 |
0,01-0,03 |
- |
35 |
35 |
| 2М. очень мягкая (demi doux) |
0,1 |
0,25-0,5 |
0,02-0,05 |
0,01-0,05 |
35-40 |
25-30 |
| M. мягкая (doux) |
0,12-0,18 |
0,4-0,6 |
0,03-0,05 |
0,01-0,05 |
42 |
25 |
Для получения этих сортов стали оканчивают процесс тогда, когда взятую пробу из печи можно согнуть вчетверо; при этом металл двух первых сортов должен сгибаться без трещин. Сталь 3М главным образом идет на котельные листы и заклепки. Она сваривается отлично и по своей мягкости равняется самому мягкому железу. Сталь 2М употребляется на все сорта листов, на накладки для рельсов, на балки, угольники для мостов и разных построек и т. п. Сталь M идет главным образом для корабельных листов, а также и для некоторых сортов фасонных отливок. Основной способ имеет большое преимущество перед другими по следующим причинам: а) можно получить металл с весьма малым содержанием фосфора даже из сильно фосфористых материалов; b) можно приготовить почти безуглеродистую сталь, содержащую 99,5% металлического железа; с) хорошего качества основные материалы лучше кремнистых противостоят сильному жару и менее портятся от влияния окислов и шлаков. Вообще, более мягкие сорта стали до 0,2% углерода приготовляют основным способом. Для сортов стали выше 0,6% углерода при мартеновском способе приходится прибавлять значительное количество зеркального чугуна, при чем вместе с углеродом вводятся поневоле и другие примеси, которые сообщают стали нежелаемую хрупкость. Поэтому в последнее время стали обуглероживать металл добавлением древесного угля или кокса, как было указано при бессемеровании. По своим качествам и дешевизне мартеновская сталь нашла очень широкое применение и вытесняет применение других способов.
Нижеследующая таблица показывает производство сварочной и литой стали в России за несколько последних лет.
|
Год |
Цементн. |
Пудлингован. |
Бессемер. |
Мартеновск. |
Тигельн. |
Всего на пд. |
|
1881 |
221911 195404 197405 |
17615469 14924838 13348579 |
? |
17906380 |
||
|
1882 |
? |
15120242 |
||||
|
1883 |
? |
13545984 |
||||
|
1884 |
110653 |
167112 |
6260664 |
4190606 |
231645 |
12635984 |
|
1885 |
91656 |
139531 |
5616817 |
4580310 |
228963 |
11776277 |
|
1886 |
98915 |
218953 |
4141145 |
7119389 |
273290 |
14761329 |
|
1887 |
100396 |
237689 |
4228641 |
7348348 |
215463 |
13769537 |
|
1888 |
118754 |
145587 |
3175000 |
9921113 |
260181 |
13570735 |
|
1889 |
107888 |
223185 |
4863780 |
10298453 |
302446 |
15795752 |
|
1890 |
88293 |
26265 (?) |
7221428 |
15436034 |
330770 |
23102797 |
Отливка стали. Приготовленную одним из вышеупомянутых способов жидкую сталь можно разлить по формам и получить из нее стальные слитки, или болванки. Для этого жидкий металл предварительно выливают из реторты или из печи в переносный резервуар, называемый разливочным ковшом. Ковш (фиг. 2, т. III) склепывают из листового железа и вымазывают внутри огнеупорной массой. В дне его находится одно или два отверстия со вставными огнеупорными втулками, стаканчиками (ф. III, 4), которые запираются такими же пробками (ф. III, 3). Пробка укрепляется на стержне, называемом затвором. При отливке из мартеновских печей ковш перемещается на тележке, которая движется по рельсам для перенесения металла от печи к чугунным формам, называемым изложницами (ф. III, 6). Они поставлены по прямой линии в углублении, называемом отливочной ямой, вдоль которой положены рельсы. В бессемеровской мастерской ковш ставят на конце длинной платформы, которая может вращаться на гидравлическом штоке и вместе с ним подниматься и опускаться. Изложницы расположены по дуге круга, который описывает ковш при вращении платформы. В том или другом случае ковш с жидкой сталью подвозят на предварительно подогретую изложницу и в нее выпускают металл, открывая нижнее отверстие котла посредством ручки затвора. Сталь из тигля выливают или в ковш, поставленный на форму, или в разветвления длинного желоба, по которому она стекает в изложницу. Смотря по назначению болванки и местным условиям, поперечное сечение изложниц делают круглое, шести— или восьмигранное, квадратное или прямоугольное, а для более свободного оседания стали при ее застывании верхнее сечение делается меньше нижнего. Изложницы чаще всего делаются с обоих концов открытыми и ставятся на отдельные чугунные днища (фиг. 6). Объем изложницы должен соответствовать требуемому весу болванки, причем надо принять в расчет, что один пуд жидкой стали занимает 140 куб. дм. Отливка стальной болванки имеет важное влияние на качество изготовляемого изделия, и часто сталь самых лучших качеств можно испортить неудачной отливкой. Вообще надо принять во внимание следующие предосторожности: диаметр струи, т. е. диаметр выпускного отверстия, или очка, должен соответствовать степени жидкости стали и размерам поперечного сечения изложницы; отливать сталь непрерывной струею, без длинных остановок; во избежание брызгов и заливин, прилипающих к стенкам изложницы, струю направлять по оси формы; замедлять отливку припиранием затвора в случае очень горячего металла или при отливке мягких сортов, в особенности основной стали, которая пенится и подымается в изложнице; прикрывать крышкой поверхность отлитого металла и держать в изложнице отлитую болванку до совершенного ее затвердения. Большие болванки лучше держать в изложнице до полного охлаждения или же горячую зарывать в мусор. При большом производстве и частых отливках для ускорения работы и экономии в топливе устраиваются теплоуравнительные колодцы Джерса. Они устраиваются ниже пола мастерской и представляют ряд кирпичных камер величиною немного больше болванки. Вынутую после отливки болванку помещают в такой колодезь и закрывают сверху крышкой. Колодезь нагревается теплотой первой болванки и затем регулирует теплоту следующих. Для отливки небольших болванок употребляется сифонная отливка. Она состоит в том, что на одном поддоне помещают несколько изложниц, которые соединяют между собою внизу каналами. Сталь отливается в среднюю изложницу, называемую литником, из которого по горизонтальным каналам жидкий металл вступает в остальные изложницы (ф. III, 9). При такой отливке болванки выходят совершенно чистые, без заплесков и брызгов, а кроме того ускоряется и упрощается отливка. Смотря по надобности и по величине болванок, с литником можно соединять от 2-40 изложниц. Каналы изготовляются из огнеупорного кирпича и возобновляются после каждой отливки. Литниковый канал выкладывается огнеупорной массой, чтобы сталь в нем не застывала во время отливки.
Затвердевание стали в болванке. Микроскопические исследования поперечных изломов застывших болванок показывают, что сталь при медленном переходе из жидкого состояния в твердое подвергается кристаллизации. Химические же исследования показали, что сталь представляет собой не что иное, как сплав чистого железа с углеродом, кремнием, марганцем, и что она при затвердевании подчиняется общим условиям сплавов (см. Сплавы металлов). На основании этих условий сперва из жидкой массы выделяются и выкристаллизовываются более тугоплавкие тела, т. е. чистое железо или по крайней мере наименее углеродистые его соединения. Первые выделившиеся тела, так сказать, зачатки кристаллизации, представляют собою центры организации или скоплений для других, после них образовавшихся кристаллов. Эти кристаллы, разрастаясь своими осями по трем перпендикулярным направлениям, встречаются друг с другом и срастаются. Степень разветвления и направление роста кристаллов зависит от места, где они образовались и какое они занимают в массе жидкого металла, а также и от скорости и направления охлаждения. У самой стенки изложницы охлаждение идет очень быстро, и сейчас образовавшаяся тоненькая корка застывшей стали задерживает центры кристаллизации друг около друга. Близость центров мешает свободному разветвлению, поэтому кристаллы вытягиваются по направлению, нормальному к охлаждающей поверхности, и образуют игольчатое сложение в виде призм с небольшим между собою сцеплением. С увеличением толщины застывающего наружного слоя болванки отдача теплоты остальной массой металла замедляется, и уже нет такого резкого, определенного направления, по которому идет ее отнятие, потому кристаллы гораздо свободнее развиваются по всем направлениям. Все эти кристаллы находятся в постоянном движении, вследствие чего, встречаясь и слипаясь между собою, они образуют скопления в виде многогранников, которые прилипают к застывшим стенкам. Каждый раз вновь выкристаллизовавшаяся более тугоплавкая (менее углеродистая) масса облепляет собою кристаллы, плавающие в оставшейся более сконцентрированной, еще жидкой массе, которая опять отлагается в виде новых ростков и т. д. Наконец, наиболее углеродистое соединение застывает последним. При таком застывании происходит постоянное уменьшение объема стали, для пополнения которого жидкий металл понижает свой уровень и образует в верхней части болванки пустое пространство. На внутренней поверхности этой пустоты замечаются целые груды ёлкообразных кристаллов (tannenbaumformiges Kristall, ф. III, 10), представляющих собою скелеты правильных октаэдров. Один из таких сростков представлен в увеличенном виде на ф. III, 5. Это явление послужило Д. К. Чернову главной основой для его теории сложения литой болванки (см. Микроструктура стали). Таким образом, мы видим, что болванка не представляет однородного и сплошного по всей массе тела, а имеет некоторые недостатки. В зависимости от условий остывания и состава стали эти недостатки могут проявляться в такой степени, что делают болванку негодною для употребления. Вследствие призматического сложения наружного слоя уменьшается прочность корки, и на ней иногда образуются трещины. Последовательное выкристаллизовывание более твердых соединений вызывает неоднородность химического состава, называемую ликвацией (см.). Уменьшение же объема затвердевающей стали образует пустоты в верхней части болванки, которые называются усадочными раковинами. Кроме этого, ближе к поверхности, а чаще всего возле наружной корки, встречается ряд небольших пустот довольно однообразной продолговатой формы, известных под назв. газовых пузырей (ф. III, 7 и 8, см. также соотв. статью). Пузыри, трещины, усадка и ликвация — это пороки болванки. Однако благодаря научным исследованиям удалось уничтожить некоторые из этих пороков, уменьшено дурное влияние других на организм стали и пр.
Трещины в литой болванке встречаются двух родов: наружные и внутренние. Первые из них бывают или продольные, или поперечные; вторые — чаще всего поперечные. Поверхностные продольные трещины происходят или в начале остывания болванки вследствие напора жидкого металла на образовавшуюся кругом стенок изложницы корку, или же сейчас после затвердения стали вследствие очень быстрого охлаждения наружного слоя. Главным фактором появления долевых трещин есть неравномерное остывание болванки и непрочное призматическое сложение наружной корки. Для устранения таких трещин замедлением отливки дают возможность образоваться толстой наружной корке, пока еще изложница не наполнена сталью. Кроме того, ставят изложницу в таких условиях, при которых происходит равномерное со всех сторон остывание болванки. Неровности на стенках изложниц, а также заливины и заплесни во время отливки задерживают и даже разрывают корку при укорачивании охлаждающейся болванки, образуя таким образом поперечные трещины. Внутренние трещины чаще всего происходят от очень быстрого охлаждения болванки. Вследствие быстрого охлаждения наружные слои остывают и стягиваются скорее внутренних и задерживают иногда укорачивание последних при их охлаждении настолько сильно, что они лопаются.
Одним из довольно важных недостатков стальной болванки есть ликвация (см.), т. е. свойство стали распадаться при затвердевании на сплавы, которых состав и температура плавления различны.
Усадочная пустота, раковина или усадка есть порок, присущий почти всем литым металлам. Величина ее зависит вообще от физических свойств данного металла, а главным образом от точки плавления и от большего или меньшего молекулярного сцепления частиц между собою. Для Л. стали объемная величина усадочной раковины зависит от температуры, при которой была отлита сталь, и от гравиметрической (см.) плотности тела болванки. По опытам, произведенным на Обуховском заводе, средний удельный вес жидкой бессемеровской стали равняется 7,07139, т. е., что один пуд жидкой стали при отливке занимает в изложнице 141 куб. дм. При переходе в твердое состояние такая сталь дает усадку, составляющую 9,22%. Между тем из взвешивания и определения объема полученных болванок объемная усадка составляла только 6,58%. Таким образом, 2,64% приходятся на усадочную раковину и пузырьки, рассеянные во всей массе болванки. Чем горячее сталь, тем больший объем будет занимать она в жидком состоянии, поэтому и объем усадочной раковины будет больше. Из этого вытекает, что чем мягче, т. е. тугоплавче сталь, тем усадка больше и наоборот.
|
Объем болванки в дцм |
Объем усадочной раковины |
|||
|
в куб. дцм |
в % |
|||
| Бессемеровская сталь | мягкая |
34,96 |
0,676 |
2,4 |
| твердая |
35,30 |
0,673 |
1,9 |
|
| Мартеновская сталь | мягкая |
36,80 |
0,80 |
2,2 |
| твердая |
36,80 |
0,68 |
1,8 |
|
| Тигельная сталь | мягкая |
15,92 |
0,25 |
1,6 |
| твердая |
55,54 |
0,67 |
1,2 |
|
Газовые пузырьки (см. ниже), образующиеся при затвердевании болванки, уменьшают усадочную раковину, потому что они вытесняют собою равный им объем стали. Таким образом, все успокоители, влияющие на уплотнение стали, увеличивают усадочную раковину. Форма усадочной пустоты зависит от формы и относительных размеров слитка и от условий остывания болванки; чаще всего она бывает воронкообразной формы (ф. III, 7). Чем короче эта воронка и чем ближе к верхнему концу болванки она помещается, тем выгоднее. Опыт показал, что самая выгодная форма усадочной воронки получается тогда, когда отношение высоты к диаметру болванки равно 2,5 до 3. Чем дольше находится верхняя часть болванки в жидком состоянии, тем короче усадочная воронка. Поэтому для уменьшения длины ее сейчас после отливки поверхность жидкой стали покрывают слоем дурного проводника теплоты, как напр. жидким шлаком или мелким древесным углем. С этой целью смазывают также стенки верхней части изложницы огнеупорной массой. Чаще всего эта часть изложницы делается съемною, в виде надбавки, называемой прибылью. Объем такой прибыли должен составлять от 20 до 25% всего объема болванки. Все эти способы до некоторой степени уменьшают, но не уничтожают вполне усадочной воронки, и потому верхняя часть около 1/4 веса всей болванки считается негодною для дела и при дальнйшей обработке отрубается (см. Ковка). Единственное средство для уничтожения усадочной раковины — прессование стали в жидком состоянии посредством гидравлического пресса (см. Витвортов пресс). Гораздо проще и дешевле, в особенности для небольших болванок, достигается эта цель посредством центробежного вращения изложницы, наполненной жидкой сталью. Изложницы цапфами подвешиваются на окружности большой платформы; по наполнении их сталью платформе придают вращательное движение (около 120 обор. в мин.), и вследствие центробежной силы изложницы поворачиваются в горизонтальное положение, а жидкая сталь, претерпевая сильное давление, застывает плотно, без усадочной раковины. В настоящее время этот способ с успехом применяется в Швеции.
Пузыри. Расположенные в виде пузырьков вблизи наружной корки пустоты (фиг. 7) представляют один из очень важных недостатков Л. стали. Большинство из них не сваривается при дальнейшей обработке раскаленной болванки (см. Ковка) и оставляет после себя следы в виде расслоек или волосовин, которые уменьшают прочность и качество изделий. Не вдаваясь в подробности этого влияния, скажем только, что эти пузыри происходят от выделения газов во время затвердевания. Форма пузырей и их размещение показаны на ф. III, 11. Иногда эти пустоты встречаются и внутри тела болванки, как на ф. III, 8. Образование пузырей в болванке устраняется химическим или механическим способом. К первому принадлежит прибавка разных действующих на газы тел, как напр. марганца, кремния, а главным образом алюминия в виде ферросоединений, прибавляемых к жидкому металлу перед отливкой. По второму способу сильным давлением на поверхность стали во все время ее остывания в изложнице также устраняется образование пузырей. Это давление может быть произведено: посредством пара (при упругости около 10 атмосфер), проведенного после отливки стали в герметически закрытую изложницу; испарением налитой воды; сжиженною углекислотою и т. д., или приложением силы поршня гидравлического пресса, или, наконец, посредством центробежного вращения изложницы, наполненной жидкой сталью. Полученные вышеупомянутыми способами стальные болванки представляют только сырой материал, из которого ковкой или прокаткой приготовляется желаемое изделие. Кроме придания изделию требуемой формы, эти обработки влияют на уплотнение металла в смысле сдавливания находящихся в них пустот (см. Ковка) и на превращение структуры его из крупно— в мелкокристаллическую, которая придает стали большую прочность и вязкость (см. Сталь). После такой обработки в стали развиваются внутренние натяжения, которые уничтожаются повторительным нагревом и медленным охлаждением.
Фасонные отливки. Если жидкую сталь разлить вместо изложницы в земляные формы, или опоки, в которых был отформован предмет по данной модели (см. Фасонные отливки), то после охлаждения получается прямо готовое изделие. Фасонные отливки не подвергаются уже ни ковке, ни вальцовке, и поэтому сталь не должна заключать в себе пузырей и усадоч. раковин. Для устранения пузырей прибавляют к стали алюминий, а чтобы помешать образованию усадочных раковин, устраивают (сообразно величине и форме предмета) одну или несколько довольно больших прибылей, которые после наполнения сталью питают жидким металлом образовавшиеся пустоты. Для перемены структуры, а также для уничтожения всех вредных напряжений, происходящих от неравномерного остывания различных по толщине частей изделия, его необходимо подвергнуть тщательному отжигу.
Литература. Wedding, "Handbuch der Eisenhüttenkunde"; Durre, "Handbuch des Eisengiessereibctriebes"; Anton v. Kerpely, "Bericht über die Fortschritte der Eisenhütten Technik"; Wagner, "Jahresbericht der chemischen Technologie"; Ledebur, "Handbuch der Eisenhü ttenkunde" (перев. А. Риппас, 1893: "Производство литого железа"); Howe, "La M étallurgie de l'acier", traduit par Hock (194); Grü ner, "La fabrication de l'acier"; Knab, "L'acier"; Campredon, "L'acier"; "Металлургия" Штольцеля; Мевиус, "Металлургия железа"; Д. К. Чернов, "Лекции по сталелитейному делу"; Иocca, "Лекции по металлургии"; Сонгин, "Сталь как материал"; Boman, "Das Bessemern in Schweden"; Wedding, "Der hasische Bessemer oder Thomas Process" (1884); Ehrnwerth, "Klembessemerei"; Davy, "Kleinbessemerei Anlage"; Чернов, "Материалы для изучения бессемерования"; Ehrnwerth, "Ueber den Martinprocess"; Совинский, "Производство стали по способу Мартена". Журналы: "Oesterreichische Zeitschrift für Berg— und Hüttenwesen" "Berg und Hü ttenmaennische Zeitung", "Stahl und Eisen", "Dingler's Polyt. Journal", "Annales des Mines", "Technologiste", "Le genie civil", "Iron", "Engineering", "Горный Журнал", "Горный Листок", "Морской Сборник", "Записки И. Т. О." и проч.
А. Ржешотарский. Δ.
|
|