| [ начало ] | [ М ] |
Микроструктура стали*
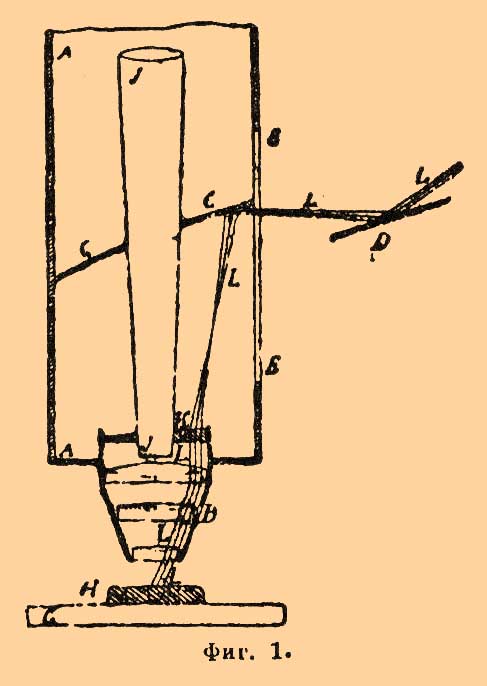
— Всякий металл (простое тело или металлический сплав) механически не представляет собой вполне однородного тела. Структура твердого тела зависит от условий его образования. Разные посторонние влияния причиняют некоторого рода беспорядок элементов кристаллического сложения. Главными факторами в этом отношении оказываются: условия, при которых застывало тело, температура нагрева, способ охлаждения и, наконец, механическая обработка. В свою очередь, неоднородность структуры вызывает междучастичные напряжения, которые изменяют механические свойства металла в различных частях его поперечного сечения. Для исследования данного металла недостаточно знать его химический состав и результаты механических испытаний, но необходимо еще изучить его частичное сложение. Исследования структуры металлов составили новую отрасль науки, известную под названием металлография, которая пока ограничивается главным образом исследованием структуры железных продуктов. Для такого исследования в последнее время применили микроскоп; фотографии удалось воспроизвести микроскопические изображения, которые наглядно представляют строение металла в увеличенном виде. Первые работы в этом отношении были сделаны английским металлургом Сорби, который в 1864 г. представил микрофотографические снимки изломов и шлифов различных сортов стали. Потом в 1878 г. в Германии профессор Мартенс опубликовал свои микроскопические исследования железа и стали. Во Франции, в 1880 г., Барба ввел микроскоп на заводе Крезо и, так сказать, дал первый толчок трудам Осмонда и Берта. В России профессор Д. К. Чернов на основании своих микроскопических исследований опубликовал в 1880 г. теорию структуры литой стали. Микроскопия стали в настоящее время сделала большие успехи и в Америке. Благодаря трудам главным образом Осмонда, в настоящее время микроскопический анализ можно признать способом научного исследования стали, и им пользуются уже с большим успехом на многих стальных заводах для контроля производства. Для исследования изломов стали обыкновенно довольствуются хорошей лупой, для применения же микроскопа необходимо иметь совершенно гладкую поверхность испытуемого образца. Это достигается полировкой и травлением поверхности образца в кислоте. Из желаемого места вырезают резцом или пилой небольшой кусок стали, поверхность которого не превышает 1 кв. стм. Эту поверхность очищают напилком и шлифуют на мелкой наждачной бумаге, пока не получится гладкая и ровная плоскость. Оставшиеся штрихи и царапинки выводят трением поверхности образца на стеклянной или чугунной плитке по мелкому наждаку, смоченному водой. Затем выглаживают поверхность притиранием с венской известью или просеянным английским крокусом (или прямо тончайшим наждаком), смоченным тоже водой, и наконец окончательная полировка совершается уже на стеклянной или дубовой пластине, обтянутой замшей, полотном или пергаментом и покрытой смоченным крокусом. Маленький образчик, один или несколько, прикрепляют канадским бальзамом к стеклянной или к металлической пластинке и полируют как указано выше. В некоторых случаях, а именно при полировке хорошо отожженной или прямо литой стали, сложение ее так различается по твердости, что более мягкие части, стираясь легче, образуют углубления, более же твердые остаются в виде выступов. Чтобы вызвать полировкой такой рельеф, необходимо твердые подкладки, на которых полируется образчик, заменить более мягкими, лучше всего — плитками из вулканизированной резины. Мартенс приготовляет для этой цели подкладки из чистой смолы с прибавкой небольшого количества камеди. Эту смесь в расплавленном виде выливают на поверхность стеклянной пластинки, через что получается зеркально гладкая и довольно мягкая поверхность. Для окончательной полировки можно не смачивать крокус, а употреблять его в сухом виде. В этом случае лучше всего пользоваться стеклянной подкладкой, обтянутой пергаментом. Некоторые образцы, а именно из литого железа, при сухой полировке дают прекрасные результаты. Они не требуют более травления в кислоте, потому что после такой полировки местами поверхность их покрывается побежалостью и получается красивый узор. Осмонд советует для этой цели употреблять мелкий отмученный порошок из настоя корня лакрицы вместе с крокусом, и такую сухую полировку он называет polissage attaque. В последнее время приспособили для полирования особые станочки, приводимые в движение рукой или от механического привода. Такие приборы состоят главным образом из быстро вращающегося вертикального или горизонтального диска (от 200 до 2000 оборотов в минуту), к которому прикрепляются полирующие круги, состоящие из наждачных дисков разной твердости и мелкости, или из агатовых, стеклянных или металлических пластин, или, наконец, из металлических кружков, обтянутых холстом, замшей или пергаментом. На верх этих полирующих кругов посыпается отмученный тонкий наждак и крокус, сухой или смачиваемый водой. Образцы прикрепляются к особому рычагу, который нажимается к диску пружинкой. Машинная полировка, кроме сбережения времени, дает более совершенные результаты. Для микроскопических исследований отполированная поверхность чаще всего подвергается еще химической обработке. С этой целью после предварительной тщательной промывки шлифа в едком кали образчик погружается на некоторое время в слабый раствор кислоты. На поверхности шлифа выступает довольно отчетливый узор, происходящий от неодинакового действия кислоты на разные вещества, которые выделяются при застывании стали или при ее остывании после дальнейшей металлургической обработки (см. Ликвация). Самым употребительным средством для травления шлифов служит азотная кислота, которая действует тем сильнее, чем тверже и менее чист металл. Сорби предлагает погружать образчик на несколько секунд в раствор из 1 части азотной кислоты (36°) и 4 частей воды; другие советуют держать дольше, но в более слабом растворе. Для очень нежного травления, особенно при твердых сортах стали, достаточно несколько капель азотной или соляной кислоты на стакан воды. Нежный рисунок проявляется при употреблении на стакан воды нескольких капель насыщенного раствора салициловой кислоты в алкоголе. По Осмонду, самое лучшее средство — тинктура йода. Вытравленные шлифы должны быть промыты сперва в воде, потом в алкоголе и высушены фильтровальной бумагой или же струёй воздуха под давлением. Исследование структуры стали можно производить обыкновенным микроскопом, тем более что вообще для микрофотографии непрозрачных тел употребляется сравнительно небольшое увеличение; однако в настоящее время достигли (Осмонд) увеличения в 300 и даже в 800 раз. Чтобы получить надлежащее освещение рассматриваемой поверхности шлифа, микроскоп снабжают иллюминаторами. Для вертикального освещения поверхности шлифа Фремон изменил конструкцию микроскопа, как показано на прилагаемой фиг. 1.
Фиг. 1.
Луч света L, отраженный зеркалом D, попадает через отверстие ЕЕ' в трубку микроскопа A, где встречает вогнутое и подвижное зеркало C. Приподнимая или опуская зеркало C, можем заставить луч света пройти через объектив B. Призма K направляет лучи параллельно оси микроскопа. Через зеркало C и призму K проходит коническая трубка I, которая при помощи окуляра служит для наблюдения изображения шлифа H, освещенного лучами L. Источником света может быть газовый рожок, обыкновенная или электрическая лампочка. Такое устройство микроскопа позволяет снимать фотографические снимки при значительном увеличении. Микроскопические изображения протравленных шлифов ясно показывают неоднородность и сложность строения стали. На шлифах видны узоры из разных кристаллов и веществ, расположенных между ними тонкими слоями. Такое распадение (см. Ликвация) или образуется при застывании стали, или же оно совершается в твердом теле во время его нагрева и остывания. Как в первом, так и во втором случае степень этого распадения зависит от состава стали, а также от обстоятельств, при которых застывала болванка или остывал накаленный кусок стали. Чем более примесей в стали и чем медленнее застывала или остывала сталь, тем сильнее будет ликвация. При этих условиях жидкая сталь застывает в виде крупных зерен или кристаллов, соединенных между собой прослойками другого состава, а местами группируются целые груды выделившихся из жидкой массы различных соединений, которые по составу и цвету сильно отличаются от остальной массы. При медленном охлаждении накаленного куска стали происходит подобное же распадение. Равномерно и свободно распределенный в закаленной стали углерод вступает, при медленном ее охлаждении, в некоторое определенное соединение с железом (см. Карбид) и в этом состоянии собирается в отдельные массы, группирующиеся между частицами железа, которое, в свою очередь, подвергается аллотропическому превращению, причем сталь меняет свои свойства. При травлении такой стали кислота действует более энергично на углеродистые соединения, чем на чистое железо, и вызывает различные узоры на вытравленной поверхности образца. При сильной закалке, т. е. при очень быстром охлаждении стали, углерод не имеет времени образовать соединения с железом, остается равномерно распределенным между частицами железа и потому после травления получается однородная поверхность без видимого узора. Таким образом, в зависимости от условий калорифической обработки изменяется частичное сложение стали, сообщающее ей различные свойства. Из сличения наблюдаемых под микроскопом шлифов закаленной, отожженной или отпущенной при различных температурах стали удалось уловить довольно характерные признаки, по которым в настоящее время можно точно определить: а) при какой температуре была окончена обработка стали, b) при какой температуре сталь закалена и с) какая была степень закалки. Признаками для такого определения служат изображения различных состояний углеродистого железа, видимые под микроскопом. При посредстве микроскопа металлургам Сорби, Веддингу и Гове удалось различить в стали три главных видоизменения железа, из которых каждое в отдельности или совокупное их отношение обуславливает собой ту или другую калорифическую обработку металла. В последнее время Осмонд нашел пять таких видоизменений и называет их: 1) ферриты, 2) цементиты, 3) сорбиты, 4) мартенситы, 5) трооститы. Первая составная часть, феррит, представляет собой более или менее чистое железо, которое при линейном увеличении даже до 400 раз не дает понятия о своем строении, кроме зернистого, полиэдрического вида. Если температура нагрева была не очень высока, его форма подходит к пентагональному додекаэдру. Но трудно с уверенностью сказать, представляют ли эти полиэдры кристаллы или прямо зерна. Феррит отличается тем, что он не окрашивается ни сухой полировкой, ни травлением в кислотах. Второе видоизменение железа, названное Осмондом цементитом, отличается от всех остальных составных частей стали самой большой твердостью (№ 6 по шкале Моса). Это тот же самый карбид, найденный Карстеном и Кароном и определенный Мюллером и Абелем формулой Fe 3 C. В нем железо может быть частью замещено марганцем или, в специальных сортах стали, хромом. При разложении стали по способу Вайльса, Арнольд различает два видоизменения этого карбида: одно белое и блестящее, другое серое и тусклое. Но так как химический состав их одинаков, то разница может быть объяснена различным их сложением, а именно, что пластинки блестящие — плотны и гладки, а тусклые — неплотные и шероховатые. Цементит представляется под микроскопом в виде сгруппированных отдельных прямоугольных пластинок или же в виде искривленных линий, составляющих неправильные многоугольники наподобие сетки. При травлении кислотой оно тоже не принимает окраски, а при косвенном освещении блестит серебристо-белым оттенком (фиг. 2). Цементит находится в хорошо отожженной стали.

Фиг. 2.
Третье видоизменение железа, названное Осмондом в честь английского ученого Сорби сорбитом, представляет собой особое перламутрово-блестящее вещество, видимое под микроскопом только при значительном (800 раз) увеличении. При сильно косвенном освещении это вещество представляется в виде криволинейных полосок, состоящих из пластинчатых слоев попеременно то твердых, то мягких (фиг. 3).

Фиг. 3.
Так как сорбит находится главным образом в отожженной стали, то раньше предполагали, что мягкие пластинки состоят из феррита, твердые же из цементита. Однако, исследования Осмонда показали, что это вещество окрашивается цветами побежалости при сухой полировке и при травлении тинктурой йода, между тем феррит и цементит при этих условиях не окрашиваются. Осмонд предполагает, что сорбит представляет переходное состояние железа от цементита в феррит в закаленной стали или же от цементита в мартенсит в стали, нагретой выше точки рекалесценции. Четвертое видоизменение, образующееся при быстром охлаждении, Осмонд назвал мартенситом, в честь германского ученого Мартенса. Если углеродистую сталь нагреть до 825° и закалить ее в охлаждающей смеси при температуре не ниже 720°, то после сухой полировки замечаются на шлифе группы игольчатых параллельных волокон с бледно-желтым оттенком. Эти группы иногда пересекаются между собой, но отдельные волокна остаются прямолинейными и параллельными. При травлении тинктурой йода они окрашиваются в желтый или коричневый цвет. По мнению Осмонда, мартенсит не представляет определенного соединения железа с углеродом, а только кристаллическую организацию аллотропического превращения железа, под влиянием углерода закала. Пятое видоизменение, троостит (в честь химика Трооста), встречается в полутвердой стали, закаленной при температуре рекалесценции (около 690°). Если сталь с 0,45% С нагреть до 825° Ц. и закалить при 690° Ц., то после полировки полученный рельеф состоит из выпуклых зернышек, перерезанных углубленными лоскутками, а между ними расположены вещества различной толщины и средней твердости (фиг. 4).

Фиг. 4.
Сухая полировка обнаруживает, что твердые выпуклые части состоят из мартенситов, мягкие же углубленные — из ферритов. Лежащие между ними вещества, почти аморфного сложения, покрываются побежалостью, но более слабой, чем сорбиты (при такой же степени закалки). По мнению Осмонда, троостит представляет переходное состояние от мягкого железа к закаленной стали, т. е. посредствующее вещество между ферритом и мартенситом. Троостит, как и сорбит, определен только микроскопическим анализом, но химический состав его неизвестен. Для большей наглядности все вышеупомянутые преобразования в состоянии железа Осмонд объясняет графически следующим образом.
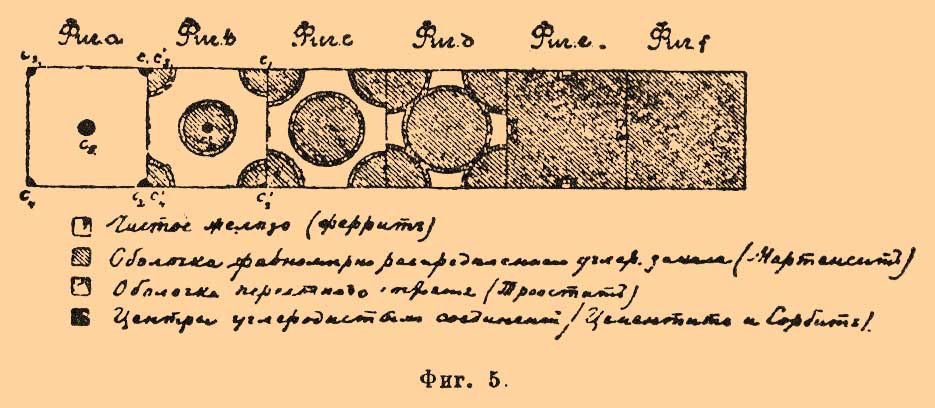
Фиг. 5.
Пусть черные кружки (фиг.5, а) с 1, c2, с 3, с 4, c5 представляют пространства на поверхности излома отожженной стали, заполненные углеродистым веществом, цементитом и сорбитом, а окружающее их пространство состоит из феррита. Предположим для ясности, что центры пространств c1, c2, c3..., совпадая с центрами намеченных кружков, составляют квадрат, что абсолютное количество углерода, собранного в каждом кружке, одинаково и что при таких условиях будем постепенно повышать температуру всей системы. При некоторой температуре часть цементита Fe 3 C вместе с сопутствующим ему сорбитом начинает разлагаться и выделяется кругом атмосфера углерода, скажем, в виде углерода закала, и после некоторого времени черные кружки цементита c1, c2, c3... превратятся в кружки меньшего диаметра с' 1, с' 2, с' 3... (фиг 5, b), а вокруг них образуются круги, в которых углерод закала распределился равномерно, т. е. феррит превратился в мартенсит. Кроме того, каждый из этих кругов окружен кольцом в виде оболочки, состоящей из переходного вещества от мартенсита к ферриту, т. е. троостита, а остальное пространство (не заштрихованное) состоит из феррита. При дальнейшем повышении температуры (фиг. 5, с) цементит весь разложится, круги равномерного распределения углерода закала (мартенсита) расширятся, сохранив свои оболочки из троостита, а пространство феррита сократится и т. д. Наконец, при некоторой температуре углерод закала распределится равномерно по всей поверхности (фиг. 5, f), т. е. все железо перейдет в состояние мартенсита. При медленном охлаждении стали, нагретой до температуры, изображенной на фиг. 5, f, произойдет обратное явление. Мартенситы постепенно начнут превращаться в другие видоизменения, и окончательно получится смесь из ферритов и цементитов (фиг. 5, а), характеризующих собой хорошо отожженную сталь. Если же при состоянии (f) быстро охладим кусок стали, то железо останется в виде мартенситов и металл приобретет свойства сильно закаленной стали. Что касается определения посредством микроскопа различных посторонних примесей, то пока еще об этом ничего нельзя сказать определенного. В последнее время Арнольд, исследуя под микроскопом сплавы железа с различными металлами и металлоидами, получил довольно характерные явления, которые дают надежду, что в скором времени дальнейшие опыты и в этом отношении приведут к удовлетворительным результатам.
Литература. A. Martens, " Ueber Mikroskopische Untersuchung des Eisens" ("Zeit. des Ver. d. Ing.", т. XXI и XXIV), "Ueber das Kleingef ü ge des schmiedbares Eisens" ("Stahl und Eisen", 1887); "Die Mikroskopische Untersuchung der Metallen" ("Glassers Ann.", 1892, т. XXX); H. Wedding, "Das Gefüge der Schienen Kö pfe" ("Stahl u. Eisen", 1891); "Die Mikrostructur des gebranntes Eisens" (там же, 1886); "Die Beurtheilung des Eisens aus seinem Kleingef ü ge" (В., 1888); "Ueber Fortschritte in der Lichtabbildung des Kleingef üges von Eisen und die Herstellung von Schliffen" ("Stahl u. Eisen", 1889); F. Osmond, "Theorie cellulaire des proprieté s de l'acier" ("Ann. de Mines", 1885, т. VIII, 5); "Le fer et l'acier" ("Lumi ère é lectrique", т. XXXV, 1890); "M éthode générale pour l'analyse micrographique des aciers au carbone" ("Bulletin de la Société d'encouragement pour l'indust. nationale", 1895); H. C. Sorby, "The Microscopical Structure of Iron a. Steel" ("Journ. of Ir. a. St.-In.", 1887); F. Lynivood Garrison, "Microscopical Structure of steel Rails" ("Trans. Am. Inst. Min. Eng.", 1887); G. Guillemein, "Analyse micrographique des alliages" ("Compt. re nd. de l'Acad des Science", т. CXV, 1892); H. M. Howe, "Metallurgy of Steel".
А. Ржешотарский. Δ .
|
Page was updated:Tuesday, 11-Sep-2012 18:15:53 MSK |