| [ начало ] | [ П ] |
Паркет*
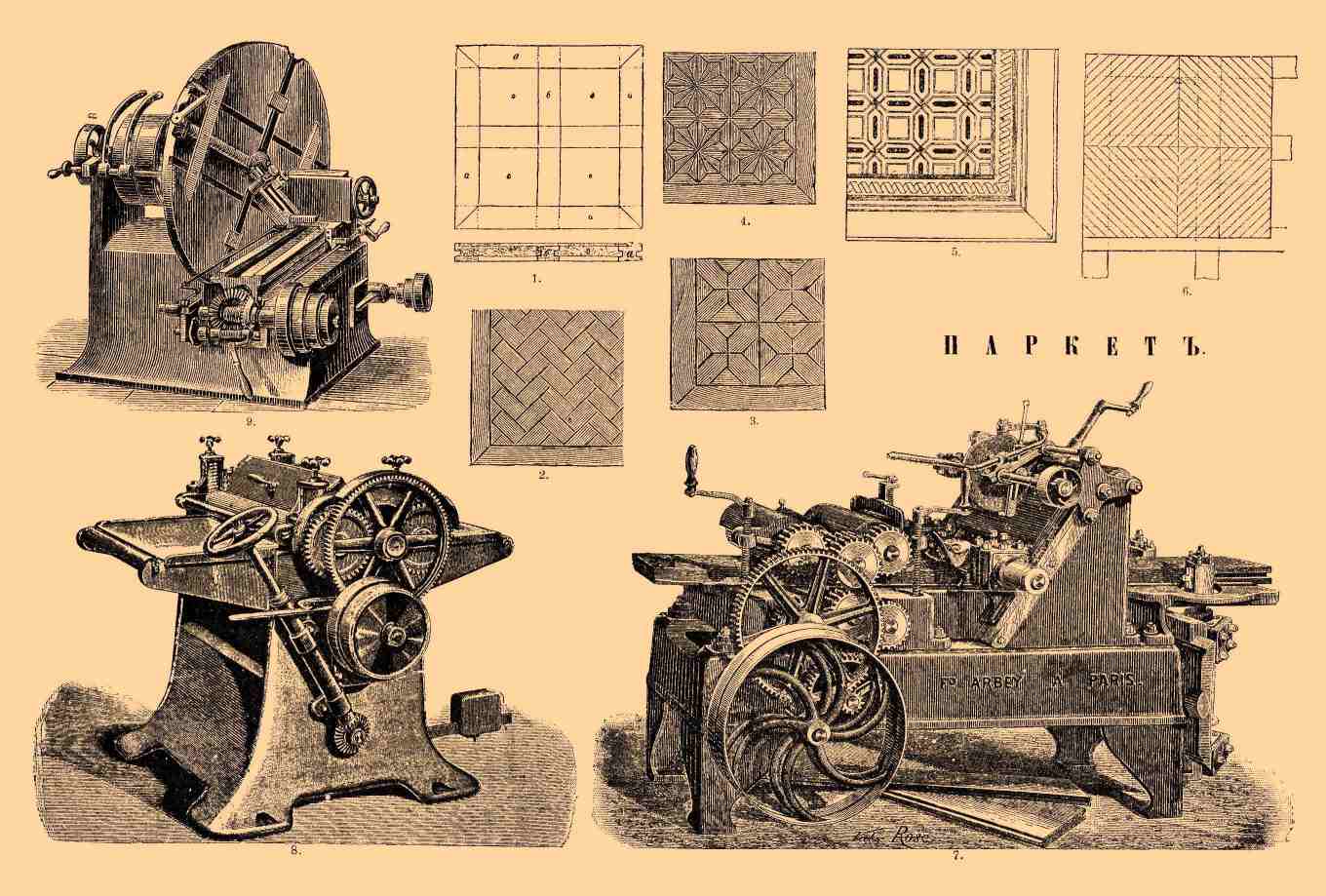
Паркет.
— Паркетные полы состоят из отдельных паркетных штук (паркетин), которые укладываются плотно одна возле другой и имеют обыкновенно форму квадрата по 2 арш. в стороне. Паркетина состоит из фундамента, на который наклеивается фанерка, как показано на табл. фиг. 1. Фундамент представляет собой раму а, а, а, связанную из 2 или 2,5 дюймовых сосновых досок, с крестообразными поперечниками (средниками) б, б. С внутренней стороны брусков рамы и средников выбираются пазы, в которые входят гребнями прямоугольные дощатые щиты в, в, которые называются филенками. В каждой паркетине имеются таким образом 4 филенки, и они располагаются так, чтобы древесные волокна в одной филенке имели направление поперечное к направлению волокон в соседней. Кроме того, пазы в фундаменте выбираются так, чтобы верхняя поверхность филенок была в одной плоскости с верхней поверхностью брусков рамы а, а и средников б, б, или, как говорят столяры, филенки вставляются заподлицо с рамой. Такие фундаменты или щиты оклеиваются по рисунку дубовыми или ясеневыми дощечками, толщиной в 3/8 или 1/2 дм.; для этого верхняя поверхность щита, после надлежащего выстругивания под линейку рубанком, проводится еще цинубелем, чтобы поверхность щита покрылась мелкими бороздочками для лучшего удерживания клея. Самый простой рисунок П. имеет вид квадратиков из дубовых дощечек около 9 дм. в стороне, дощечки должны быть расположены так, чтобы древесные волокна одного квадратика были перпендикулярны к волокнам соседнего. Другие употребительные рисунки П. показаны на фиг. 2, 3, и 4. В более сложных рисунках употребляют, кроме дуба и ясеня, еще черное дерево, красное, кленовое, пальмовое, буковое, розовое, а также слоновую кость и перламутр. Один из таких рисунков показан на фиг. 5, где дубовый П. украшен жилками и плитками из черного дерева или из дуба, травленного в черный цвет. Паркетный пол никогда не стелется прямо на половые балки, а всегда на плотничную решетку (фиг. 6), которая состоит из рядов досок или брусков, расположенных так, чтобы каждая паркетина лежала на них неподвижно. Такая решетка делается из получистых досок, расколотых пополам, причем каждый брусок должен иметь толщину около 1 вершка и ширину около 2 врш. и прибивается к балкам гвоздями. Паркетные штуки прикрепляются к решеткам посредством винтов или гвоздей, которые проходят сквозь нижний гребень шпунта К (фиг. 1), так что головки их совершенно скрыты. Следующая штука соединяется с первой рейками, вставленными в шпунты, а с другой стороны прикрепляется винтами или гвоздями и т. д. Хотя стоимость паркетных полов значительно выше обыкновенных, но зато они не коробятся и не дают щелей, а потому употребляются для настилки самых дорогих полов. Ручное изготовление П. не представляет особого затруднения; приемы работы ограничиваются строганием, выниманием пазов, деланием гребней и наклейкой фанер. При крупном производстве применяются разного рода машины, с большой производительностью. С особой выгодой машины применяются для некоторых работ, а именно: для обстругивания досок для обвязки, для вынимания пазов, а также для окончательного обстругивания лицевой поверхности готовых паркетных штук. Нижняя сторона паркетной штуки остается обыкновенно неотделанной; строганию подвергаются лишь верхние стороны досок, предназначаемых для обвязки, и филенок с одновременным выниманием пазов или деланием гребней на обеих узких гранях. Для означенной цели употребляется продольно строгательный станок, устройство которого видно на фиг. 7. Состоит он из крепкой чугунной станины, снабженной неподвижным столом; на этот последний кладется обрабатываемая доска, которая подвигается вперед рифлеными валиками, получающими свое вращение от ременного шкива при посредстве зубчатой передачи. Посреди станины, над столом расположен режущий аппарат, который состоит из оси с резцами, вращающимися со скоростью до 4000 оборотов в минуту и строгающими верхнюю поверхность доски во время ее подвигания. Чтобы можно было строгать доски различной толщины, имеются в станке особые винты с рукоятками, которые дают возможность приподнимать или опускать рифленые нажимные валики в зависимости от толщины доски. При дальнейшем своем подвигании доска входит между двумя вертикальными режущими аппаратами, которые делают более 4000 оборотов в минуту и которые имеют назначение вынимать на узких гранях доски пазы или делать гребни, смотря по форме резцов. Таким образом операции строгания и вынимания пазов или делания гребней следуют непрерывно одна за другой, и доска, выйдя из машины, получается совершенно готовой для распиливания на обвязочные планки или фанеры. Производительность такой машины до 12 м в минуту. Требуемая сила для движения станка от 4 до 5 паровых лошадей. Станки (фиг. 7) изготовляются четырех размеров: для досок шириной от 0,15 до 0,40 м и толщиной 0,10—0,14 м. Для отрезания от полученных с предыдущей машины досок кусков требуемой длины, с целью получения обвязочных планок или филенок, служит так назыв. прирезной станок. Некоторые заводы снабжают свои прирезные станки двумя вертикальными режущими аппаратами для одновременного получения на узких гранях доски паза или гребня. Прирезной станок снабжается двумя круглыми пилами, из которых одна, вместе с вертикальным режущим аппаратом, может передвигаться вдоль станка, в зависимости от требуемой длины доски. Длина кусков может быть от 200 до 800 мм. Паркетная планка кладется остроганной стороной вниз на особые салазки, упирается при этом в имеющийся выступ и удерживается в таком положении особыми зажимами. Taкиe станки завод Флек-сыновья в Берлине строит следующих размеров: диаметр круглых пил 250 мм, диаметр холостого и рабочего шкивов 200 мм, ширина каждого из них 105 мм, число оборотов в минуту 1000. Требуемая сила для движения станка — две паровых лошади. Для обстругивания внешней поверхности вполне готового паркетного щита служат особые станки, из которых на фиг. 8 изображен прочный продольно-строгательный станок Гекнера и Ко в Брауншвейге. Автоматическое подвигание дерева производится двумя тяжелыми стальными вальками, на которые действуют сильные пружины; кроме того, передний валок соединен с помощью рычагов с грузами, что обеспечивает правильное и равномерное подвигание дерева. Ступенчатый шкив дает возможность получать две различные скорости, при чем подвигание дерева может быть во всякое время прекращено без остановки машины. Стол станка снабжается масштабом и при посредстве рукоятки устанавливается в зависимости от толщины дерева. Указанный завод изготовляет подобные станки для дерева, шириной в 650, 750 и 850 мм, при толщине в 200 мм. Режущий аппарат делает 4000 оборотов, причем расходуется от 3 до 5 лошадиных сил. Для той же цели можно с большим удобством употреблять поперечно-строгательный станок (фиг. 9), состоящий из прочной пустотелой чугунной станины, в верхней части которой расположена горизонтально ось, снабженная в середине двумя шкивами (холостым и рабочим); на переднем конце этой оси укреплен большой диск, к которому прикрепляется обрабатываемая паркетная штука при помощи планок и кулачков, подвигаемых винтами, как в планшайбах токарного станка. Перед диском расположен суппорт, получающий автоматическое горизонтальное движение вперед и назад перед лицевой поверхностью диска. Движение этому суппорту передается при помощи ременной и конической зубчатой передачи. В суппорте укрепляются два резца — грубый и тонкий; устанавливаются они так, чтобы лезвия их приходились на высоте центра диска. Грубый резец обстрагивает поверхность паркетного щита при движении суппорта вперед, а при обратном ходе он автоматически отодвигается назад, причем вместо него автоматически же к обрабатываемой поверхности приближается тонкий резец, который окончательно выглаживает поверхность паркетного щита при обратном ходе суппорта. Время, необходимое для обстругивания начисто паркетного щита, имеющего в стороне квадрата 450 мм, не превосходит одной минуты, включая время, необходимое для установки щита. Крумрейн и Катп в Штутгарте строят подобные станки для паркетных штук до 700 мм в стороне квадрата, при числе оборотов в минуту 550, причем для работы станка требуется 1,5 силы. Для небольших паркетных заведений часто довольствуются для вынимания пазов и делания гребней обыкновенным фрезерным станком; строгание же досок и щитов производится или вручную, или же, что гораздо лучше, при помощи универсального строгательного станка с ручным подвиганием дерева. В паркетном производстве громадное значение имеет надлежащее высушивание дерева и потому в каждом заведении должны быть устроены хорошо действующие лесосушильни. Кроме указанных машин на паркетных фабриках должно находиться соответствующее количество круглых и, в особенности, ленточных пил (см. Лесопильное производство).
Литература. Exner, "Werkzeuge und Maschinen z. Holzbearbeitung"; Ledebur, "Die Verarbeitung des Holzes auf mechanischem Wege"; Reifer, "Bericht über die Ausstellung in Philad., Holzbearbeitung"; Armengaud ainé, "Les scieries mécaniques et les machines-outils à travailler les bois"; Песоцкий, "Специальные производства по механической обработке дерева"; Пресс, "Обзор усовершенствований в станках для обработки дерева" ("Записки имп. Русс. Техн. Общ.", 1881 и 1883 г.) и др.
А. Пресс. Δ.
|
Page was updated:Tuesday, 11-Sep-2012 18:16:07 MSK |