| [ начало ] | [ П ] |
Паяние*
— способ соединять металлические части посредством более легкоплавкого сплава, приставшего в расплавленном состоянии и потом затвердевшего. Геродот свидетельствует, что П. железа было изобретено Главком из Хиоса (около 600 лет до Р. Х.) Расплавленные металлы пристают лишь к вполне чистым металлическим поверхностям, нагретым немного выше, чем нужно для расплавления "припоя", поэтому необходимо пользоваться веществами, растворяющими при этой температуре окислы, и предварительно тщательно очищать спаиваемые поверхности. Другое условие успеха: тщательная подгонка спаиваемых поверхностей: расплавленный металл всасывается вследствие капиллярности между близко соприкасающимися поверхностями, но при широких щелях капиллярное поднятие не достаточно сильно, чтобы удержать его до застывания, и заполнить их часто оказывается затруднительным. Для прочного спаивания припой должен представлять сопротивление разрыву того же порядка величины, как и сам спаиваемый металл; поэтому для негибких предметов из крепких металлов приходится пользоваться "крепким припоем", плавящимся при высокой температуре, потому что легкоплавкий припой, содержащий олово, настолько слаб, что может соединять достаточно прочно лишь гибкий листовой металл. Так, для железа и стали припоем служит красная медь или более легкоплавкая латунь, для красной меди — латунь и несколько нарочно составленных сплавов из меди, цинка и олова различной степени плавкости и ковкости, чтобы можно было спаивать в других местах уже спаянные раньше части, не распаяв готовой работы. Этого же рода сплавы употребляют и для бронзы и латуни; их пускают в продажу в зерненом виде, для чего расплавленный металл выливают с довольно большой высоты через мокрый веник в холодную воду. Обыкновенно берут старую латунь и прибавляют от 15 до 100% цинка. Просеиванием полученные зерна сортируют по степени крупности, причем замечено, что мелкие зерна требуют более сильного нагревания, чтобы "припой потек", чем более крупные того же состава. Для латуни не найдено достаточно легкоплавкого и в то же время ковкого припоя, не содержащего серебра: лигатурное серебро 72-й пробы представляет уже отличный припой для стали и латуни. Для серебра берут сплав, содержащий несколько цинка, а для золота сплав из золота, серебра и меди. Приемы П. крепким припоем различаются, смотря по размерам и роду работы. Слесаря-замочники склеивают сплавом воска с канифолью пригнанные части, прикладывая, где нужно, кусочки припоя и буры, затем густо обмазывают все глиной, смешанной с мякиной. Высушенные комки глины с замком внутри накаливают почти добела и осторожно поворачивают, чтобы припой везде протек. Meнее сложные работы из латуни спаивают без обмазки глиной, но спаиваемые части связывают железной проволокой и обильно присыпают бурой, которая плавится раньше и растворяет окислы. Нагревание производят на жаровне с углями, которые раздувают обыкновенно "фукером", веером из гусиных перьев, потому что кузнечный мех действует слишком быстро и с его помощью легко расплавить всю работу. Для небольших вещей часто употребляют ручную газовую горелку, устроенную, как горелка паяльного стола (см.), а золотых дел мастера пользуются паяльной трубкой (см.). Для такой мелкой работы припой обращают в опилки, смешивают с бурой, растертой на камне с водой в кашицу, и наносят тонкой кисточкой в очень ограниченном количестве. Так же спаивают стальные очковые оправы, причем подготовленные части удерживаются в соприкосновении с помощью особенного зажима. Вместо буры можно употреблять фосфорнокислый натр и даже соду. Чтобы заставить растекаться мягкий, оловянный припой, употребляют нашатырь, хлористый цинк, двойную соль хлористого аммония и цинка, сало, канифоль, стеариновую кислоту и т. п. Для очищенной меди и белой жести особенно удобно последнее средство, потому что оно не вызывает ржавчины, если не все будет удалено по окончании работы. Для железа и цинка лучше "паяльная вода", которую мастера приготавливают, "отравляя соляную кислоту цинком", т. е. распуская в ней сколько можно этого металла и прибавляя потом столько же нашатыря, сколько было взято цинка: смесь следует выпарить досуха, чтобы удалить избыток кислоты, и потом растворить в воде. По окончании работы необходимо обмыть водой, потому что остатки хлористых соединений вызывают ржавчину. Другие соединения хлора, цинка и аммония, содержащие меньше хлора, даже жидкость из старых гальванических элементов Лекланше, тоже могут служить паяльной водой и не вызывают так легко ржавчину, но требуют более сильного подогревания, чтобы заставить припой растекаться. Для спаивания работы из листового металла пользуются "медным паяльником". Это — заостренный наподобие молотка кусок красной меди на железной ручке; его нагревают почти до начального красного каления, быстро очищают заостренный конец напилком и трут о кусок нашатыря, прикасаясь по временам к кусочку припоя, пока капли припоя вылудят поверхность меди. Тогда при новом прикосновении к припою капли расплавленного металла пристают к паяльнику и, будучи перенесены на спаиваемое место, предварительно смоченное паяльной водой, легко растекаются и проникают в стык. Массивные предметы трудно прогреть паяльником: их приходится нагревать теми же средствами, как при спаивании крепким припоем. Особый прием употребляется водопроводчиками при спаивании свинцовых труб. Припой "третник", содержащий 1 часть олова и 2 части свинца, имеет свойство обращаться в кашу, прежде чем расплавится вполне; в таком виде его можно размазывать и формовать, обтирая куском тика, сшитого в несколько слоев, чтобы руке не было горячо, и пропитанного салом. Когда стык труб хорошо пригнан, его намазывают салом, окрасив предварительно сажей на клеевой воде части, которые не должны быть покрыты припоем. Тогда мастер льет на спаиваемое место расплавленный и сильно перегретый припой, пока оно не нагреется и припой не начнет приставать. Тогда его растирают по всей поверхности рукой через посредство тиковой тряпки, наливают сколько нужно успевшего несколько остыть припоя и придают его слою желаемую форму. Если раньше времени припой начнет застывать, его разогревают накаленным "железным паяльником", стержнем с грушевидным расширением на конце. Это английский прием, употребляемый и у нас. У французов употребителен и другой прием: нагревание производят пламенем паяльной спиртовой лампы "эолипила", где спирт кипит в маленьком закрытом котелке, и пары его направляются через загнутую трубочку в пламя лампы, нагревающей этот котелок, производя длинный горизонтальный язык пламени. При таком способе спайки делают тоньше, и прочность их меньше.
Таблица состава разных употребительных припоев
|
Au |
Ag |
Cu |
Zn |
Sn |
Pb |
Bi |
Cd |
||
|
1 |
12,5 |
4,5 |
3 |
— |
— |
— |
— |
— |
Для золота разных оттенков |
|
2 |
10 |
6 |
4 |
— |
— |
— |
— |
— |
|
|
3 |
8,5 |
6,5 |
5 |
— |
— |
— |
— |
— |
|
|
4 |
— |
— |
100 |
— |
— |
— |
— |
— |
Для железа |
|
5 |
— |
4 |
48 |
48 |
— |
— |
— |
— |
Для латуни, по опытам Швиркуса в берлинском "Физич. Госуд. Учрежд.", по порядку плавкости |
|
6 |
— |
9 |
43 |
48 |
— |
— |
— |
— |
|
|
7 |
— |
12 |
38 |
50 |
— |
— |
— |
— |
|
|
8 |
— |
4 |
50 |
46 |
— |
— |
— |
— |
По Швиркусу, для красной меди, необыкн. тягучий |
|
9 |
— |
62 |
26 |
12 |
— |
— |
— |
— |
По Швиркусу, белый для серебра |
|
10 |
— |
— |
— |
— |
2 |
1 |
— |
— |
Мягкий припой, лучший |
|
11 |
— |
— |
— |
— |
1 |
1 |
— |
— |
Мягкий припой, обыкновенный |
|
12 |
— |
— |
— |
— |
1 |
2 |
— |
— |
Мягкий припой, третник для свинца |
|
13 |
— |
— |
— |
— |
1 |
1 |
1 |
— |
Легкоплавкий, при 124º Ц |
|
14 |
— |
— |
— |
20 |
30 |
— |
— |
50 |
Для алюминия |
Для спаивания алюминия еще не найдено удобного средства: припой не расстилается сам по поверхности алюминия, его надо растирать паяльником из того же металла, пока обе поверхности не вылудятся припоем, тогда только можно спаять обыкновенными приемами. Происходит это от того, что алюминий покрывается на воздухе тончайшим слоем бесцветной окиси, имеющей очень слабое химическое сродство. Поэтому все вещества, ее растворяющие, действуют еще сильнее на самый металл. Лучше выскоблить поверхность и нагрев, натирать припоем насухо, без всяких средств; однако для припоя № 14 помогает присыпание йодистым кадмием, действует также и смола копайского бальзама. Однако даже хорошо удавшаяся спайка скоро распадается со временем от окисления: алюминий — электроположительный металл по отношению к употребительным припоям, поэтому в присутствии влажности он быстро окисляется. Существует еще один род П.: это спайка без особого припоя (soudure autogene), когда местным сильным нагреванием расплавляют соприкасающиеся края спаиваемого металла и дают им застыть на месте. Такой прием обыкновенно практикуется оловянщиками (см.). Неудавшиеся места больших бронзовых и латунных отливок и трещины в колоколах заделывают, направляя на них струю расплавленного и перегретого металла, с помощью надлежащим образом расположенных слоев формовочной земли: под влиянием тепла протекающего металла холодный начинает плавиться, соединяется с расплавленным и застывает в однородное тело. Таким же приемом соединяли части свинцовых листов для камер, служащих для приготовления серной кислоты, чтобы не вводить оловянный припой, разрушающийся от действия кислоты. Но около 1836 г. Дебассе де Ришмон (Desbassays de Richemont) в Париже упростил дело, применив для этой цели пламя гремучего газа, смеси водорода и воздуха. Горелка для этого пламени устроена так, что газы смешиваются лишь в коническом конце трубки, снабжаемой наконечником с отверстием от 0,5 до 4 мм, смотря по толщине обрабатываемого металла. Пламя направляют на хорошо пригнанный и очищенный стык и ведут вдоль по мере плавления металла. Легче всего удается спайка, когда стык расположен горизонтально и под него положено железо, но искусные мастера могут работать и при всяком положении стыка. Платину спаивают подобным же способом, но приходится употреблять смесь водорода или светильного газа и кислорода.
В. Л.
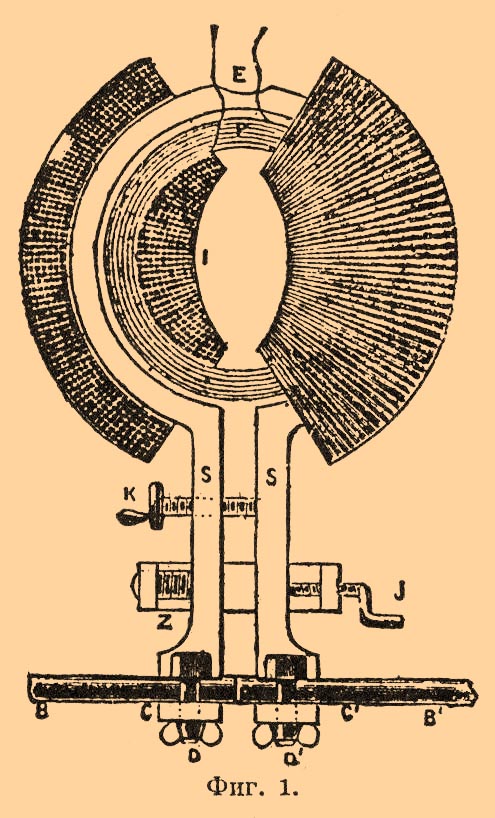
П. электрическое. Электрические способы соединения металлов (П., сваривание) впервые начали применяться в технике в начале восьмидесятых годов текущего столетия, когда явилась возможность экономически получать сильные токи. В настоящее время некоторые из них значительно усовершенствованы и широко применяются в технике преимущественно для соединения таких металлов, как железо, сталь, чугун и др. Все существующие способы электрического П. могут быть разделены на две группы в зависимости от того, пользуются ли для П. теплом, выделяемым в проводнике при прохождении по нему тока, или же сильным нагреванием электродов вольтовой дуги. Впервые пользоваться для сваривания металлов теплом, выделяемым в проводнике при прохождении тока, предложил в 1886 американский электротехник Э. Томсон. Его способ электрического П. в общих чертах состоит в том, что спаиваемые предметы зажимаются в особых станках и устанавливаются "встык". Затем через место соединения пропускается более или менее сильный ток. Спаиваемые концы при достаточно сильном токе начнут размягчаться. В это время с помощью особых приспособлений, имеющихся на станках, размягченные концы надавливаются друг на друга, и когда они достаточно плотно сойдутся, то ток прерывают и спаянный предмет вынимают из станка. В месте спайки образуется обыкновенно утолщение в виде валика. Чтобы его уничтожить, спаянное место проковывают или ручным молотом, или на особом станке. Спайки, получаемые по способу Э. Томсона, бывают обыкновенно очень прочны: железные, стальные и другие металлические стержни, спаянные по этому способу, при испытании на разрыв обыкновенно рвутся по свежему месту. При спаивании предметов сколько-нибудь значительных размеров, приготовленных из тугоплавких металлов, требуются токи громадной силы. Так, для спаивания круглых длинных стержней в 50 мм диаметром требуется ток почти в 20000 амперов. Зато требуемое напряжение (электродвижущая сила; разность потенциалов) в большинстве случаев не превосходит 1 вольта. Получать непосредственно от динамо-машин токи такой значительной силы и столь малого напряжения было бы затруднительно: машины вышли бы слишком громоздкими и, вероятно, работали бы неудовлетворительно. Поэтому Э. Томсон для П. пользуется особого рода трансформаторами (см.), дающими требуемые токи. Применение трансформаторов заставляет пользоваться переменными токами, так как трансформаторы постоянных токов в сущности представляют из себя те же динамо-машины и, следовательно, получать сильные токи от них было бы так же затруднительно, как и непосредственно от этих последних. Трансформаторы Томсона устраиваются специально для превращения токов в 200—300 вольт в токи в 1 вольт напряжения, но зато силой в 20000—50000 ампер. Соответственно этому первичная обмотка их состоит из достаточно большого числа оборотов сравнительно тонкой проволоки, вторая же заменена одним толстым медным кольцом. На фиг. 1 представлен разрез такого трансформатора, дающего от вторичной цепи ток силой 12000 ампер при разности потенциалов у ее зажимов в 1 вольт.
Фиг. 1.
На фигуре видно, как размещены первичная обмотка P и вторичное кольцо S, а также внешняя железная оболочка I, служащая для улучшения магнитной цепи трансформатора. Ток от альтернатора поступает в первичную цепь через концы Е. Концы вторичной цепи, т. е. медного кольца, выходят наружу и снабжаются двумя тисками D, D и винтами K и J. В тиски зажимаются спаиваемые предметы, винты же служат для их сдавливания во время нагрева. Это не единственный тип трансформаторов, служащих для П.: сам Томсон придумал их несколько, но все они по устройству близки к описанному. Для П. предметов очень небольших размеров можно не пользоваться трансформаторами, а брать ток непосредственно от соответственных динамо-машин. Способ П. Томсона применяется в настоящее время в широких размерах для П. стальных колесных бандажей, стальных и железных стержней, телеграфных проволок и в последнее время для спаивания рельс на электрических железных дорогах. Прочность электрических сварок в среднем по крайней мере на 15% больше прочности ручных сварок, и такое П. значительно дешевле ручного: оно требует гораздо менее опытных мастеров, меньше времени, и, наконец, утилизация тепла, доставляемого углем, сжигаемым для приведения в движение динамо-машины, при этом способе сварки гораздо выше, чем при обыкновенных. Сварка длится в среднем от 20—30 секунд и до 2—3 мин. в зависимости от величины свариваемых предметов и силы тока. Например, сварка двух полудюймовых железных полос требует затраты 6½ лошадиных сил в течение 10 сек., двух 1-дюймовых круглых полос 12 л. сил в течение 40 секунд и т. д. Сила тока для 1-дюймовых полос должна быть около 5000 ампер, для 2-дюймовых уже 20000 ампер. Для более толстых стержней она доходит до 50000 ампер. Существуют еще способы электрического П., основанные уже на другом принципе, при чем пользуются теплом, выделяемым вольтовой дугой. Можно, во-первых, расположить над спаиваемым местом два угольных стержня, образовать между ними вольтову дугу и затем, притянув эту дугу посредством магнита или электромагнита к спаиваемым предметам, нагреть их до требуемой температуры, например, до температуры плавления, при чем они сольются в одно целое. Основанные на этом приеме способы электрического П. применяются сравнительно редко и то для П. относительно небольших предметов. Гораздо употребительнее другие способы, в которых тоже теплота доставляется вольтовой дугой, но в которых уже одним из ее электроводов служат спаиваемые предметы. Такое применение вольтовой дуги предложено в 1881 г. русским техником Н. Н. Бенардосом, назвавшим свой способ П. "электрогефестом". Металлические предметы, которые требуется спаять по этому способу, укладываются рядом на особую металлическую доску, называемую "электрической наковальней", соединенную с одним из эажимов источника тока (чаще всего с отрицательным). Второй зажим источника тока соединяют с так называемым "электрическим паяльником", т. е. угольным стержнем, вставленным в деревянную рукоятку, снабженную особым щитом, защищающим руку от лучистой теплоты. Затем между спаиваемым металлом и стержнем образуют вольтову дугу, которую и перемещают по спаиваемому шву, водя паяльник взад и вперед. Под влиянием вольтовой дуги металл плавится, и оба предмета сливаются в один. Когда спайка закончена, спаянное место проковывают. Получается весьма прочное и совершенное соединение. Многочисленные механические испытания, произведенные между прочим профессором Белелюбским, показали, что прочность спаек, произведенных по способу Бенардоса, не уступает прочности металла в целом месте. Источником тока при электрическом П. по этому способу служат исключительно аккумуляторы (см. Гальванические элементы) особого типа, предложенного тем же изобретателем. Пластины этих аккумуляторов состоят из свинцовых рамок с впаянными продольными гофрированными полосками. Никакого теста в образующиеся ячейки не впрессовывается, вследствие чего, во-первых, кислота свободно циркулирует в аккумуляторе и, во-вторых, при расширении пластин ничто из них не выпадает. Благодаря этим качествам аккумуляторы Бенардоса легко выносят сильные токи и толчки, которые неизбежно происходят при П. Чаще всего на практике способ Бенардоса применяется для спайки металлических листов при приготовлении железных резервуаров, бочек, труб и т. п. Если листы достаточно толсты, то их предварительно срезают наискось и потом кладут рядом на наковальню. Образующийся желоб наполняют кусочками железа. Образуя затем дугу между паяльником и желобом, плавят железо, которое и наполняет мало-помалу весь желоб и спаивает таким образом листы. Спайка получается настолько прочная, что может с успехом заменить склепывание. Так, паянные железные резервуары для сжатого воздуха, употребляемые при тормозах Вестингауза, свободно выдерживают давление в несколько атмосфер. Тот же способ часто применяется для починки поломанных железных, чугунных и стальных предметов, например, зубцов на зубчатых колесах, трещин во втулках паровозных и вагонных колес и рам и т. п. Для заливания трещин в металлическом предмете его соединяют с положительным полюсом батареи, а угольный стержень с отрицательным. Трещину наполняют металлическими опилками и расплавляют их дугой. Починенные предметы затем служат совершенно как новые. Так, например, на Орловско-Витебской дороге существуют паровозы с починенными рамами и колесами, которые сделали пробег в 150000 с лишком верст, причем эти рамы и колеса не испытали никаких повреждений. Способ Бенардоса имеет, однако, один крупный недостаток. Именно, вследствие крайне высокой температуры угольного электрода спаиваемый металл может пережигаться в месте спайки и ухудшаться качеством. Подобного пережигания можно избежать, если заменить угольный электрод стержнем из того же металла, из которого сделаны спаиваемые предметы, как предложил в 1886 г. горный инженер Славянов. Металлический стержень, служащий одним из электродов, и служит материалом для спаивания, так как под влиянием тока он быстро плавится и каплями течет на спаиваемое место; вторым электродом служит спаиваемый предмет. Для того, чтобы расплавленный предмет не растекался, необходимо прежде всего заформовать обрабатываемое место. Формовка делается или коксовая, или из кварцевого песка, и стекающий со стержня металл постепенно ее заполняет, сливаясь со спаиваемыми краями. Требуемая сила тока зависит от диаметра расплавляемого стержня и его вещества. Для железа, например, надо по 8 ампер на кв. мм сечения. Вследствие быстрого плавления стержня длина дуги быстро увеличивается, и дуга может порваться. Вручную поддерживать ее очень трудно, и потому устраивают для этой цели автоматические приспособления. Регулятор, устроенный для этой цели Н. Г. Славяновым (электрический плавильник) отличается от обыкновенных регуляторов вольтовой дуги, употребляемых для освещения, только расположением частей и большей солидностью, так как через него проходят сильные токи. Применение автоматического плавильника позволяет брать ток при работе по способу Славянова непосредственно от динамо-машины. Кроме П. металлов, способ Славянова часто применяется для заливки трещин в металлических предметах, для приливки отдельных отломанных частей и даже для получения целых небольших отливок. На фиг. 2 представлен паяльник A, работающий для прилива нескольких зубцов к зубчатому колесу.
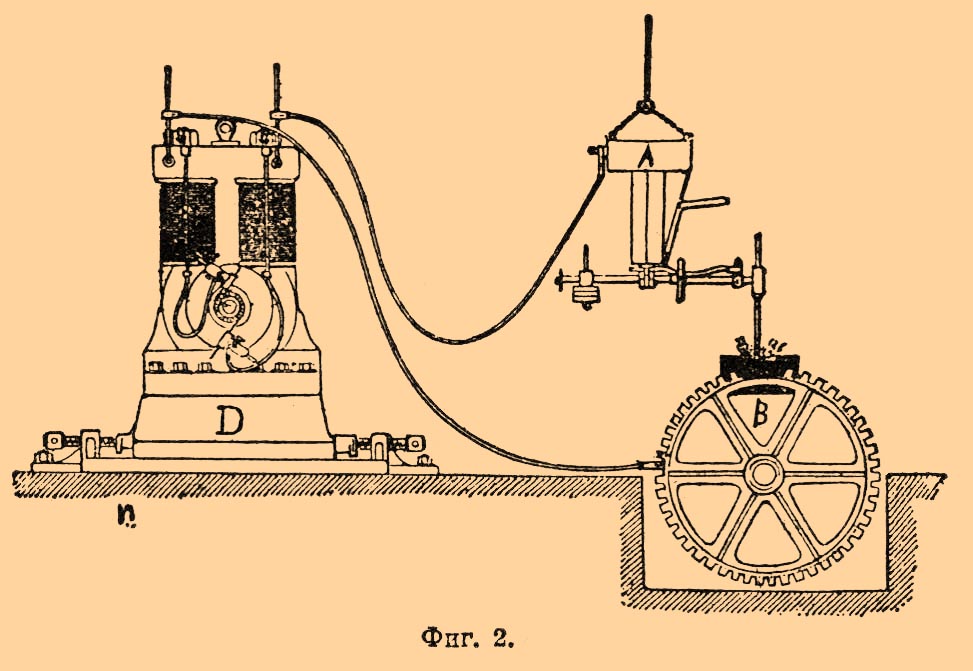
Фиг. 2.
Обрабатываемая часть заформована (В), и форма залита жидким металлом. Способ П. или отливки Славянова дает такие же хорошие результаты, как и другие электрические способы, и вдобавок имеет перед ними то преимущество, что дает возможность получить отлитый металл любого состава, так как в расплавленную массу металла можно прибавлять любые примеси. Например, работая со сталью, можно прибавлять уголь, чтобы пополнить убыль углерода, происходящую вследствие его сгорания. П. и отливка по способам Славянова и Бенардоса применяется теперь на многих русских заводах и железных дорогах, но особенно широко распространено за границей, где есть целые заводы, работающие исключительно по этим русским способам.
М. Шателен.
|
Page was updated:Tuesday, 11-Sep-2012 18:16:08 MSK |