| [ начало ] | [ П ] |
Проволока*
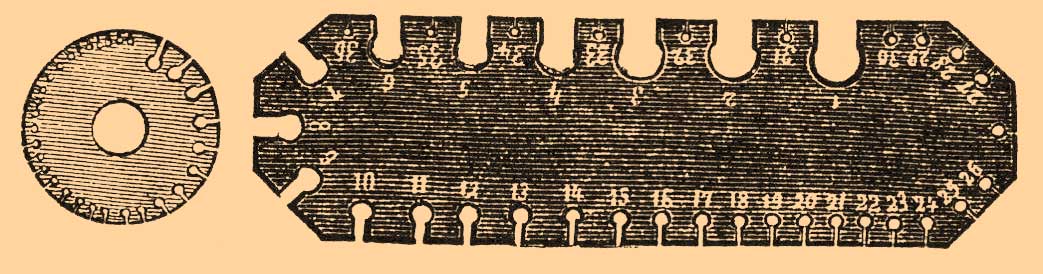
— есть продукт, который получают проволакиванием какого-либо тягучего в холодном состоянии металла через ряд постепенно уменьшающихся отверстий волочильной доски. Диаметр проволоки, смотря по надобности, колеблется от 0,004" — 0,5". Наибольшее применение имеет П. с круглым сечением, гораздо реже встречаются сорта овального, плоского, полукруглого, квадратного, звездчатого и др. сечений. Для подразделения на сорта П. с круглым сечением существуют различные мерки; между ними одна из старых и наиболее распространенных (В. W. G.) бирмингемская проволочная мерка, или бирмингемский калибр (см. фиг.). Это продолговатая или круглая пластинка около 1/4 " толщиной, из твердой стали, имеющая ряд просверленных цилиндрических дыр различного диаметра, от которых к краям пластинки идут прорези. Дыры служат для измерения толщины проволоки, а прорези — для измерения толщины металлических полос и пластинок. Съезд австрийских проволокозаводчиков разделил проволоку на 42 нумера; нумера идут, возрастая по мере увеличения толщины П., и разница двух смежных нумеров равна 0,1 мм толщины. Имеются также приборы для непосредственного измерения толщины проволоки, как, например, измеритель Робисона. Он состоит из двух линеек, образующих острый угол, на сторонах которого нанесены деления, соответствующие толщине П.
Первоначально П. получалась кустарным путем: квадратные бруски металла толщиной около 1 1/2" проволакивались через ряд постепенно уменьшающихся отверстий волочильной доски.
От металла требовались весьма высокие качества; так, например, на железную П. шло шведское и уральское железо; волочение отнимало много времени, и продукт получался дорогой. Чрезвычайно большой спрос на П. вследствие громадного ее применения в технике для телеграфов, канатов и проч. не мог удовлетвориться кустарным производством и вызвал необходимость устройства заводов, которые усовершенствованием производства достигли более ровной и прочной П. Развитие железопрокатного дела позволило заменить более дорогую предварительную протяжку прокатыванием, и теперь, как, например, для телеграфной П., если и употребляют волочение, то отнюдь не с целью утончения продукта, а только для выравнивания. Прокатка позволяет пользоваться материалом и более плохого качества, что также сильно способствовало удешевлению П. Материал для проволочного производства должен быть как можно более тягучим, не хрупким и не хладноломким; всему этому удовлетворяет металл волокнистого и мелкозернистого сложения. Большие железопроволочные заводы предпочитают сами приготавливать материал, т. е. литое или пудлинговое железо, на выделку которых идут лучшего качества серый и половинчатый чугун. Пудлинговые печи устраивают на загрузку около 12 пудов при 10 переделах в сутки; двухпудовые крицы обжимаются под молотом в болванки и прокатываются в мильбарсе. Полученные полосы разрезают на куски, которые складывают в пакеты и нагревают в печи до сварочной температуры; после прокатки из них получается полосовое односварочное железо. Если требуется материал более высоких качеств, то односварочное железо перерабатывают подобным же образом в двусварочное. Для прокатки сварочного железа устраиваются вальцы с квадратными, прямоугольными и круглыми ручьями. Полученное таким образом одно или двусварочное прутковое железо (d = 1 1/2") разрезают на палки (штыки) длиной 1 аршин, которые закладывают в обыкновенную или газовую отражательную печь; нагретые до белого каления штыки прокатываются в грубую П. Отражательные печи устраивают для этого с низким сводом. Проволочные вальцы отличаются от обыкновенных меньшим диаметром (около 9"); они разделяются на предварительные, шлихтовальные и окончательные, по несколько ручьев в каждом. Так как приходится П. прокатывать с одного нагрева до 5 и 4 мм толщиной, то скорость валкам придают значительную — до 400 оборотов в минуту. Продукт проходит сначала через квадратные ручьи, затем через овальные, причем овал расположен то вертикально, то горизонтально, и таким образом металл получает сжатия то по одному, то по другому направлению; окончательные ручьи — круглые, так что пропущенная через них П. получает в результате круглую форму. Вестфальские скорые вальцы состоят из пяти расположенных в один ряд станов; первые три пары валков имеют по несколько ручьев, последние две — по одному. Английские окончательные проволочные валки имеют на каждой станине по две пары валков с одним ручьем в каждой; валки располагаются так, что плоскость осей одной пары валков перпендикулярна к плоскости осей другой пары. Металл, пройдя через одну пару валков, пропускается под второй парой и огибает катушку, затем возвращается обратно через вторую пару валков, проходит под первой парой и огибает вторую катушку; после этого он поступает на следующий стан и так далее. Прокатный стан Бедсона имеет две пары дисковых валков по одному ручью в каждом, причем одна пара дисков вертикальная, другая горизонтальная; соответствующими приспособлениями можно каждую пару валков немного передвигать в вертикальном и горизонтальном направлениях и установить все станы так, что прокатываемая П. будет проходить через все валки по одному прямому направлению. Вследствие постоянства промежутков между валками им придают такие скорости, чтобы П., выпускаемая одними валками, успевала убираться следующими. Выпущенный ручьем валка металл идет по направляющему каналу чугунных досок в ручей следующего валка. Первые диски имеют около 12 оборотов в минуту, последние до 300 оборотов. П. получается гладкая и ровная, длиной до 400 саженей. Один стан с 12 валками может прокатать около 16 тонн П. в сутки, толщиной 3/8 ". Возможность придать валкам различную скорость и отсутствие заворотов П. при переходе ее из ручья в ручей, чем устраняется образование узлов и запутывание П., дают станкам Бедсона большое преимущество перед другими. Чтобы уменьшать остывание и окисление прокатываемой П., ее пропускают при переходе между ручьями валков через жаровые барабаны с чугунными кожухами, которые в случае необходимости могут быть снаружи и подогреты. Прокатная П. по выходе из последнего валка навивается на барабан. Полученные таким образом мотки кладут в ящики из листового железа, плотно закрываемые крышками, где они, медленно остывая, предохраняются от окисления и отпускаются. Из штыков 24" длиной протягивают до 200 футов П. После прокатки для получения более тонких сортов П. подвергается волочению в волочильных станках. Существенную часть этих станков представляют волочильные доски, от качества очков которых зависят хорошие качества продукта. Очки для этих досок при изготовлении тонкой полированной П. нередко изготавливают из драгоценных камней, преимущественно из рубинов. Дороговизна материала и работа вполне окупаются количеством и качеством протянутой П.: она получается ровная, гибкая и однородная. Можно протянуть до 4 фунтов тонкой серебряной П. через рубиновое очко в 1/32", совершенно одной толщины. На приготовление подобного очка затрачивают около 40 часов работы. Камни вделывают в медные оправы, которые вставляют в железные доски. После камней лучшим материалом для волочильных досок считается по своей прочности вольфрамовая сталь, но вследствие ее дороговизны часто употребляют также немецкую сталь, которую изготавливают следующим образом: закладывают в горн коробку из полосового железа с кусками сырой стали; эту коробку снаружи обертывают холстом, пропитанным глиной; холст сгорает, а глина предохраняет металл от окисления. Нагретая до сварочного жара коробка вынимается и проковывается; сталь сваривается и из нее получают доску, которую разрезают на куски. Иногда употребляют доски, отлитые из твердого чугуна. В металлических досках отверстия пробивают в нагретом состоянии, так называемыми бородками, затем отпиливают заусенцы и выравнивают поверхность; только очень малые отверстия высверливают. Поверхность очка должна быть тщательно отполирована. В доске делают от 60—100 очков. При вытягивании П. затрачивается усилие несколько большее, чем сопротивление, оказываемое краями очка прохождению металла; поэтому наилучшая форма очка для волочения — два усеченных конуса, сложенные верхними основаниями, с закругленными ребрами. Вследствие дороговизны правильного приготовления таких очков часто им придают форму цилиндра с конусом. Эти формы предохраняют металл от срезания и способствуют постепенному утончению продукта; усилие передается не на одну кромку, а распределяется по всей поверхности конуса. Волочение металла имеет место только тогда, когда величина груза, способная его утончить, не превосходит абсолютной крепости. При этом металл делается жестче, но менее тягуч, так что приходится прибегать к отжигу: П. нагревают и медленно охлаждают в закрытом сосуде. Наиболее выгодно пропускать П. через очко волочильной доски так, чтобы площадь сечения ее уменьшилась при этом на 0,1 первоначальной величины. Для уменьшения трения отверстия волочильной доски смазываются маслом, мыльной водой и пр. Волочение ведется в холодном состоянии, ибо на поверхности нагретого металла образуется окалина, которая бы портила очко и поверхность П. Для протягивания толстых сортов П. устраивают рычажные или цепные клещевые станы. В первых от вращающегося барабана с кулаками посредством рычагов получают движение взад и вперед клещи, которые, двигаясь от установленной на той же станине волочильной доски, захватывают губками П. и тянут ее; при обратном движении клещи расходятся и освобождают П. Вследствие малого хода клещей (около 3 футов) на П. остается много отпечатков. Клещи цепного стана устраиваются на тележке; она сцепляется с бесконечной цепью, которая передвигает ее от установленной на стане волочильной доски; в это время клещи тянут П.; для обратного движения тележка разобщается от цепи и передвигается рабочим. Несмотря на более однородное строение металла, получаемого при волочении, сравнительно с прокатным, прокатка вследствие скорости работы и получения незазубренной поверхности металла вытеснила клещевые станы. Для приготовления тонких сортов П., которые при захватывании клещами легко рвутся, а также для ускорения работы употребляют блоковые волочильные станы. П. в них захватывается всего один раз и получается с совершенно чистой и ровной поверхностью. Блоковые волочильные станы состоят из вертикальных или горизонтальных барабанов, которые, вращаясь, наматывают на себя П., протягивая ее через волочильную доску с находящегося позади нее так называемого мотовила. Вертикальные блоки имеют коническую, а горизонтальные цилиндрическую форму. На одном столе помещают целый ряд таких барабанов и сообщают им движение от одного привода. Скорость блоковых станов для медных и стальных П. от 7—60" в секунду. Очень часто полученную П. для уничтожения жесткости подвергают отжигу, т. е. нагреву и медленному охлаждению. Нагревание в обыкновенном горне сопровождается образованием окалины; существуют печи для нагревания П. без доступа воздуха, как, например, печь Ноккера. В печь заделывается чугунный цилиндр, который задвижками может быть разделен на отделения; топочные газы, проходя по каналам снаружи цилиндра, нагревают его. Бунты П. подвешиваются на крючки бесконечной цепи, которая проходит внутри цилиндра и заставляет П. нагреваться в одном отделении, а по мере передвижения ее из отделения в отделение она охлаждается и остывшая вынимается с другой стороны цилиндра. Для удаления окалины П. кладут в выложенную свинцом бочку с кипящим раствором кислоты минут на 20—30. Затем она для отмывки кислоты помещается в бочку с известковым раствором или с кипящей водой. Для удаления окалины с тонких сортов П. она или сотрясается в бочке с мелкими острыми камешками, или протягивается через две сотрясающиеся, обитые кожей дощечки, которые посредством наждака полируют и очищают проволоку. Если требуется от П. упругость и твердость, то ее закаливают, для чего пропускают сначала через каналы в наложенных друг на друга чугунных досках, которые помещены в печь; они нагреваются и нагревают проходящую П. Затем она поступает или в каналы следующих таких же досок, но которые охлаждаются водой, или в резервуар с охлаждающей смесью, где и закаливается. Для придания такой П. глянца ее после закалки пропускают через масло и отверстие волочильной доски. После вытяжки П. выпрямляется, проходя через выпрямляющие приборы. Так, например, устраивают ящик с барабаном, на оси которого надет храповик с собачкой; П. проходит через отверстие в стенке ящика, обертывается вокруг барабана и выходит через другое отверстие. Готовая П. сматывается в бунты. П. для канатов и телеграфа подвергается испытанию на разрыв и кручение. Для предохранения от окисления П. покрывают цинком; ее пропускают в ванну со слабым раствором HCl для очистки; отсюда она идет сквозь трубочки, заделанные в печи, где она нагревается, и тогда поступает в ванну с расплавленным цинком; после этого пропускается через сосуд с песком, который удаляет все неровности, а затем свертывается в бунты. Очень часто осаждают цинк на П. в гальванической ванне. Оцинкованная П. нередко покрывается оловом (для чего ее погружают в ванну из раствора винной кислоты, оловянной соли и соды) или медью — погружением в раствор медного купороса с оловянной солью. В продаже имеется П. или мягкая гибкая, или упругая твердая, закаленная. Оцинкованная грубая вальцованная П. вследствие своей дешевизны идет на сетки клеток, матрацы, изгороди и проч. Оцинкованную П. нередко прокатывают с медными, покрытыми также цинком, полосками, которые, пройдя вальцы, припаиваются к стальной П.; полученная медно-стальная П. вследствие своей большей проводимости тока и большей легкости сравнительно с железной, а также благодаря своей неокисляемости употребляется на телеграфные провода. Для П. из меди или ее сплавов отливают болванки, которые проковывают и прокатывают в штыки или листы, последние разрезаются круглыми ножницами; ножницы состоят из двух параллельных валков с насаженными на них режущими дисками; расстоянием между двумя дисками определяется ширина полос. Вследствие надрывов и заусениц, получаемых при разрезке полос, они идут только на грубые сорта П. В том или другом виде материал прокатывается и проволакивается. Медная П. идет на сетки, для электрических приборов, для динамо-машин и проч. Гораздо меньшее распространение имеют П. из свинца, цинка и олова. Магниевая П. идет исключительно для освещения. Можно получить очень тонкие сорта П. из платины, особенно если последнюю покрыть слоем серебра, которое после вытягивания П. вытравить. Применение платиновой П. довольно значительно. Для золотошвейных работ и в ювелирном деле требуется тонкая золотая и серебряная П. Изготовление их из чистых материалов очень редко, а обыкновенно осаждается на П. из других металлов, большей частью из меди, гальваническим путем, слой серебра или золота, или бруски покрываются слоем драгоценного металла как "накладное серебро" (см.).
В. Круссер. Δ .
Проволочные изделия. — В древности изготовление проволоки не отделялось от ее обработки. Так, во второй книге Моисея рассказывается, что Веселеил и Аголиав разбили золото в листы и, разрезав их на нити, заткали искусной работой между разноцветными шерстяными нитями [Это самое древнее сведение о проволоке.]. Подобное же выковывание проволоки из драгоценных металлов для украшения тканей и из железа, для изготовления кольчуг, производилось до Х столетия после Р. Х., когда впервые начинают говорить о волочении проволоки. Работа эта производилась с помощью очень оригинального приспособления: волочильная доска укреплялась в двух низких столбах, работник садился перед ней на род качелей, привешенных у потолка, захватывал конец проволоки зацепленными к его поясу клещами у самой доски и, упираясь ногами в столбы, отталкивался назад. Затем, отпустив клещи и согнув ноги, он силой своей тяжести возвращался в прежнее положение и начинал сызнова. В XIV столетии в Нюрнберге некто Рудольф применил к этому делу силу водяного мельничного колеса; клещи он прикрепил к длинной горизонтальной полосе, другой конец которой был зацеплен за кривошип на мельничном валу; движение было достаточно медленно, чтобы работник, сидящий на своей качалке, успевал вовремя перехватывать проволоку клещами. С тех пор появились в хрониках упоминания о "проволочных мельницах", особенно распространившихся в Вестфалии, в городах Изерлоне, Альтене и Люденшейде. В Лондоне первая проволочная мельница была устроена в 1590 г. немцем Годфридом Бексом. Во Франции это дело ввел Ришар Аршаль около того же времени, как оно появилось в Германии (еще и теперь проволока называется по-французски: fil d'Archal). Изделия из проволоки в наше время стали чрезвычайно разнообразны и изготовляются большей частью машинным способом; самые важные: П. гвозди, П. ткани и канаты, затем иголки, булавки, П. цепочки, крючки и множество мелочей для хозяйства и ремесел, изготовляемых частью ручной работой, частью с помощью сложных самодействующих машин. Проволока поступает в продажу частью "крепкая" в том виде, как она вышла из волочильной доски, частью же "мягкая", в отожженном состоянии. Первая идет на те изделия, которые должны быть упругими, а вторая служит "вязальной" проволокой для печников и паяльщиков и также для большей части П. тканей и канатов. Во многих работах проволока подвергается таким сильным натяжениям, что сама собой выпрямляется или принимает нужную форму; в других ее необходимо выпрямлять. Для этого существуют особые приспособления и машинки, сообщающие проволоке последовательно равные, но противоположные гнутия, как раз достигающие предела упругости и потому взаимно уничтожающиеся. Обыкновенно проволоку протягивают между пятью роликами с параллельными осями, настолько сближенными, чтобы она шла по волнистой линии: последовательными пробами находят такую степень сближения роликов, при которой проволока выходит из аппарата прямой. Но в "бунте" проволока может иметь двоякую кривизну; в таком случае систему роликов заставляют быстро вращаться около проволоки, и она выходит уже вполне прямой. Такой усложненный аппарат необходим, например, для выпрямления упругих тонких проволок, из которых делают "щетки" для динамо-машин; в других случаях ролики заменяют просто штифтами, наклонно вбитыми в деревяшку. П. гвозди стали впервые изготавливать в Париже (отсюда их название: pointes de Paris), сначала ручной работой, а потом с помощью автоматических машин (франц. патент J. White, 1811 г.), с 1840 г. быстро распространившихся по всему свету. Машины эти (разнящиеся между собой лишь в деталях) состоят из совокупности последовательно действующих механизмов, приводимых в движение от общего вала с маховиком и разными эксцентриками. Сначала проволока проходит через распрямляющую систему роликов, затем ее захватывают пружинные клещи, приводимые в движение рычагом, шатуном и кривошипом, сидящим сбоку на главном валу. Можно урегулировать подачу проволоки при каждом обороте вала, определяющему длину изготовляемого гвоздя. При обратном движении проволока задерживается накрепко следующей частью механизма, поэтому пружинящиеся клещи просто скользят по ней. Как только проволока выдвинулась на нужную длину, особая пара эксцентриков быстро приводит в движение около вертикальных осей два изогнутых рычага, на коротких плечах которых укреплены особой формы острогубцы, отрезающие уже готовый гвоздь у самого почти зажима и заостряя его при этом. Одновременно с этим другой сложный рычаг, приводимый в движение эксцентриком, захватывает проволоку, немного отступив от свободного конца. Губы этого зажима снабжены насечками. Чтобы обеспечить отпадение гвоздя, вслед за этим по ним ударяет особый молоточек. Во время этих движений третий эксцентрик отодвигает горизонтальный молоток, скользящий между направляющими и сгибающий при своем отступлении сильную вертикальную пружину в виде буквы V. При дальнейшем движении эксцентрик спускает молоток, и удар формует выдающуюся из зажима часть проволоки в головку. Проволочные ткани имеют громадное применение для сит в мукомольном производстве и в разного рода сортировках для зерна и других сыпучих тел; в машинах для изготовления писчей бумаги употребляются широкие и длинные бесконечные полотна из тончайшей П. ткани. Вручную П. сетки или плетут, или ткут на особого рода станках, очень первобытного устройства. Известные плетеные сетки с шестиугольными ячейками, столь часто натягиваемые на оконные рамы складов, плетут очень просто: в раму вбивают гвоздики на назначенных расстояниях, проволоку разрезают на куски примерно в полтора раза длиннее рамы и свертывают в небольшие бунты. Закрепив верхние концы за гвоздики, перевивают по два раза попарно нечетные проволоки с четными, затем завивают крайние за гвоздики вертикальных частей рамы и перевивают четные проволоки с ближайшими нечетными и т. д. Из плоских винтовых спиралей, ввинченных одна в другую, делаются сетки из ромбических ячеек, посредством особой машинки, которую описать было бы очень сложно. Для сеток с прямоугольными ячейками ручной станок состоит из крепкой деревянной рамы, поставленной почти вертикально, с небольшим уклоном назад, и снабженной вверху и внизу горизонтальными перекладинами из толстого круглого железа. Проволока для основы разрезается на куски двойной длины против расстояния перекладин; каждый кусок перекидывается через верхнюю, и оба конца скручиваются под нижней, причем передние проволоки пропускаются через дырочки в горизонтальных полосках горизонтальной рамы, заменяющей бердо обыкновенного ткацкого станка. Натянув основу, работник притягивает к себе горизонтальную рамку, в образующийся зев просовывает длинную иглу, часто изготовляемую из старой шпаги, вставляет в ушко загнутый крючком конец проволоки, приготовленной для ушка, и, вытащив иглу назад, прибивает уток своей рамкой-бердом. Для пропускания следующей нити утка бердо приходится отталкивать от себя. Употребляемые для более гибкой тонкой проволоки ткацкие станки — более похожи на обыкновенные; существуют и машинные, горизонтальные, только меньшая гибкость нитей требует более прочной конструкции и более сильного прибивания утка (см. Ткацкое производство). П. канаты были введены для рудничных подъемных машин Альбертом, в Клаузтале, в 1884 г., придумавшим ручной способ их изготовления, почти скопированный с приемов канатного производства (см.). В настоящее время П. канаты изготавливаются посредством машин, в принципе совершенно сходных с машинами для пеньковых канатов. Приспособления для ручного производства П. изделий необыкновенно разнообразны. Для примера опишем изготовление шпилек для волос: проволоку выпрямляют, протягивая между штифтами кусками во всю длину комнаты. Затем нарезают на куски ножницами, отмеряя равные куски с помощью деревянного желобка с перегородкой, в которую упирают свободный конец, когда ножницы касаются дерева. Концы заостряют на сухом точильном камне, как иголки (см.), вращая несколько штук зараз между пальцами. Для сгибания служит проволочная скобка соответственной толщины, укрепленная горизонтально у края стола: один конец просовывают под скобку до выдающейся зарубки на кусочке жести, прибитом к столу, а другой пальцами отгибают вверх около проволоки скобы. Готовые шпильки обыкновенно обмакивают в хороший масляно-асфальтовый лак и сушат в печи.
В. Лермантов.
|
Page was updated:Tuesday, 11-Sep-2012 18:16:15 MSK |