| [ начало ] | [ С ] |
Столярное дело*
— Самою важною отраслью деревообрабатывающей промышленности является С. дело, занимающееся более тонкою и тщательною обработкою дерева, чем оно существенно отличается от плотничного дела (см.). Ручной труд в течение долгого времени являлся преобладающим при обработке дерева, и лишь последние 25—30 лет машинное производство С. изделий получило сильное развитие в промышленных странах Зап. Европы и Америки. У нас же и по настоящее время число столярных и мебельных заведений, приводимых в действие механическою силою, ограничено (см. Мебельное производство), и потребность населения в С. изделиях покрывается преимущественно ручным трудом ремесленников и кустарей. Тем не менее, деревообделочные механические станки и у нас можно встретить в большом количестве там, где приходится одновременно обрабатывать металлы и дерево, как, напр., при изготовлении сельскохозяйственных орудий, пожарных инструментов, весов, в экипажном, фортепианном деле и т. п. В крупных машиностроительных и чугунолитейных заводах, получивших в последнее время у нас сильное развитие, имеются столярно-модельные мастерские, снабженные деревообрабатывающими станками. Военные технические заведения, каковы: адмиралтейства, арсеналы, артиллерийские мастерские и пр., а также вагонные фабрики и железнодорожные мастерские тоже пользуются в значительной степени услугами деревообделочных машин и т. д., и потому, помимо ручной обработки дерева, в виде С. ремесла приходится подробно остановиться также и на устройстве деревообрабатывающих станков. Существенною принадлежностью столярного ремесла является столярный верстак, служащий для надлежащего укрепления дерева при его обработке. Состоит он из двух главных частей: из подверстачника В (фиг. 1), где хранятся инструменты, чертежи и работы, и — верстачной доски А с двумя тисками M п Н. Тиски H называются продольными, или задними, и приводятся в движение винтом О; тиски M называются поперечными, или передними, и состоят из винта О' и дощечки Р. В продольных тисках весьма удобно зажимать бруски и вообще более толстые предметы; поперечные же тиски назначены главным образом для зажимания досок на ребро. Кроме того, на верстачной доске имеется ряд квадратных отверстий б, б, и такое же отверстие б' находится на конце продольных тисков: вставляя небольшие деревянные клинышки в отверстие б' и в одно из отверстий б и сдвигая тиски, можно зажать между клиньями обрабатываемое дерево, лежащее на поверхности верстака. Отверстия б' и б, б имеют 3/4 вершка в стороне и расставлены друг от друга на расстоянии около 2—3 вершк. Вместо деревянных клиньев в отверстия б и б' вставляются также железные или стальные гребенки с; эти последние снабжаются пружиною, посредством которой они удерживаются в отверстиях на разной высоте, не проваливаясь. Длина гребенок бывает около 4 1/2 верш.; при строгании можно о них испортить лезвие струга. Длина верстака бывает 2 — 4 1/2 арш., ширина — 10—20 верш., а высота около 17 верш. Для удобства переноса верстаки делаются разборными. В хороших верстаках верхняя доска делается из крепкого, твердого дерева — ясеня, дуба, бука или ильма, и толщиною по крайней мере 2 1/4 вершка, в более же простых верстаках ее делают из березы или сосны и толщиною около 1 — 1 1/4 вершка. В толще верстачной доски делаются иногда квадратные отверстия а, а, в которые вставляются подпорные деревянные колышки, служащие для лучшего удержания более длинных досок и планок, зажимаемых в тиски М.
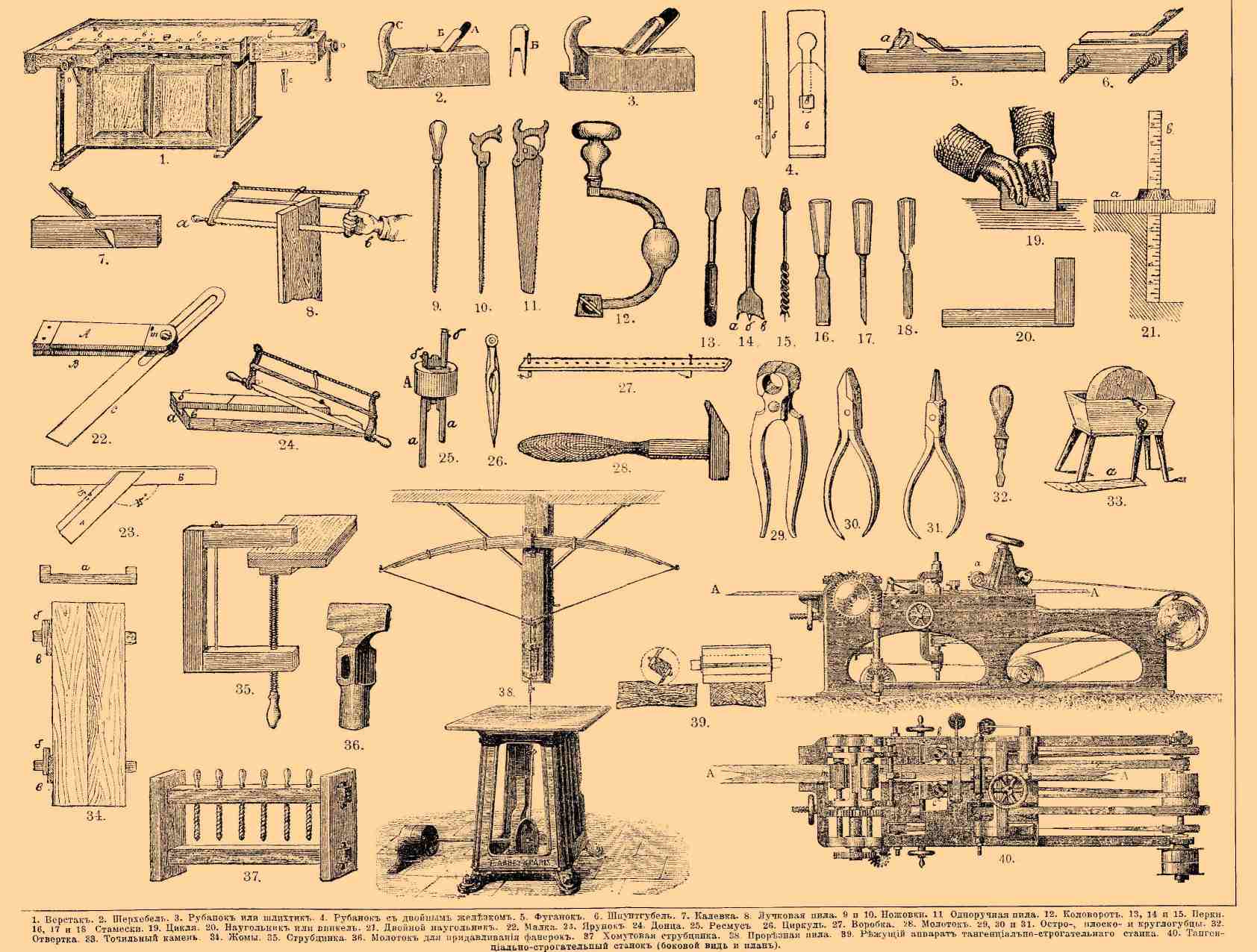
СТОЛЯРНОЕ ПРОИЗВОДСТВО I.
1. Верстак. 2. Шерхебель. 3. Рубанок или шлихтик. 4. Рубанок с двойным железком.
5. Фуганок. 6. Шпунтгубель. 7. Калевка. 8. Лучковая пила. 9 и 10. Ножовки. 11. Одноручная пила. 12. Коловорот. 13, 14 и 15. Перки. 16, 17 и 18. Стамески. 19. Цикля. 20. Наугольник, или винкель. 21. Двойной наугольник. 22. Малка. 23. Ярунок. 24. Донца. 25. Ресмус. 26. Циркуль. 27. Воробка. 28. Молоток. 29. Острогубцы. 30. Плоскогубцы. 31. Круглогубцы. 32. Отвертка. 33. Точильный камень. 34. Жомы. 35. Струбцинка. 36. Молоток для придавливания фанерок. 37. Хомутовая струбцинка. 38. Прорезная пила. 39. Режущий аппарат тангенциально-строгательного станка. 40. Тангенциально-строгательный станок (боковой вид и план).
Из инструментов, необходимых для С. работы, наиболее существенное значение имеют струги разного рода. Шерхебель (фиг. 2) представляет неширокий струг с узким железком, лезвие которого оттачивается выпуклою дугою. Он употребляется для грубой отделки и предварительного обстругивания поверхности дерева. Окончательно же поверхность сглаживается посредством рубанка, или шлихтика (фиг. 3), с более широким железком и прямым лезвием. Указанные инструменты состоят из деревянной колодки В и железка A, удерживаемого в колодке посредством клина Б в наклонном положении. Железко изготовляется из железа и наваривается сталью; ширина железка шерхебеля обыкновенно бывает около 1/2 вершка и доходит иногда до 3/4 верш., рубаночное же железко делается шириною до 1 1/2 вершка при длине колодки до 6 верш. Чем наклоннее положение железка в колодке, тем стружка будет толще, а обработанная поверхность грубее, т. е. работа пойдет более быстро, но поверхность дерева не получится гладкая; по мере же уменьшения наклона железка стружка становится все тоньше, а обрабатываемая поверхность глаже. Самая тонкая стружка получится тогда, когда железко будет почти вертикально; при этом струг будет не резать дерево, а скоблить. Чтобы при достаточной быстроте работы получить большую гладкость обрабатываемой поверхности, употребляют рубанки с двойным железком (фиг. 4). Это последнее состоит из обыкновенного рубаночного железка а, на которое наложено фальшивое железко б, укрепляемое на а в требуемом положении при помощи винта в; рубанок с двойным железком называется шлихтиком. Фальшивое железко привинчивается нижним своим концом как раз над лезвием первого (режущего), вследствие чего двойное железко шлихтика приобретает особую прочность и не дрожит при работе; стружка при работе им не отдирается и не откалывается от дерева, а постепенно надламывается, при этом обрабатываемая поверхность получается гладкая при достаточной быстроте работы. Для крупной работы необходим струг, называемый столярами фуганком; это рубанок с колодкою, длиною в 14 и даже в 17 вершк. при ширине до 1 1/2 вершка; снабжается он рукояткою а (фиг. 5). Железко в нем бывает простое или двойное, и сообразно с этим и фуганки назыв. простыми или двойными; фуганок необходим для пригонки кромок склеиваемых досок и выравнивания плоскостей при обмеривании прямых углов. Шпунтгубель (фиг. 6) применяется для выемки углублений в дереве, напр. на кромках досок и т. п. В калевках, или фигурных стругах (фиг. 7), железки отточены по известной фигуре для выстрагивания планок и досок, снабженных фигурными краями. Из других режущих инструментов необходимо указать на лучковую пилу, полотенце которой вставлено в деревянный станок особого устройства. Этот станок состоит из двух брусков, удаленных один от другого на известное расстояние посредством поперечины с вилообразными концами. Концы брусков просверлены, так что круглые ручки а и b (фиг. 8) с вырезами, куда вставляются концы полотенца, могут свободно вращаться вправо и влево, вращая вместе с тем и самое полотенце. Если это последнее будет несколько наклонено в сторону, то можно распилить доску довольно значительной ширины, чему не помешает вовсе поперечина, как видно на фиг. 8. Противоположные концы брусков стянуты тонким, крепким шнурком или веревкою (тетивою), по мере надобности закручиваемою и раскручиваемою закруткою, которая упирается в поперечину пилы. Когда полотенце наклонено к обоим брускам одинаково, то тетиву крепко закручивают, отчего само полотенце приобретает надлежащее натяжение, необходимое для правильной работы пилы. По окончании работы необходимо ослаблять тетиву, иначе станок пилы легко может испортиться. Обычные размеры полотенца пилы составляют от 20 до 25 дюймов длины и 1 1/4 дюймов ширины; для удобного поворачивания пилы в толще дерева необходимо еще иметь пилы с более узким полотенцем, что является необходимым при вырезывании криволинейных частей дерева. Для надлежащей работы пилы, зубья ее должны быть достаточно остры и разведены правильно (см. Лесопильное производство). Для сухого и крепкого дерева необходимо иметь пилу со слабо отогнутыми зубьями, а для сырого и мягкого — с более разведенными. Кроме лучковой и поворотной пилы необходимо также иметь и ножовку, употребляемую для выпиливания отверстий. Ножовки имеют неширокое полотенце, суживающееся к концу; рукоятка их может быть выточена (фиг. 9) или вырезана так, чтобы ее удобно было держать в руке (фиг. 10). Прежде чем начать выпиливать отверстия, последние подготовляют буравом, и с полученного этим путем отверстия начинается выпиливание по отмеченным на доске линиям. Во многих случаях лучковую пилу можно заменить одноручною пилою (фиг. 11), особенно при выполнении мелкой С. работы. Не менее важный инструмент после пилы есть бурав; обыкновенный буравчик бывает различной величины и употребляется для просверливания в дереве отверстий, в которые загоняются шурупы, гвозди и т. п.; это делается для того, чтобы дерево не раскалывалось. Необходимо также иметь коловорот (фиг. 12), преимущественно железный, с несколькими перками. Перка (фиг. 13) употребляется преимущественно для высверливания небольших отверстий, а для больших (более 3/8 дюйма) берется центровая перка (фиг. 14), высверливающая более ровные и гладкие отверстия. Ввиду неоднородного сложения дерева хорошую работу доставляют лишь те инструменты, в которых имеются лезвия двух сортов: одни имеют назначение предварительно надрезать волокна дерева, а другие служат для снимания стружек в подготовленном первыми лезвиями пространстве, чем устраняется отдирание или скалывание древесных волокон. Указанный принцип, который в большей или меньшей степени соблюдается почти во всех инструментах для обработки дерева, проведен надлежащим образом в центровой перке. Среднее острие ее б вставляется в середину того места, которое должно быть высверлено; острый нож а, лезвие которого поставлено перпендикулярно к плоскости чертежа, прорезывает при вращении сверла круг на поверхности дерева, соответствующий диаметру просверливаемого отверстия, а резак в, лезвие которого находится в плоскости чертежа, снимает стружки. Для правильности работы лезвие ножа а должно быть несколько ниже и отставать от центра б несколько дальше, чем лезвие резака в; при этом нож а успеет наметить круг на дереве прежде, чем резак в приступит к работе. Американская винтовая перка (фиг. 15) отличается от центровой перки тем, что она снабжается спиральною поверхностью, благодаря которой стружки автоматически извлекаются из высверливаемого отверстия; кроме того, спираль эта дает надлежащее направление бураву при его работе, вследствие чего подобные перки работают скоро и хорошо. Стамеска (фиг. 16—18) употребляется для выдалбливания отверстий в дереве и для отделки концов обрабатываемого предмета. Столяр должен иметь несколько обыкновенных стамесок (фиг. 16) различной ширины: в 1 дюйм, 1/2, 3/8, 1/4 дюйма и т. д.; кроме того, необходимо иметь длинную, узкую и толстую стамеску (фиг. 17), которая называется долбежным долотом и применяется при выдалбливании глубоких гнезд; желательно также иметь стамеску шириною в 1/2 дюйма с полукруглым лезвием (фиг. 18). Стамески стачиваются с одной стороны фаскою, причем необходимо обращать внимание на то, чтобы полученное лезвие было правильно наточено и совершенно остро. С. топор отличается от обыкновенного плотничного топора меньшими размерами и, значит, большею легкостью. Цикля, или скобель, представляет стальную пластинку, ребра которой тщательно отшлифованы, а стороны сходятся под прямыми углами; употребляется для сглаживания поверхности дерева после его строгания, так как рубанки и шлихтики всегда оставляют после себя более или менее заметные углубления, которые следует устранить при окончательной отделке дерева. Для изготовления цикли кладут стальную пластинку на стол и начинают затем водить по ребру ее гладким куском закаленной стали, назыв. воронилом (см.); если несколько раз водить им по ребру пластинки, крепко нажимая, то означенное ребро приобретает так наз. грат, или заусеницу; то же самое делают с прочими ребрами и тогда цикля готова. Для получения гладкой поверхности водят инструментом по выстроганной плоскости (фиг. 19) преимущественно вдоль волокон дерева, производя легкое надавливание. Положение цикли должно быть несколько наклонным, чтобы острый край ее соскабливал с поверхности мелкие стружки до тех пор, пока последняя не сделается гладкою; если затем потереть еще поверхность мягкими стружками, то она получит еще более гладкий и красивый вид. Столь же важное значение, как и режущие инструменты, имеют в С. деле измерительные и проверочные инструменты и приборы. Наугольник, или винкель, состоит из двух линеек неодинаковой длины, соединенных под прямым углом (фиг. 20); обе линейки (крыла) наугольника делаются обыкновенно из сухого дерева (бука, яблони, груши); лучшие наугольники изготовляются так, что тонкая линейка делается в них из стальной пластинки; американские винкели делаются целиком из металла: толстое плечо чугунное, а тонкое — стальное, на этом последнем плече иногда делаются дюймовые или миллиметрические подразделения. Двойной наугольник (фиг. 21) состоит из планки а, сквозь утолщенную в середине часть которой пропущен квадратный стержень в с делениями. Этот последний может с некоторым усилием скользить в отверстия планки а; такой угольник часто применяется в модельном деле и служит для измерения высот и уступов, особенно в тех случаях, когда бока уступов наклонны. Более универсальный инструмент представляет малка (фиг. 22), посредством которой можно измерять всевозможные углы. Состоит она из двух тонких деревянных линеек А и В, соединенных между собою так, что между ними образуется щель; в эту последнюю входит третья линейка С (деревянная или металлическая), которая может поворачиваться с некоторым усилием вокруг шарнира m, при чем образуются углы различной величины. При применении этого инструмента раздвигают оба крыла его на столько, сколько требует этого величина обмериваемого угла, отмечают им на дереве соответствующий угол и употребляют затем точно так же, как обыкновенный наугольник. В С. деле часто приходится соединять два куска дерева под прямой угол в ус, при этом приходится срезать сходящиеся концы наискось так, чтоб они составляли половину прямого угла (45°); вместо малки для означенной цели лучше всего употреблять специальный наугольник, называемый ярунком (фиг. 23); состоит он из деревянной колодки А и более тонкой линейки Б , деревянной или металлической, прикрепленной к колодке под углом в 45°; в таком виде ярунок употребляется, как и обыкновенный винкель. Когда приходится срезывать под определенным углом концы у значительного количества планок или дощечек, напр. при массовом изготовлении рамок и т. п., устраивают простое приспособление, которое назыв. донцами (фиг. 24). К гладко выстроганной доске а приклеивают две равные выстроганные планки б и в так, чтобы образующийся между ними промежуток был везде одинаковой ширины; ширина этих планок делается в 1 врш., а толщина в 1/2 врш. На планки эти отлагают затем самым точным образом два угла, каждый равный половине прямого, и делают пилою два надреза по означенным линиям. Дощечки, концы которых должны быть срезаны под известным углом, кладутся поочередно в донцы между двумя верхними планками плотно к одному краю и затем пилою, которая направляется надрезами в планках, производится срезывание концов означенных дощечек; этим путем получается возможность скоро заготовить значительное количество планок, срезанных совершенно одинаковым образом. Часто употребляемым в С. деле инструментом является ресмус (фиг. 25), который служит для проведения на обрабатываемом дереве параллельных линий. Состоит он из колодки А, которая изготовляется из куска плотного, твердого дерева, в котором делают два сквозных отверстия, соединяющихся между собою узкою сквозною щелью. В отверстия вставлены два деревянных стержня аа, имеющих на одном своем конце острую стальную шпильку бб. Стержни аа удерживаются в неподвижном положении при помощи двух клиньев, которые помещаются в щели колодки. Ослабляя означенные клинья, можно установить стержни в любом положении. Шпильками можно чертить параллельные линии на дереве; для этого ведут шпенек (шпильку) по дереву, придавливая колодку ресмуса к другой его грани, при этом шпенек начертит линию, параллельную ребру дерева; расстояние же начерченной линии от ребра будет зависеть от положения стержня в колодке. Необходимо также иметь правильную линейку для проверки плоских поверхностей, аршин, разделенный на вершки и дюймы, или другую меру (4 фута, деленные на дюймы, метр, разделенный на сантиметры и миллиметры) и, кроме того, циркуль (фиг. 26) для измерения и для описания кругов. Если требуется описывать большие круги, то для этого употребляется воробка, состоящая из тонкой планочки с отверстием для вкладывания карандаша в одном конце, острым штифтом в другом и рядом отверстий вдоль всей планочки; острый штифт вставляют в то отверстие, которое должно служить центром для описываемой дуги или круга (фиг. 27). Кроме описанных инструментов, необходимы еще следующие. Молоток (фиг. 28) весом около 3/4 фн. и до 1 фн., делается из железа и оба конца навариваются сталью; один конец имеет квадратную или круглую форму и несколько выпуклую поверхность, а другой сплющен и закругляется для вбивания мелких гвоздей. Острогубцы, или клещи (фиг. 29), употребляются для вытаскивания гвоздей и должны быть длиною около 8—9 дюймов. Полезно иметь также плоскогубцы (фиг. 30) и круглогубцы (фиг. 31), рашпиль для отделки дерева, отвертку (фиг. 32) и т. д. В С. мастерской должно, кроме того, находиться все необходимое для надлежащего оттачивания инструментов. Точить инструменты можно на точильном камне и на оселке, первый употребляется для того, чтобы устранить излишнюю часть железа и стали, пока не образуется новое, ровное лезвие, а второй — для того, чтоб сделать последнее тонким и отполировать его. Точило, применяющееся в небольших мастерских, состоит из плоского куска песчаника, помещенного в деревянный ящик плоскою стороною кверху; при оттачивании инструмента камень смачивают водою, причем следует следить за тем, чтобы железко все время находилось в одном и том же наклонном положении, так как в противном случае фаска получится неровная. Вместо плоского точила употребляют круглое из мелкого крепкого песчаника, 11—16 дюймов в диаметре; этот камень надевается на железную ось, лежащую на краях деревянного ящика, а этот последний делается на 4 ножках и наполняется при работе до половины водою. Не следует давать стали нагреваться от трения настолько, чтобы она потеряла свою закалку. К точильному камню полезно приделать приспособление (фиг. 33), устраняющее необходимость прибегать к чужой помощи для движения камня. Оселок есть не что иное, как небольшой продолговатый брусок мелкозернистого камня шириною в 2 дюйма. Желтые бельгийские оселки — самые лучшие. Если лезвие должно быть очень остро и тонко, то после отточки на оселке, смоченном водою, следует тереть его о поверхность более мелкозернистого камня, смоченную одною или двумя каплями масла. В крупных заведениях применяются специальные и более сложные аппараты и приспособления для надлежащего оттачивания инструментов, о чем речь будет ниже.
Наиболее важным приемом С. дела является склеивание деревянных частей. Хороший клей имеет цвет желтый или желтоватый, должен быть глянцевитым и иметь некоторую упругость, а при сильном сгибании должен ломаться, как стекло. При наблюдении на свет хороший столярный клей должен быть или прозрачным, или равномерно тусклым в более толстых пластинках; клей прозрачный, но с матовыми или темными пятнами негоден; кроме того, хороший клей не должен сыреть на воздухе и не иметь дурного запаха. Клей раздробляют на мелкие кусочки и кладут в сосуд с холодной водой, где он остается до тех пор, пока не впитает столько воды, чтобы можно было раздавить его пальцами; это происходит приблизит. через 3—4 часа. Остальная вода выливается, куски клея кладут в клеянку, которую ставят на огонь, пока он не обратится в ровную, жидкую массу, не содержащую комков. Во время варки клей необходимо постоянно мешать деревянной палочкой, чтобы не давать ему подгореть на дне, так как в противном случае он утрачивает часть своей связывающей силы. Также не следует нагревать клей сильно: в хороших клеянках стенки и дно сделаны двойными, промежуток между стенками и днищами наполнен водою — при этом температура не будет выше 100° Ц. Для намазывания клея употребляются кисти, большая и маленькая. В продаже можно получить жидкий клей, который не застывает при обыкн. темп. в студень. При склеивании надо стараться употреблять наименьшее количество клея, так как излишек его не допускает плотного прижатия склеиваемых частей; слишком густой клей намазывается неровным слоем и скоро густеет, а потому при работе с ним необходимо торопиться; слишком жидкий клей жадно впитывается порами дерева, при этом может вовсе не произойти склеивания; вследствие указанной причины твердые и плотные породы дерева требуют более жидкого клея, а рыхлые и мягкие — более густого; торцы дерева надо клеить очень густым клеем или же предварительно промазать жидким клеем и высушить для того, чтобы поры закрылись, а затем намазать клеем обыкновенной густоты; некоторое проникновение клея в глубь дерева есть необходимое условие прочности склейки, а потому надо избегать всего, что только может препятствовать приставанию клея; вот почему поверхности, подлежащие склеиванию, не следует трогать сальными руками или слишком выглаживать и шлифовать и т. п. Никогда не следует приступать к намазыванию клея, пока он не распустится весь и не примет однообразного состояния, в противном случае нераспустившиеся крупинки клея будут способствовать неравномерности намазывания его и не допустят плотного прикосновения склеиваемых частей; свежеразведенный клей отличается наибольшею связывающею силою, но затем, с каждым новым разогреванием, клейкость его постепенно ослабляется и потому следует стараться разводить только наименьшее количество клея. Склеиваемые поверхности должны быть тщательно пригнаны друг к другу, и должно при наложении одной на другую между ними оставаться возможно меньше пространства, так как чем менее клея останется между склеенными поверхностями, тем крепче они будут держаться. С тою же целью склеиваемые куски дерева должны быть во время процесса склеивания крепко прижаты друг к другу. Если нужно склеить две планки ребрами, то сначала тщательно прострагивают фуганком означенные ребра так, чтобы при наложении обеих планок нельзя было заметить никакого просвета. Затем оба ребра обильно намазывают горячим клеем, быстро складывают вместе и сильно сжимают в верстаке, так чтобы излишний клей выступал из места соединения досок; если предварительно нагреть склеиваемые ребра, держа их перед огнем, и затем намазать горячим клеем, то работа будет успешнее, так как нагретое дерево лучше впитывает клей. Вместо верстака доски можно сжать посредством клиньев; для этого из дуба или бука изготовляют два бруска, называемые жомами (фиг. 34); в вырезы этих брусков глубиною в 1 — 1 1/2 дюйма вкладываются склеиваемые доски и крепко зажимаются клиньями. Доски, пролежавшие зажатыми от 3 до 6 часов, смотря по теплоте воздуха, можно вынуть из тисков. Для склеивания досок широкими поверхностями употребляют струбцинки; приспособление это состоит (фиг. 35) из трех крепко связанных брусков дерева, стянутых тонкими железными стержнями и снабженных на одном из брусков деревянным винтом, посредством которого можно сильно зажать предмет. Чтобы не попортить работы концом винта, следует всегда класть деревянную дощечку (сулагу) между винтом и предметом. Число употребляемых струбцинок зависит от размеров изготовляемого предмета. Для успешности работы склеиваемые доски должны быть нагреты перед намазыванием клеем. Совершенно гладкие поверхности склеиваются менее прочно, чем снабженные нежною шероховатостью; поэтому полезно широкие гладкие поверхности обделывать цинубелем: это струг, в котором круто поставленное железко имеет ряд тонких острых зубчиков; при проведении цинубелем поверхность дерева получает равномерную и мелкую шероховатость. Твердые породы дерева склеиваются труднее, чем мягкие, так как последние легче впитывают клей. При склеивании лес должен быть совершенно сухой, в противном случае соединение получается непрочное. Полезно также с целью увеличения связывающей способности клея прибавить к нему небольшое количество (от 4—8% по весу клея) тонкого порошка мела, цинковых или свинцовых белил. Опыты, произведенные над определением прочности склеенных частей, дали след. результаты: при склеивания дерева торцом, на кв. дюйм склейки для разрыва, требуется при буковом дереве 47,5 пд., грабовом — 40 пд., дyбoвoм — 38,75, еловом — 33,25, липовом — 32 и кленовом — 31,5 пуда; при склеивании дерева боком, независимо от направления волокон, при грабовом дереве — 25 пуд., буковом — 24,5, кленовом — 20, дубовом 17,25, липовом — 14,5 и еловом 7,5 пуд. В С. деле очень часто применяется так назыв. накладная, или оклейная, работа, имеющая целью придать предмету, сделанному из простого, дешевого дерева, красивый внешний вид посредством оклейки тонкими дощечками из ценного дерева, назыв. фанерами. Такая работа дает след. выгоды: приготовляемые предметы имеют меньший вес, так как их остов делается обыкновенно из легкого и мягкого дерева; работа обходится дешевле, нежели работа из цельного дерева; работе можно придать более красивый вид, чем массивной, так как из фанер легче выбрать и составить красивые узоры, чем из цельных кусков; наконец, оклейная работа дает возможность изготовить более прочные изделия, так как при ней частям остова удобнее придавать форму, размеры и взаимное положение, более соответствующие условиям прочности, чем при работе из цельного дерева. Фанерки обыкновенно покупаются готовыми (см. Мебельное производство); самая поделка, не оклеенная еще фанерками, назыв. обвязом, или остовом. Обвяз должен быть сделан весьма тщательно для предупреждения растрескивания и коробления. На оклеиваемой поверхности не должно быть ни торцовых или вообще таких деревянных частей, которые быстро впитывают в себя клей, ни головок металлич. частей, так как в подобных местах фанера выпучивается; углубления, встречающиеся на поверхности обвяза, лучше всего заделать замазкой из клея и древесного угля, растертого в порошок. Перед наклеиванием фанер поверхность остова проходят в разных направлениях цинубелем, которым проходят и по нижней поверхности фанерки, если она не очень тонка; если же фанерка так тонка, что инструмент может ее испортить, то на нижнюю ее сторону наклеивается тонкая хлопчатобумажная ткань. Из фанерок вырезывают ножовкою или С. ножом необходимые части и затем приступают к вклеиванию; необходимо затем произвести достаточное нажатие на склеенные поверхности, пока не успеет остынуть клей. Если поверхность невелика или она узкая и длинная, то фанеру придавливают нагретым молотком с закругленным концом (фиг. 36). Водить молотком нужно быстро и по всей поверхности, причем особенно старательно следует им действовать по краям фанерок и в местах их соединения. Если остов имеет большую поверхность, то прибегают к помощи хомутовых струбцинок (фиг. 37). Состоят они из четырех деревянных брусков, прочно между собою соединенных и снабженных деревянными нажимными винтами; между фанеркою и концами винтов помещают сулагу, соответствующую по форме очертания назначенной для оклейки поверхности. Подобных струбцинок берут обыкновенно не менее трех: две по концам, а третья посередине оклеиваемого предмета. Завинчивание начинается со средних винтов, их прижимают насколько возможно туго, после чего продолжают завинчивать поочередно и другие винты так, чтобы по краям выступал клей. Сулага перед употреблением смазывается мелом или каким-либо жирным веществом, чтобы выступающий клей не пристал к сулаге; эту последнюю следует предварительно довольно сильно подогреть для того, чтобы клей оставался возможно дольше жидким во время прижимания. При оклейке кривых поверхностей необходимо сначала приготовить сулаги требуемой формы и затем во всем остальном поступать, как и с плоскими поверхностями. О различных соединениях между собою деревянных частей при изготовлении различных С. изделий см. Деревянные работы и Плотничное дело. Помимо этого, в С. деле применяется соединение между собою частей при помощи деревянных нагелей, металлических гвоздей, шпилек и шурупов. Подобное скрепление деревянных частей в большинстве случаев применяется лишь как вспомогательное укрепление деревянных соединений, сделанных в зарез. Нагели имеют вид круглых или восьмиугольных стерженьков диаметром 1/8—1/2 дюйма и длиной до 5 дюймов, изготовленных из твердого и вязкого дерева. Для скрепления нагелем надо высверлить в дереве перкой отверстие несколько меньшего диаметра и загнать туда нагель легкими и ровными ударами молотка, предварительно обмокнуть нагель в клей. Прочность подобного скрепления зависит от трения нагелей о стенки отверстия, и потому следует заботиться об увеличении означенного трения: если сколачиваются твердые породы дерева, то нагель делается круглым и из более мягкого и вязкого дерева, волокна которого при загонке в отверстие сжимаются и сильнее давят на стенки; если же сколачиваются мягкие дерева, то твердый нагель должен иметь восьмиугольную форму, что способствует раздвиганию стенок отверстия и возрастанию вследствие этого давления. В чистой С. работе головку нагелей срезают прочь и сравнивают заподлицо с обрабатываемой поверхностью дерева. Скрепляющая сила гвоздей равна той, которая требуется для вытаскивания вбитого гвоздя, причем опыты показали, что вбивание в торец ненадежно и его следует избегать; крепость удерживания гвоздя в дереве пропорциональна величине поверхности соприкосновения боковых граней гвоздя с деревом. В тех породах дерева, которые содержат дубильную кислоту, напр. дуб и пр., железные гвозди скоро ржавеют и несколько увеличиваются в объеме, а потому сидят вначале крепче, но затем окружающие древесные ткани разъедаются ржавчиной, и скрепление ослабляется. Поэтому для таких пород предпочтительно употребляются оцинкованные гвозди. Скрепление шурупами прочнее гвоздевых почти вдвое; опыты показали, что шурупы сидят в липовом дереве в 1,4 раза, в буковом в 1,5 раза, в дубовом в 1,6 раза, а в грабовом в 2 раза крепче, чем в еловом; при торцовой загонке шурупы, как и гвозди, сидят слабо. Для дерева, содержащего дубильную кислоту, употребляют медные шурупы.
Деревянные изделия подвергаются различного рода отделке, которая служит для того, чтобы не только придавать дереву требуемый цвет и красоту, но и предохранить изделия от влияния на них атмосферы и этим сделать их более прочными и мало изменяющими свою форму. Чтобы подвести дешевое дерево по наружному виду к дереву более дорогому и красивому, подвергают его травлению (см.), что дает возможность изготовлять довольно красивые предметы из малоценного материала. Наиболее частый прием в С. деле для получения изящных изделий представляет полировка предметов и покрывание их лаком (см. Лакирование). Кроме того, нередко применяется натирание деревянных изделий воском; для этого поверхность изделия подготовляется почти так же, как и для политуры: чистить надо по возможности без жирных пятен. Употребляют или чистый воск, или же сплав воска с небольшим количеством скипидара; подобным составом натирают поверхность дерева и растирают равномерно жесткою щеткою, причем излишек снимают циклей, затем трут шерстяным лоскутком до тех пор, пока не получится требуемый глянец. Главное достоинство отделки под воск состоит в возможности легко восстановить блеск, когда он исчезнет: стоит только потереть поверхность суконкой, и блеск возобновляется.
Деревообрабатывающие станки. В С. деле находят обширное применение станки с ленточными и круглыми пилами (см. Лесопильное производство), но преимущественно небольших размеров, причем обыкновенно надвигание дерева на пилу производится от руки, что дает возможность выпиливать на станке деревянные части разных размеров и различной формы. Вся предварительная заготовка частей для получения деревянных изделий обыкновенно производится на станке с ленточными пилами; подобное же, хотя и более ограниченное, значение имеют и станки с круглыми пилами. Встречаются в С. мастерских и так наз. прорезные пилы (фиг. 38), служащие для образования прямых, косых и кривых пропилов, преимущественно в тонком дереве. В них прямая, тонкая пила приводится обыкновенно в движение от шатуна, соединенного с пуговицею шайбы, сидящей на рабочем валу. Пила получает натяжение при посредстве пружины или при помощи груза. При малом ходе пилы и при большой величине пружин применение этих последних, так же как и груза, дает удовлетворительную равномерность натяжения, а так как станки с пружинами оказываются менее сложными по своему устройству, то они преимущественно и предпочитаются. Прорезные пилы американской конструкции получают до 1200 оборотов в минуту. Громадное значение при обработке дерева имеют строгательные машины. В некоторых из них ножи или резцы устанавливаются неподвижно, а обстрагиваемое дерево приводится в движение; при этом дерево может иметь или поступательное, или вращательное движение; в других станках резцы находятся при работе в движении, которое также бывает либо поступательное, либо вращательное; вращаться же они могут так, что лезвия резцов образуют при движении или цилиндрическую поверхность, или плоскость. Все строгательные станки разделяются на две главные группы. К первой относятся все те станки, в которых резцы имеют такие размеры и такую установку, что обстрагиваемая поверхность получается снятием одной лишь стружки, площадь которой равна всей сострагиваемой поверхности дерева и которая снимается параллельно направлению волокон дерева. Ко второй группе следует причислить все те станки, у которых данная обстрагиваемая поверхность дерева получается снятием многих стружек, причем волокна дерева перерезываются ножами. Собственно получение строганых поверхностей на дереве станками второй группы достигается с гораздо большим удобством и с значительным выигрышем времени. Станки первой группы употребляются в настоящее время по преимуществу тогда, когда цель производства — получение правильных стружек, напр. при приготовлении фанерок, гонта, спичечной соломки, коробок и т. д.; подробности об этих станках — см. Фанерочное производство. Станки второй группы в свою очередь могут быть разделены на две категории: на так наз. продольно-, или тангенциально-строгательные и на поперечно-, или параллельно-строгательные станки. В первых лезвия резцов описывают при своем движении цилиндрическую поверхность, касательную к обстрагиваемой плоскости, и снимают стружки по длине фибр дерева. В станках же второй категории лезвия образуют при движении плоскость, параллельную обстрагиваемой, и снимают стружку в направлении поперечном и наклонном к длине фибр, другими словами — в направления, которое получается через пересечение длины фибр с окружностями, описываемыми точками, лежащими на лезвиях резцов. Тангенциально-строгательные станки являются самыми распространенными приборами для выстрагивания деревянных частей. Режущий аппарат в них (фиг. 39) состоит из вала, горизонтального или вертикального, к которому укрепляется несколько резцов и который получает весьма быстрое вращательное движение, причем режущие кромки резцов параллельны оси, вокруг которой они движутся. В этих станках весьма важно обращать внимание на правильность плоскостей резцов и на угол их отточки. Обыкновенный резец необходимо соединять с особою накладкою, которая должна плотно прилегать своею переднею гранью к резцу, причем ее передняя кромка должна быть параллельна режущей грани, отступая от нее немного более, чем на толщину стружки. Накладка, устраняя вибрацию резца, не позволяет ему брать стружки то толще, то тоньше; к тому же стружка от выступа накладки сламывается, и не происходит откалывания. В существующих станках вал делает 1200—2000 и более оборотов в мин., и скорость на окружности резцов бывает между 15 и 20 метр. в сек., хотя доходит иногда и до 30 м, а в американских станках и до 50 м в сек. Скорость надвигания дерева изменяется от 16 до 18 мм в сек.; число резцов на вращающемся валу чаще всего бывает два, так что на метр длины дерева приходится от 800 до 2700 отдельных срезов. Строго говоря, тангенциально-строгательные станки не дают совершенно гладких поверхностей, а поверхность, получающаяся после обстрагивания, состоит из пересечений цилиндрических поверхностей. Но отношение скорости резцов к скорости надвигания дерева так велико, что выступы на дереве совершенно незаметны и практически их можно считать совершенно гладкими. Число режущих аппаратов изменяется от 1 до 4. В машине, изображенной на фиг. 40, имеются 3 режущих аппарата: один горизонтальный а, служащий для выстрагивания верхней поверхности доски АА, и два вертикальных b и с — для одновременной обработки обеих кромок доски. Два рифленых валика m (один над деревом, а другой под ним) и два гладких валика n, надавливая на доску, способствуют при своем вращении надвиганию дерева в сторону режущих аппаратов; таким образом, доска, проходя мимо трех аппаратов, выстрагивается с трех сторон. В других машинах под столом станка имеется еще и четвертый режущий аппарат. В двух вертикальных режущих аппаратах можно вместо прямых резцов поставить фасонные резцы разной формы, что дает возможность получать на кромках досок зубцы, шпунт и другие очертания. Подобные машины разнообразной конструкции употребляются во всех более или менее крупных деревообрабатывающих мастерских. Чрезвычайно практическим станком для С., модельных и т. п. заведений является строгательная машина, известная в Англии под именем универсальной (Universal Wood Worker). Она состоит из чугунного стола (фиг. 41), под которым помещается вал режущего аппарата, расположенного таким образом, что лезвия ножей при вращении аппарата несколько выступают над поверхностью стола, так что дерево, лежащее на столе и придавливаемое сверху рукою рабочего, обстрагивается с его нижней стороны. Дерево, какой бы оно ни было формы с верхней стороны и какой бы толщины ни было, легко сострагивается с нижней стороны. При этом способ работы весьма прост; при нем легко контролировать качество работы, рабочий может начать работу с начала дерева или с его середины, и, кроме того, искусный рабочий при помощи некоторых приспособлений может выстрогать разные плоские и кривые поверхности. Стол в подобных станках лучшей конструкции разделен по ширине на две части, из которых каждая может самостоятельно получать перемещение в вертикальном, а иногда и в горизонтальном направлении. При этом стол с левой стороны, т. е. сзади ножей, устанавливается на одном уровне с верхнею точкою круга, описываемого лезвиями этих ножей; стол же спереди режущего аппарата опускается на величину, соответствующую толщине снимаемой стружки. Это дает возможность снимать с дерева по произволу большую или меньшую стружку, причем часть поверхности дерева, уже состроганная, находит опору на заднем столе. Недостатком этого станка является его значительная опасность для рабочих, которые часто теряют пальцы и получают другие повреждения рук; при употреблении этого станка следует применять предохранительные от увечий приспособления. Обыкновенно ножи в режущих аппаратах станков описанной категории установлены таким образом, что их лезвия параллельны оси вала; вследствие этого ножи действуют сразу всем своим режущим ребром, отчего является значительное сопротивление при начале работы резца, вредно отражающееся как на самом инструменте, так и на чистоте обрабатываемой поверхности, и производящее усиленное давление в шейках вала, результатом чего является нередко их нагревание. Эти постоянные удары резцов о дерево тем вреднее действуют на станок, чем больше число оборотов режущего аппарата и чем резцы шире. Для устранения этих неудобств Марешаль предложил употреблять резцы, лезвия которых образуют винтовую линию так, что все точки этой линии лежат на одной цилиндрической поверхности. Резцы эти выковываются в виде тонких (до 2 мм) пластинок и при наложении на колодку режущего аппарата изгибаются по кривой, по которой колодка сделана. При подобном устройстве исключаются удары ножей о дерево и во всякое время какая-нибудь точка лезвия непременно находится на обрабатываемом дереве; работа идет плавнее, с гораздо меньшим шумом, а цапфы и подшипники изнашиваются гораздо медленнее. Стружки отбрасываются в сторону, что для рабочего и для самой машины лучше, чем когда стружки отлетают перпендикулярно к оси режущего аппарата, как в обыкновенных строгательных станках. Произведенные опыты показали, что подобные станки расходуют на 30% меньше работы по сравнению с обыкновенными станками. Французский завод Арбей применяет описанные режущие аппараты в своих строгательных машинах, причем в самых машинах находится прибор для отточки резцов, дающий возможность скоро придавать резцам правильную форму. К сожалению, сложность конструкции является серьезным препятствием в смысле широкого распространения означенных режущих аппаратов. Для определения числа лошадиных сил, расходуемого тангенциально-строгательными станками обыкновенной системы, можно применить формулу Гартига N0 = [ Σ (v)]/2000, где Σ (v) есть сумма чисел оборотов в минуту всех вращающихся валов в станке. Полезная работа, по Гартигу, выражается формулою N 1 = EV, где E — полезная работа, выраженная в лошадиных силах, необходимая для снятия 1 куб. метра стружек, а V представляет выраженный в куб. м объем стружек, получаемых в час; среднее значение для коэффициента E для сосны E = 2 + 20/H, где H представляет толщину стружки в мм и изменяется от 0,3 до 10 мм.
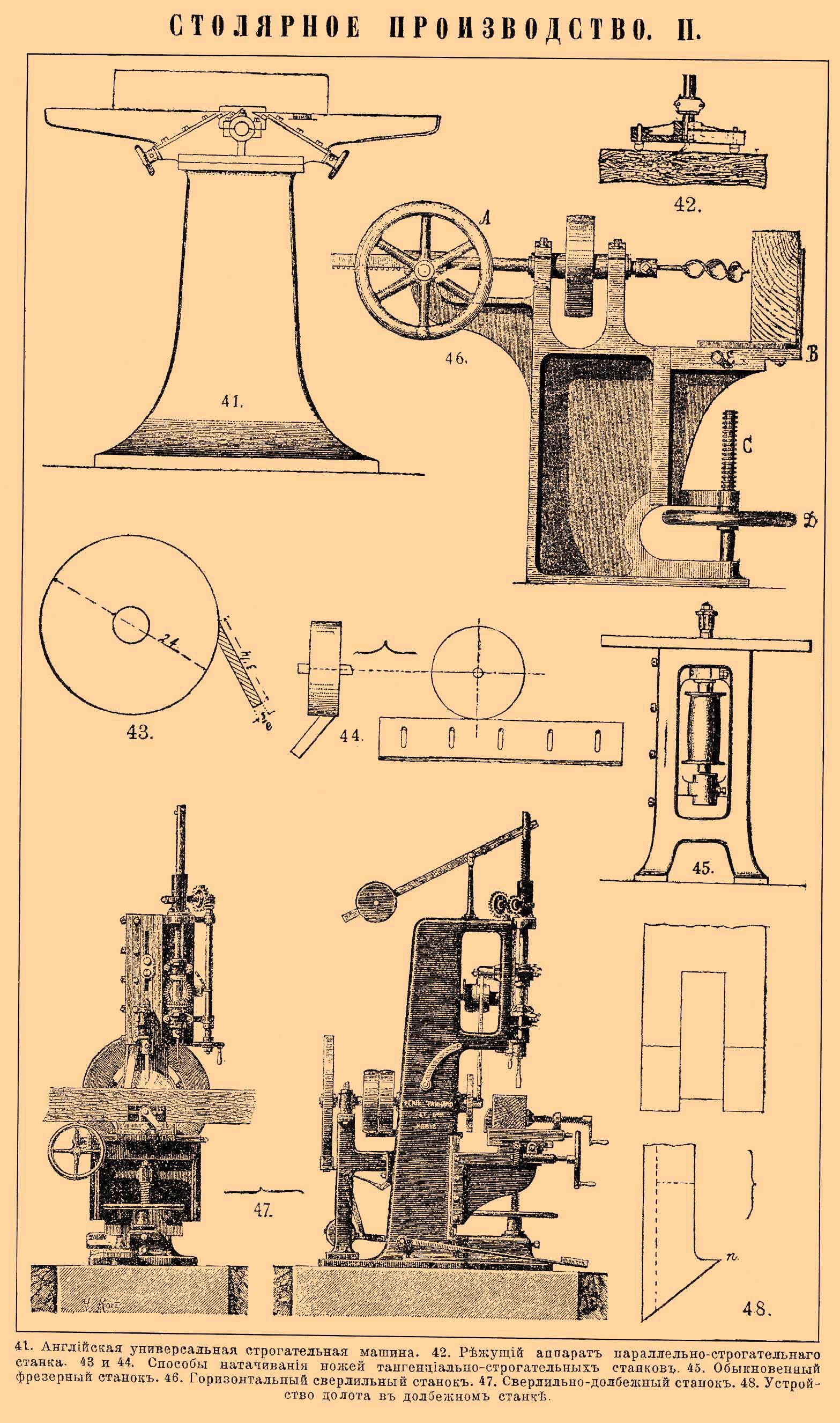
СТОЛЯРНОЕ ПРОИЗВОДСТВО II.
41. Английская универсальная строгательная машина. 42. Режущий аппарат параллельно-строгального станка. 43. Способ натачивания ножей тангенциально-строгательных станков. 44. Способ натачивания ножей тангенциально-строгательных станков. 45. Обыкновенный фрезерный станок. 46. Горизонтальный сверлильный станок. 47. Сверлильно-долбежный станок. 48. Устройство долота в долбежном станке.
В поперечно- или параллельно-строгательных станках режущий аппарат состоит из диска (фиг. 42), на котором укрепляются 2, 4 и больше ножей и который вращается около горизонтальной или вертикальной оси. Дерево обыкновенно получает непрерывное движение и обстрагивается по плоскости, параллельной плоскости диска. В существующих станках скорость на окружности изменяется между 17 и 30 м в сек., дерево же подвигается со скоростью от 20 до 60 мм в сек. Вращающийся диск бывает диаметром в малых машинах — от 150 до 300 мм, а в больших — от 0,8 до 2,0 м и доходит иногда до 3,6 м. Эти машины, несмотря на многие улучшения, не пользуются большим распространением и употребляются для выстрагивания брусьев, паркетных планшетов и вообще крупных предметов. Обыкновенно в таких станках дерево прикрепляется к особому подвижному столу, который двигается взад и вперед по станине, как это делается в металлострогательных станках; режущий диск соединяется с суппортом, который при каждом ходе стола подвигается на толщину снимаемой стружки. Но подвижной стол встречается и в тангенциально-строгательных станках, и, наоборот, в параллельно-строгателных станках можно найти надвигание обрабатываемого дерева при помощи питательных нажимных валиков. Надвигание подвижного стола дает лучшие результаты в смысле правильности обрабатываемых поверхностей, так как при этом дерево обстрагивается, при правильном движении стола, по плоскости, совершенно параллельной верхней плоскости этого стола; поэтому станки с таким способом надвигания дерева употребляются тогда, когда обрабатываемому предмету необходимо придавать точные размеры и формы. Для того же, чтобы нажимные валики трением могли увлекать дерево, они должны быть нажаты на нем с некоторою силою, которая достаточна для того, чтобы распрямлять тонкие доски. В таком распрямленном виде дерево подвергается обыкновенно действию верхнего и нижнего режущего аппарата и обстрагивается так, что обе обработанные поверхности становятся совершенно параллельными между собою; но когда дерево освобождается от давления валиков, оно опять сгибается. От таких станков нельзя требовать достижения точных форм, которые достигаются только движением стола. Английские инженеры называют все станки с надвиганием дерева при помощи валиков параллельно-строгательными (parallel planing machine), все равно, как бы ни двигались резцы. Английская терминология имеет в виду параллельность строганных поверхностей между собою, между тем как наша основывается на параллельности между плоскостью движения резцов и обстрагиваемой. К сожалению, сложность и дороговизна устройства подвижного стола, который должен иметь длину, соответствующую наибольшей длине обрабатываемых предметов, мешают широкому распространению деревострогательных станков с подвижным столом. Кроме того, необходимость укреплять дерево на столе особыми зажимами, а потом ослаблять их, чтобы снять состроганный предмет, отнимает много времени. Указанные недостатки отсутствуют в машинах, снабженных питающими валиками; станок имеет малые размеры, питание идет беспрерывно, и количество работы в них большое. В Америке распространен третий тип станков, в которых обрабатываемое дерево придвигается к резцам при помощи стола, движущегося наподобие бесконечной цепи. Такие машины обладают хорошими свойствами обеих предыдущих систем: они годны как для малых предметов, так и для больших, и работа в них идет беспрерывно. Она доходит до 3200— 3 700 кв. м в 10 час., причем обрабатываемое дерево может быть толщиною от 10 до 300 мм и шириною до 760 мм. Подобные машины устраиваются двух систем: простые, в которых дерево обрабатывается только с одной верхней стороны, и двойные, в которых оно обстрагивается одновременно с верхней и нижней сторон. В одиночной машине вал для верхнего режущего аппарата расположен над цепным столом, а у двойных, кроме этого вала, имеется еще один вал с ножами, служащий для обстрагивания нижней плоскости дерева и расположенный на самом конце станка, там, где дерево выходит. Самый цепной стол делается обыкновенно из полос железа шириною в 75 мм и толщиною в 30 мм; длина их соответствует ширине наружной станины. Полосы эти соединяются болтами, которые вставляются в петли, сделанные на полосах, так что каждая полоса может поворачиваться около болтов, как около шарниров, и все вместе образуют звенья бесконечной цепи. Движение стола совершается посредством двух шестерней, сидящих на одном валу; зубцы их захватывают снизу звенья стола и подвигают их в одну сторону. Вал, на котором сидят эти шестерни, помещается на конце машины, противоположном тому, где происходит питание, так что звенья стола тянут, а не толкают друг друга; вал этот всегда сидит сзади верхнего режущего аппарата и впереди нижнего. Для наиболее выгодного действия ножей на дерево режущий угол ножей должен быть определенной величины, и всякое изменение этого угла, зависящее от неправильного натачивания, действует вредно как в смысле гладкости получаемой поверхности, так и в отношении непроизводительной траты работы; то же самое имеет место и относительно прямолинейности режущей грани. Кроме того, режущий аппарат двигается со значительною скоростью, и потому он должен быть тщательно центрирован на своей оси, иначе получаются вредные толчки и удары, разрушительно действующие на станок; при неравномерном натачивании ножей, сидящих на одном и том же аппарате, надлежащая центрировка их достигается с большим трудом. Вот почему во всех более или менее крупных С. мастерских, где имеются тангенциально-строгательные станки, необходимо иметь станок для автоматического заострения ножей. Для этой цели самым подходящим орудием является, без сомнения, наждачный кружок, вращающийся с большою скоростью. Способ действия его на резец (фиг. 4 3) состоит в том, что кружок, вращаясь около своей оси и получая в то же время поперечное перемещение вдоль неподвижного резца (или, что одно и то же, резец движется в этом направлении, а ось кружка остается неподвижною), снимает известный слой с ножа и тем заостряет его. Этот обыкновенно употребляемый способ действия страдает, однако, следующими недостатками. Во-первых, узкая кромка резца, подвергающаяся непосредственному действию кружка, получает не плоскую форму, а цилиндрическую, в зависимости от диаметра заостряющего кружка. При этом самый край этой кромки, т. е. лезвие, оказывается настолько тонким и в нем сосредоточивается так мало материала, что он легко ломается и дурно сопротивляется возвышению в нем температуры при работе. С увеличением диаметра кружка неудобство это уменьшается, но при его изнашивании, которое постоянно имеет место, форма режущей кромки резца постоянно меняется и описанный недостаток возрастает. Во-вторых, при указанном способе действия кружка на резец прикосновение происходит не в одной точке радиального сечения кружка, а по целой линии, длина которой равна ширине узкой кромки ножа. Поэтому каждая частица металла или наждака, отделяющаяся во время заострения, должна пройти некоторый путь между трущимися поверхностями резца и кружка, прежде чем она выйдет наружу. Она не может быть вынесена без того, чтобы не быть сильно сдавленною между этими двумя трущимися поверхностями; а так как наждачный кружок представляет более или менее пористое тело, то частицы металла вдавливаются в тело кружка и делают его через некоторое время негодным к дальнейшему употреблению. Кроме того, от указанного трения лезвие нагревается, закалка теряется, и резец портится. Для избежания означенных неудобств некоторые конструкторы перевертывают в своих станках наждачный круг на 90°, т. е. плоская сторона кружка направляется по длине лезвия (фиг. 44). В этом случае узкая грань резца будет иметь плоскую форму, а отделяющиеся частицы металла и наждака свободно выносятся наружу; в этом случае особого возвышения температуры не происходит, ножи сохраняют свою нормальную закалку и требуют более редкого исправления. Ножи поперечно-строгательных станков заостряются на обыкновенном точильном камне, хотя и для этого случая имеются специальные приспособления.
Фрезерные станки принадлежат к тем машинам, в которых способ действия резцов на дерево походит на способ действия ножей в тангенциально-строгательных станках. Разнообразное употребление этих машин при фабрикации мебели, дверей, окон, багетов и т. д., преимущественно для вынимания пазов с разнообразным поперечным сечением в прямых или как угодно изогнутых предметах, делает их весьма полезным орудием для С. мастерских, особенно широко распространенным в Америке. При обыкновенном устройстве станки эти состоят из горизонтального стола (фиг. 45), с которым соединен быстро вращающийся вертикальный вал, верхняя часть которого выдается над поверхностью стола и образует головку; в эту последнюю можно вставить один или несколько ножей, назыв. фрезерами. Обрабатываемое дерево надвигается к фрезерам от руки, или же к столу прикрепляют разные направляющие линейки или другие приспособления, дающие возможность получать фрезерную работу на предметах разнообразной формы. Самому фрезеру можно придать какую угодно форму, вследствие этого и работа может получиться крайне разнообразная, начиная от вырезывания простых пазов и гребней на кромках досок и кончая самыми затейливыми рисунками. Вместо одной фрезерной головки устраиваются станки с двумя и более головками на одном и том же столе; кроме того, имеются станки, в которых вал, несущий фрезер, имеет горизонтальное положение, и, наконец, существуют станки, в которых одновременно имеются и вертикальные, и горизонтальные фрезеры. Обыкновенно вал делает 3600 и более оборотов, и скорость на окружности бывает 15—20 м в сек. На Чикагской выставке было много фрезерных станков для самой разнообразной работы: для гравирования на дереве, для получения на нем всевозможных узоров, довольно тонкой и изящной резьбы и т. п.; в таких станках, в которых имеется несколько горизонтальных и вертикальных фрезеров, валы этих последних делают до 10000 оборотов в мин.
Сверлильные станки устраиваются горизонтальные или вертикальные и служат для образования круглых или продолговатых отверстий. Последнее получается, когда сверло, погружаясь в дерево, вращается около своей оси и в то же время движется перпендикулярно к этой оси. Устраиваются сверлильные станки с неподвижным столом, и тогда сверло опускается в дерево; или же дерево получает вертикальное перемещение, а сверло только вращается; первое устройство обыкновенно предпочитается. Погружение сверла производится от руки или от ноги рабочего, вынимание же его совершается автоматически от действия груза, соединенного со шпинделем станка. Лучше устроить так, чтобы опускание сверла в дерево производилось ногою рабочего, потому что тогда руки его свободны. Для того, чтобы ограничить опускание сверла в том случае, когда приходится высверлить отверстие определенной глубины, употребляются самые простые приспособления. На шпинделе или на тяге, соединяющей шпиндель с педалью, находится кольцо, которое может передвигаться по шпинделю и на данном месте быть закрепленным винтом, чем и достигается получение отверстия определенной глубины. На фиг. 46 представлен горизонтальный сверлильный станок; в нем шпиндель получает горизонтальное перемещение от маховичка А, который сидит на одной оси с шестернею, действующею на зубчатую рейку, соединенную со шпинделем. Дерево устанавливается на салазках В, которые могут перемещаться в вертикальном направлении при помощи винта С и маховичка D; в горизонтальном же направлении, перпендикулярно к направлению оси шпинделя, салазки передвигаются при посредстве рукоятки, помещенной на конце винта Е; этим путем имеется возможность установить дерево так, чтобы можно было сверлить в каком угодно месте. При употреблении спиральных сверл стружки сами выходят из отверстий и не затрудняют работы; для вывода же стружек из отверстия при ложкообразном сверле можно патрон, в который сверло вставляется, сделать пустым и во время работы особым вентилятором вытягивать стружки через патрон. При больших отверстиях обыкновенно вынимают только цилиндрическое кольцо, тогда внутренняя часть сама выпадает; при этом образуется всего меньше стружек и тратится мало силы, так как не все дерево разрезывается сверлом. Для определения работы станков с центровыми сверлами Гартиг дает следующие формулы: для сосны E =7,6 + 1000/d, для ольхи E = 28,8 + 2170/d, для граба и белого бука E = 210 + 2280/ d, где E — количество полезной работы, необходимой для высверливания 1 куб. метра дерева, а d — диаметр центрового сверла в миллим. Для спирального сверла приходится все эти формулы умножить на коэффициент 0,25, так как работа, израсходованная на высверливание определенного объема дерева центровым сверлом, средним числом в 4 раза больше, чем для спирального. При опытах Гартига скорость сверл была от 4,73 до 5,92 м в сек. Сверлильные станки устраиваются с одним, двумя и более сверлами, которые могут быть параллельны или находиться под разными углами. Имеются станки, в которых расстояние между параллельно расположенными шпинделями может быть изменяемо по произволу.
Важною машиною в С. мастерских является также долбежный станок, имеющий назначение выбирать гнезда и различные отверстия в дереве. Рабочий инструмент его (долото) имеет попеременное движение, и так как при этом требуется от станка большая скорость при большой разнице в количестве потраченной работы при нисходящем и при восходящем движении долота, то это представляет условия, сильно затрудняющие устройство станка. Американцы придают своим долбежным станкам такое устройство, что они легко выдерживают ту относительно громадную скорость, которую дают долоту. Во многих станках долото делает до 600 двойных ходов и скорость его равна 3 м в сек.; призма, в которой укреплено долото, весьма часто приводится в движение от шатуна, соединенного с пуговицею диска; этот последний обыкновенно сидит на валу, получающем свое движение от приводного вала и расположенном близко от пола, так что сотрясения оказывают мало влияния на всю станину, при этом шатун приходится делать длинным. Для того, чтобы призма выходила по возможности легче, она может быть соединена с шатуном наглухо; для выдалбливания отверстий разной глубины приходится стол, на котором лежит дерево, делать подвижным в вертикальном направлении, причем поднимание и опускание этого стола производится ногою рабочего при помощи подножки; стол делается при этом массивным, для того чтобы удары долота не передавались ноге рабочего. В станках европейской конструкции число оборотов рабочего вала обыкновенно бывает меньше — от 250 до 300 и в известных пределах может быть изменяемо посредством ступенчатых шкивов. В этом случае шатун закрепляется на диске при помощи пуговицы, могущей приближаться или удаляться от центра диска, чем достигается изменение величины хода долота; с призмою шатун соединяется так, что она вместе с долотом при одной и той же величине хода может быть поставлена выше и ниже. Стол нередко устраивается довольно сложным, для того чтобы дерево могло иметь разные движения, чем облегчается его установка. Долбежные станки обыкновенно бывают с вертикально движущимся долотом, но бывают и с горизонтальным. Очень часто соединяют на одном станке механизм для движения долота и сверла; в этом случае станок получает название сверлильно-долбежного (фиг. 47). Такое соединение весьма важно в тех случаях, когда приходится продалбливать отверстие в середине предмета, напр., гнезда в ступице деревянных колес и т. п. Работу эту прямо долотом вести нельзя даже и при мягких породах дерева — приходится высверливать сперва отверстие, в которое могло бы входить долото. Для определения полезной работы долбежного станка Гартиг дает следующую данную: для ольхи E = 94,3 лош. силы, где E есть полезная работа, необходимая для выдалбливания 1 кубич. метра дерева. Лезвие долота ставят не перпендикулярно к движению долота, а под некоторым углом, чем достигается постепенность проникания лезвия в дерево и уменьшаются удары при встрече долота с обрабатываемым предметом. Предлагают устраивать долото, как на фиг. 48, что особенно важно при долблении глубоких и узких отверстий; выступ n поднимает вверх стружки из выдалбливаемого гнезда и тем облегчает его работу; лезвие разделено на три части, из коих две крайние расположены на одной линии, перпендикулярной к направлению движения долота, а средняя параллельна им, но лежит несколько выше, чем достигается некоторое уменьшение удара при встрече долота с деревом.
Из станков, имеющих более специальное назначение, назовем копировальные станки, служащие для обтачивания деревянных изделий по известной модели, получившие довольно широкое распространение при изготовлении ружейных лож, колесных спиц, деревянных башмаков и т. п. Подобное же специальное назначение имеют станки для вынимания гнезд и пазов на концах брусьев, для вырезывания гнезд в виде ласточкина хвоста на кромках досок (в ящичном деле), для изготовления круглых древков и т. д. О токарных станках см. Токарное дело. Иногда на одной и той же станине помещают несколько разных инструментов и таким образом получают станки, которые могут быть употреблены на разные работы. Такие универсальные станки сберегают место в мастерских или позволяют один и тот же обрабатываемый предмет подвергать нескольким операциям. Получается и выигрыш в расходуемой силе, когда все инструменты работают разом, но это не всегда возможно, так как одна работа мешает другой, так что часто приходится производить одну какую-либо операцию, и тогда работа, необходимая для движения неработающих инструментов, представляет проигрыш.
При устройстве помещения для С. мастерской желательно, чтобы она находилась на возвышенном и сухом месте, вдали от всяких источников сырости или чрезмерной жары, причем окна должны быть по возможности обращены на север и давать много света. Для того, чтобы удобнее было обращаться с длинными досками, брусьями и другими громоздкими предметами, желательно, чтобы С. мастерские находились в нижнем этаже и имели вышину не менее 5 м, а выходы и проходы были достаточно просторны. Плита для варки клея и красильных растворов должна быть вынесена за мастерскую, так как она представляет опасность в пожарном отношении; по крайней мере, желательно, чтобы она была окружена перегородкою из несгораемого материала; при употреблении паровых клеянок сказанная опасность устраняется. В небольших мастерских над плитою делаются небольшие решетчатые полати для просушки на них дерева в небольших кусках; при более значительных заведениях необходимо устроить лесосушильню. Помещение должно быть сделано из огнеупорных материалов, причем паровой котел и паровая машина при применении паровой силы обязательно должны быть вынесены за мастерскую, в особую каменную пристройку. Устройством брандмауэров и сводов в наиболее опасных частях С. мастерской, применением безопасной системы освещения и отопления и другими предупредительными мерами имеется возможность обезопасить в пожарном отношении означенные мастерские. Приводные валы в С. мастерских должны делать не менее 250 обор. в мин., иначе придется делать сложные передачи к станкам, двигающимся с значительною скоростью. Станки устанавливаются на прочных и массивных фундаментах и прикрепляются к ним надежным образом, что, с одной стороны, способствует сохранению самих станков, а с другой — дает возможность получать более правильную и чистую работу. Для удаления стружек и опилок полезно у каждого станка устроить воронку у того места, где происходит выделение этих стружек и опилок, и соединить воронку с сетью воздухопроводных труб, расположенною в мастерской и имеющею на конце эксгаустор: при нормальном устройстве и при сухом дереве скорость воздуха в трубах должна быть от 30 до 45 м в сек.
Литература. Кроме источников, указанных в ст. Лесопильное дело и Плотничное дело, можно еще привести: Ledebur, "Die Verarbeitung des Holzes auf mechanischen Wege"; W. S chmidt, "Die mechanischen Tischlerwerkstä tte"; Guettier, "Technologie professionnelle, le menuisier, modeleur, mecanicien"; Richards, "On the arrangement, care and operation of Wood Working factories and Machinery forming a Complete Operators Handbook", его же, "Treatise on the Construction and operation of Wood Working Machines"; Нетыкса, "Практический курс столярного искусства"; "Кустарное ремесло. Столярное ремесло", издание минист. земл. и госуд. имуществ и др.
А. А. Пресс. Δ .
|
Page was updated:Tuesday, 11-Sep-2012 18:16:36 MSK |