| [ начало ] | [ С ] |
Сукно*
— так называется шерстяная ткань полотняного переплетения, на поверхности которой волокна шерсти настолько сбиты, переплетены между собой, что совершенно закрывают все промежутки между нитями, придавая ткани вид войлока. Поверхность шерстяного волокна, как известно (см. Исследование прядильных волокон), покрыта чешуйками или зубчиками, придающими ему значительную цепкость и способность, особенно под влиянием влаги, тепла и механических сотрясений, плотно сцепляться с соседними волокнами, или, как говорят, сваливаться. Сохранились предания о суконной промышленности древних восточных городов: Тира, Сидона, Вавилона, Багдада и т. д. Это искусство перешло к грекам и римлянам. В помпейских раскопках найдены остатки сукнодельного заведения, а также живописные изображения производства, из которых мы знаем, что валяние сукна производилось руками и ногами, а для прессования употреблялся винтовой пресс. В средние века суконная промышленность достигла особого процветания во Фландрии, Голландии, Англии и Саксонии, позже — в Реймсе, Эльбефе и Седане (Франция). В России применение шерсти вызывалось климатическими условиями, и еще при Владимире Киев и Новгород производили сукна в значительных количествах и даже отправляли их в другие страны. Эта промышленность возникла и в Москве, при опустошении которой в 1382 г. Тохтамышем летописи называют и разрушенные сукнодельные заведения. Впрочем, надо думать, что ни приемы производства в этих заведениях, ни употребляемый ими материал не отличались высоким качеством, тонкие же сукна шли в Россию из-за границы. Хотя под покровительством царя Алексея Михайловича учреждена была в 1650 году иностранцем Иоганном фон Сведен в Москве фабрика для приготовления тонких сукон, но она не могла конкурировать с более дешевым привозным товаром. Петр Великий, имея в виду, главным образом, снабжение армии, принял целый ряд поощрительных, частью и принудительных мер к учреждению суконных фабрик, а главное, к заведению у нас тонкорунного овцеводства. Под его покровительством купцами Сериковым и Дубровским были учреждены в 1698 году первые суконные фабрики, а в 1705 году он надел уже кафтан из русского сукна. Армия получила в первый раз русское С. в 1711 году. Несмотря на сильное противодействие, суконная промышленность, хотя и медленно, развивалась у нас в XVIII столетии. К 1770 г. у нас значились уже 30 суконных фабрик. На твердую почву суконное дело стало у нас уже в первой четверти XIX века, и с 1822 г. потребность армии была с избытком покрыта русскою суконною промышленностью. В 1828 г. значились уже до 400 фабрик с производством в 5 млн. арш. простого и 4 млн. арш. тонкого С. Во время Крымской войны усиленная потребность армии в С. была легко покрыта русскими фабриками. В 1880 г. развитие суконной промышленности достигает своей высшей точки: годовое производство оценивается в 63 млн. руб. С этого года наступает кризис суконного дела. Перепроизводство суконных фабрик в связи с уменьшением спроса вследствие неурожаев — с одной стороны, а с другой — усилившееся производство и спрос на гладкие безворсные (камвольные) шерстяные ткани и все увеличивающаяся конкуренция хлопчатобумажных, дешевых и красивых, хотя и менее прочных тканей понизили производство сукна до 40 млн. руб. в 1886 г. Многие фабрики закрылись или перешли на другой материал, остальные сократили производство. С того времени дела суконных фабрик несколько поправились, хотя до 189 2 г. сумма производства не поднималась выше 46 млн. руб.
Изготовление С. распадается на 3 отдела: производство пряжи, приготовление суконного полотна (суровья) и, наконец, отделку суровья. Пряжа для С. должна обладать возможно большей пушистостью. Для этого надо применять короткий материал и обрабатывать его, не подвергая вытягиванию валиками, которое, как известно, делает пряжу гладкой. Чтобы получить тонкое и мягкое С., надо брать и волокно соответствующих качеств. Лучшим материалом для С. является мериносовая шерсть не длиннее 7—8 стм. Для простого С. идет и русская местная, а также верблюжья шерсть. Избранный материал подвергается сортировке, мытью (обезжириванию), трепанию и, наконец, чесанию на кард-машинах. Предварительно шерсть промасливается, чтобы облегчить чесание. Последнее производится последовательно на трех кард-машинах, которые все вместе носят название аппарата. Первая машина в аппарате носит название 1-й ваточной, или загонки. Шерсть раскладывается на питающем полотне ее t (см. фиг. 5 при ст. Кардование) равными порциями, отвешиваемыми рабочим на специальных весах. В новейших машинах для этой цели применяются особые аппараты (питатели), которые производят отвешивание и раскладку шерсти автоматически. Полученный с загонки тонкий прочес, или ватка (Flor), наматывается на большой деревянный барабан g. Когда слой ваты на этом барабане достигнет известной толщины, ее разрывают по образующей барабана и переносят на питающее полотно следующей машины аппарата: 2-й ваточной, или перечеса. Чтобы уничтожить параллелизацию волокон, которая отчасти получается от прочеса на 1-й ваточной, слой ваты пускают во 2-ю машину поперек того направления, в котором он вышел с 1-й машины. Вата со 2-й ваточной машины переносится на 3-ю машину, называемую ровничной, ленточной, или континю (continu). Эта машина обтянута более тонкой, чем первые, кардной обтяжкой и оканчивается так наз. ровничным аппаратом, секретом или делителем ватки (Flortheiler), который разделяет тонкий слой сходящей с вальяна ватки на большое число узких полосок или ленточек, которые сейчас же подвергаются ссучиванию или скатыванию между двумя кожаными поверхностями, получая вид круглых тонких жгутиков, или ровницы. Иногда вместо 3-х машин в аппарате берутся две. В новых машинах часто также применяются приспособления, производящие перенос ваты с одной машины на следующую непрерывной широкой лентой, без участия рабочего. Свертки с ровницей переносятся прямо на тонкопрядильные машины, которые бывают двух типов: ватер и мюль. Ватермашина применяется исключительно кольцевого типа и притом для прядения основы. Между вытягивающими валиками машины ставится особый прибор, обыкновенно в виде вращающейся трубочки, производящий временное ссучивание, а также некоторое встряхивание ровницы и тем облегчающий скольжение волокон. Из мюль-машин применяются еще ручные мюля, которые, впрочем, все более и более вытесняются сельфактором. Мюля и сельфакторы для сукна отличаются отсутствием вытягивающего аппарата, который заменен здесь одной парой валиков. Желаемое же утонение ровницы достигается тем, что каретка сельфактора отходит на большую длину, чем длина выпускаемой валиками ровницы. Мюля прядут и основу, и уток. Последний отличается меньшей круткой, а также обратным сравнительно с основой направлением ее. Последнее имеет целью то, чтобы в товаре направление торчащих кончиков волокон было совершенно одинаковое, что очень важно для получения ровного ворса. Вообще, крутить пряжу стараются возможно менее, так как сильно скрученные нити плохо поддаются сваливанию. Тонина пряжи определяется номером, показывающим число мотков по 1000 или 2000 арш., идущих на 1 русский фунт. Тонина наиболее часто изготовляемых сортов колеблется между № 1 и 7 (при мотке = 2000 арш.). Пряжа на основу перед ткачеством разматывается, снуется и проклеивается (шлихтуется). Главную составную часть шлихта составляет столярный, мездряной клей. Уток перед ткачеством запаривается или замачивается. Ткачество происходит и на ручных, но чаще на механических станках. Они отличаются своей шириной, медленным поэтому ходом и вообще массивностью своих частей. Собственно С. ткется всегда полотняным переплетением, наиболее удобным для валки, но другие сукноподобные ткани — трико, драпы и т. п. — ткутся и более сложными переплетениями. Поэтому рядом с простыми станами применяются и многоремизные, переборные и даже ручные жаккардовые, напр. для тканья одеял. Часто встречаются многочелночные станки для клетчатых и полосатых тканей.
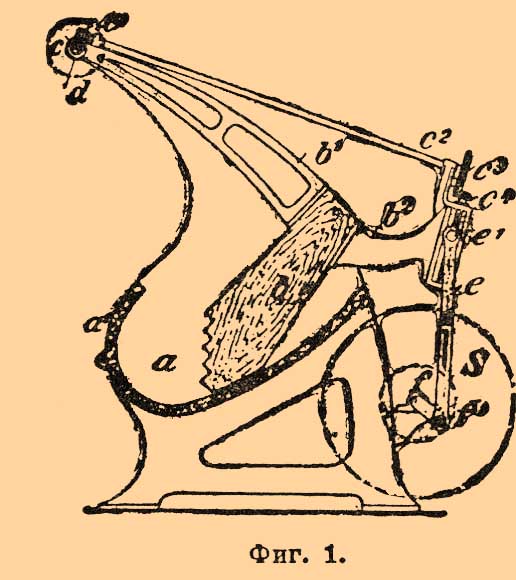
Снятое со станка суровье должно пройти через длинный ряд операций, чтобы получить наконец общеизвестный наружный вид С. Главнейшие из этих операций суть: крашение, валка, ворсование, стрижка и прессование. Снятое со станка суровье подвергается прежде всего осмотру и так наз. штопанью, т. е. исправлению недостатков ткачества, пропусков, узлов и т. п. пороков. В это же время выщипываются попавшие в ткань с шерстью посторонние примеси: соломинки, репей и разные растительные частицы. Если же их много, то С., а иногда прямо еще шерсть подвергаются карбонизации или отравке, которая состоит в обработке слабыми растворами кислот (серной или соляной) или других химических реагентов, разрушающих растительную клетчатку и почти не действующих на вещество шерсти. Крашение производится или над шерстью, или над тканью не валяной, или же, наконец, уже над валяным товаром. Во всяком случае перед крашением товар должен быть как можно лучше промыт, чтобы удалить из него масло, которым была намаслена шерсть перед прядением. Точно то же должно быть сделано и перед сукновалянием. Последнее состоит в нанесении товару, пропитанному теплой жидкостью, частых ударов или в произведении иных механических сотрясений, трения и т. п., способствующих сближению между собой отдельных нитей и особенно сбиванию волокон как внутри, так и на поверхности ткани в сплошную войлокообразную массу. Как следствие этого процесса является сильное (до 1/3) укорочение и сужение куска ткани (усадка). Сукновальные машины бывают двух родов: 1-й — толмачные, или пестовые, и 2-й — цилиндровые, или валичные. Машина 1-го рода изображена на фиг. 1, где а есть деревянный корытообразный ящик, куда закладывается кусок товара, а b — тяжелый деревянный толмач, или пест, который с помощью указанного на чертеже приспособления наносит по товару ряд ударов.
Фиг. 1.
Вследствие скошенной уступами формы нижнего конца толмача удар приходится по куску наискось, заставляя его постоянно переворачиваться. Эти машины не отличаются производительностью и в крупных фабриках заменены машинами 2-го рода. Фиг. 2 изображает такую цилиндровую машину, построенную заводом Гесснер.
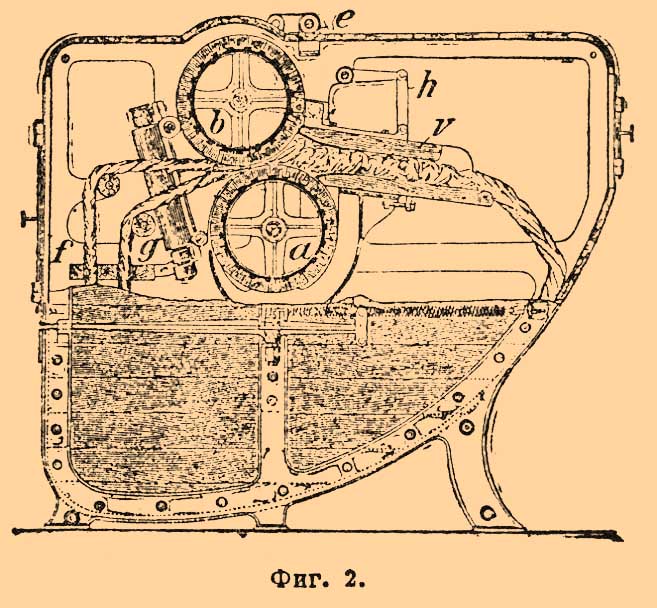
Фиг. 2.
Эта машина представляет большой деревянный ящик, внутри которого вращается пара цилиндров а и b. Товар, сшитый в количестве нескольких кусков, так что образуется бесконечный жгут, пропускается между цилиндрами, которые протискивают его через узкий желоб, покрытый крышкой или клапаном ν. Клапан этот через посредство упорки h нагружен грузами, так что представляет значительное сопротивление продвиганию товара по желобу. Следствием этого является сильное сжатие товара и трение его о стенки клапана и желоба, которое и производит сваливание волокон шерсти. Хорошо свалянный товар не должен показывать на свет ни малейших просветов между нитями основы и утка. Для облегчения сваливания товар постоянно смачивается теплым раствором мыла, соды или сукновальной глины в воде. Продолжительность валяния куска составляет от 6 до 40 часов. На постовой машине сукноваляние происходит еще медленнее. По окончании валки товар промывается чистой водой, обыкновенно в той же машине, а затем отжимается на центрифуге и еще сырой подвергается следующей важной операции — ворсованию. Цель ворсования — образовать на поверхности плотно свалянного товара слой торчащих волокон и придать ей таким образом пушистость и приятную мягкость. Эта цель достигается надиранием поверхности ткани острыми и цепкими крючками, усаженными на вращающихся органах ворсовальной машины. Орудием ворсования служит иногда искусственно приготовляемая кардная лента, но всего чаще применяются так наз. ворсильные шишки, являющиеся соцветиями растения Dipsacus Fullonum Мill. (см. Ворсянка). Они имеют вид, сходный с хвойными шишками, но составляющие их чешуйки оканчиваются острыми и крепкими крючками, представляющими отличное орудие для ворсования. Шишки набираются на продолговатые узкие рамки, которые прикрепляются к ободьям так наз. ворсовального барабана. Барабан вращается со значительной скоростью, а ткань, медленно подвигаясь, огибает его поверхность и плотно к ней прижимается, так что крючки ворсильных шишек углубляются в поверхность сукна, выдирая из нее концы волокон. Подвергнутая известное время действию ворсовальной поверхности ткань оказывается покрытой ворсом, т. е. слоем довольно высоко торчащих волокон. Как сказано уже, применяются иногда для ворсования сукна и металлические карды, подобные употребляемым при ворсовании хлопчатобумажных тканей, но распространение их затрудняется тем, что С. ворсуется мокрым, отчего железо и сталь быстро ржавеют. Полученный ворс не совсем ровен: кончики волокон не одинаковы по длине и неодинаково наклонены к поверхности. Дальнейшие операции имеют главной целью устранить эти недостатки и вообще придать сукну возможно красивый вид. Одинаковая длина волокон достигается стрижкой ворса. Но раньше, чем подвергнуться стрижке, С. высушивается и приглаживается щетками. Сушка С. раньше производилась на открытом воздухе, но теперь почти везде применяются сушильные машины, преимущественно воздушные сушилки (самосушки), представляющие из себя значительного объема камеры, наполненные подогретым воздухом; через них товар проходит медленным ходом, в растянутом состоянии, описывая в камере многочисленные повороты. Приглаживание ворса производится на щеточных машинах (бастовках). Орудием стрижки служит стригальный валик (разрез на фиг. 3), снабженный несколькими (6—16) винтообразно направленными лезвиями, которые, проходя чрезвычайно близко к неподвижному ножу m, образуют вместе с ним род ножниц, которыми и обрезаются кончики волокон, торчащих на поверхности товара Т, огибающего в этом месте направляющее ребро а.
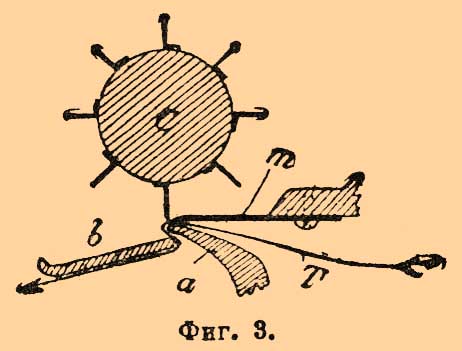
Фиг. 3.
Валик делает около 1000 до 1500 оборотов в минуту. Стригальные машины бывают поперечные и продольные. В первых ось валика расположена вдоль длины куска и сам валик помещается на тележке, двигающейся поперек ткани, которая растянута неподвижно на особом столе. Стрижка идет с перерывами, причем за каждый проход валика остригается длина ткани, равная рабочей ширине валика, после чего под действие его подставляется новый участок ткани. На продольных стригальных машинах валик вращается в неподвижных подшипниках, причем ось его направлена поперек ткани; последняя же с некоторою скоростью непрерывно подвигается, проходя под действием валика. Работа идет быстрее, чем на поперечной машине, но стрижка не так чиста. Сорта С., от которых требуется очень гладкая поверхность, стригутся сначала вдоль, а затем поперек. Чтобы закрепить на ткани полученный ею однообразный по направлению и наклону ворс, С. подвергают продолжительному горячему прессованию. Для этого ткань тщательно складывают, прокладывая с каждым оборотом ткани по куску глянцевитого картона. Когда кусок сложен, сверх него накладывают толстую папку, затем железный лист, а на него раскаленную чугунную плитку, так наз. чушку, которую покрывают опять железным листом, затем папкой, сверх которой кладут следующий кусок. Сложенные таким образом один на другой 6—12 кусков подвергаются в продолжение 12—24 часов сжатию под гидравлическим прессом, подобным изображенному на фиг. 5 таблицы, приложенной к ст. "Отделка тканей". По окончании прессования куски перекладываются так, чтобы части ткани, пришедшиеся на загибы складок, пришлись теперь на гладкие места, после чего прессование повторяется. От прессования кончики волокон совсем прижимаются к поверхности ткани, которая поэтому получает слишком глянцевитый вид. Чтобы придать С. более матовости, его подвергают распариванию, или декатировке, отчего кончики волокон опять слегка и равномерно приподымаются. Иногда прессование на описанном выше прессе заменяется пропуском через так наз. цилиндрический пресс, состоящий из нагреваемого паром цилиндра и прижимаемых к нему двух чугунных желобообразных обхватов. Ткань проходит между цилиндром и обхватами. Иногда к этому прессу присоединяется и декатировка, для чего прилегающие к С. поверхности наполненных паром пустотелых желобов делаются дырчатыми, так что пар выходит прямо на ткань. Заключительные операции состоят в перекатке, т. е. внимательном осмотре каждого куска, складывании и измерении его и упаковке в кипы. Изготовляемое на наших фабриках С. делится на казенное (армейское, гвардейское, офицерское, наборное и т. д.) и городское. Первое изготовляется согласно прочно установленным нормам, приемы же изготовления городского товара сильно разнятся на различных фабриках. Что же касается до так наз. фасонного товара, то способы его изготовлении и отделки непрерывно изменяются сообразно требованиям моды.
Литература по суконному производству на русском языке очень бедна. "Технология шерстяного производства" Тихомирова обнимает только прядение, ткачество и сукноваляние. См. Grothe, "Technologie d. Gespinnstfasern" (т. Ι и III); L ö bner, "Erfahrungen aus d. Praxis d. Tuch- und Buckskinfabrikation"; Reiser, "Appretur der wollenen und halbwollenen Gewehe" и др.
С. А. Ганешин. Δ .
|
Page was updated:Tuesday, 11-Sep-2012 18:16:37 MSK |