| [ начало ] | [ Т ] |
Токарный станок и токарное дело*
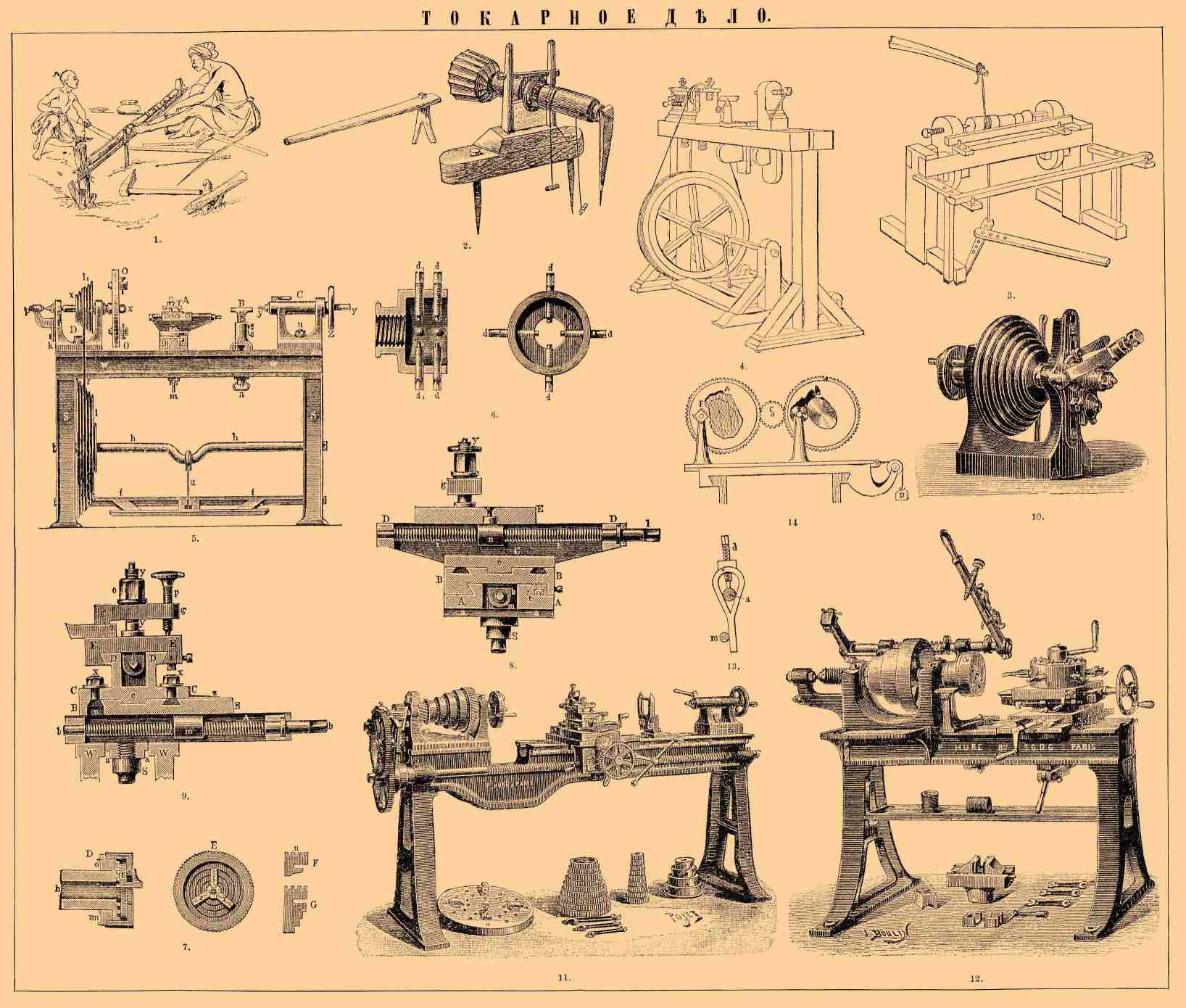
— Приспособление для выделки тел вращения из дерева и других твердых материалов, называемое "токарным станком" (un tour, turning lathe, Drehbank), известно с древнейших времен; только "гончарный круг", служащий для выделки круглых глиняных сосудов, древнее его. Точеные изделия находятся во множестве между египетскими древностями, а станки первобытного устройства еще и в наше время употребляются у разных народов. Станки эти двух типов: азиаты, привыкшие сидеть на корточках, устраивают и Т. станки, соответствующие этому обычаю, а европейцы приспособили их так, чтобы работать стоя. На табл. фиг. 1 представлены индусы, обтачивающие столбик: помощник приводит обрабатываемый предмет в попеременное вращательное движение помощью веревки, как веретено для добывания огня трением. Сам станок состоит из двух вбитых в землю колышков и привязанной к ним горизонтальной палки, служащей подручником, а обтачиваемый предмет вращается на остриях двух гвоздей. Подобное же приспособление употребляют и калмыки, но для вытачивания чашек у них существует и более сложный станок (табл. фиг. 2). Между укрепленными в земле кольями вращается деревянное подобие настоящего "шпинделя" с шейкою и выдающимся за нею утолщением, служащим "патроном" для прикрепления обрабатываемого куска. Чтобы обходиться без помощника при обработке небольших предметов, веревку натягивают на "смычок": тогда мастер одною рукою приводит работу во вращение, а другою должен держать инструмент. Такие смычковые станки распространены у персиян, арабов и др. В Европе предпочли сообщать вращательное движение ногою: на табл. фиг. 3 изображен такой станок в том виде, как его и теперь употребляют для выделки деревянных вещей в Италии, Швейцарии и др. местах. Вместо вбитых в землю кольев устроена целая станина с двумя горизонтальными параллельными брусьями, между которыми передвигаются и закрепляются клиньями обе "бабки" с остриями для обтачиваемого предмета. Вместо смычка к потолку прикрепляют упругий шест, а нижний конец веревки привязывают к "подножке". Переставная доска, параллельная оси станка, служит опорой для работника. На таких станках делают даже весьма чистую и тонкую работу; для шлифовки же дерева и для некоторых других случаев попеременное движение даже целесообразнее непрерывного. Смычок и попеременное вращение употребляются и часовщиками в их маленьких токарных станочках (см. Часы), но теперь его почти повсеместно заменяют вращением непрерывным, через посредство "махового колеса". Хотя есть указание, что маховое колесо (см.) употреблялось для приведения в движение Т. станка уже в XVI стол., но во всеобщее употребление оно начало входить лишь с XVIII ст. Маховое колесо стали помещать под станком, в движение его приводили при посредстве известного механизма, состоящего из качающейся подножки, "крючка", служащего шатуном, и выгнутого вала (табл. фиг. 4). Самый станок устраивался сначала наподобие предыдущего, и бесконечную веревку с окружности махового колеса накладывали прямо на обрабатываемый кусок. Но скоро стали делать особый "шпиндель" с двумя шейками, вращающимися в особых "бабках", в отверстиях, залитых оловом, чтобы уменьшить трение и истирание. Свободный конец шпинделя снабжали винтовой нарезкою, чтобы навинчивать на него разного рода "патроны" для закрепления обрабатываемого предмета. Иногда левую бабку снабжали неподвижным острием, на цилиндрическом стержне которого свободно вращался небольшой шкив для шнурка от маховика. В таком случае обрабатываемый предмет закреплялся "между центрами", как на фиг. 3, а особый штифт, выдающийся со стороны малого шкива, зацеплял за левый конец и сообщал работе вращение. Такой прием называется обтачиванием на "мёртвых центрах"; им пользуются и в современных станках, когда необходима возможно большая точность работы. На фиг. 4-й изображено устройство еще более сложное, так назыв. "патронный" винторезный станок. Шейки шпинделя сделаны значительно длиннее охватывающих их подшипников, так что он может при вращении двигаться и вдоль своей оси. На левом конце шпинделя нарезано несколько коротких винтов разного хода, а в бабке укреплены дощечки твердого дерева с соответственными гаечными нарезками. Когда дощечки эти опущены в соответственные прорезы бабки, а крайняя, не снабженная нарезками, поднята и вставлена в соответствующий кольцевой надрез шпинделя, он не имеет продольного движения и служит для обыкновенной точки. Когда же дощечка эта заменена другою, шпиндель может сделать несколько оборотов по винтовой линии, и помощью неподвижной "гребенки" на обрабатываемом предмете можно выточить соответственного хода винт, внешний или внутренний. В начале XIX ст., когда начали строить во множестве паровые машины, от Т. станка стали требовать точной и быстрой работы; вышеописанные типы пришлось заменить более совершенными и прочными. В этом отношении первыми деятелями были английский механик Маудсли (Maudsley, 1771—1831) и немецкий механик Рейхенбах (1772—1826). Рейхенбах, занимаясь конструкцией астрономических и геодезических инструментов, имел дело с небольшими предметами и поэтому лишь усовершенствовал конструкцию деревянного Т. станка типа фиг. 4, но первый прибавил к нему "суппорт" для режущего инструмента, позволяющий передвигать его винтами вдоль оси обтачиваемого предмета и по перпендикулярному к ней направлению. Маудсли стал делать Т. станки чугунные, с суппортом; Клеман, изобретатель строгательной машины, усовершенствовал конструкцию шпинделя, стал вводить строганые чугунные станины для станка и придал ему в общих чертах современный вид, который выработался, однако, лишь в шестидесятых годах XIX ст., трудами очень многих лиц. Современные Т. станки делаются чугунные: станина w (табл. черт. 5) отливается из одного куска и свинчивается с ногами s. Станина тщательно острогана на своей верхней поверхности, представляющей две плоские, параллельные линейки или плоскую линейку спереди и параллельную ей, заостренную, сзади, так что по ним можно передвигать параллельно самим себе и закреплять левую бабку D со шпинделем x, ручной суппорт Am, подручник Bn и правую бабку Сu. В станках, приводимых в движение ногою работника, под станиною укреплен вал с кривошипом h, обыкновенно вращающийся между двух заостренных винтов, укрепленных в ногах S; на этом валу надет ступенчатый маховик l, передающий через посредство ремня I движение шкиву l1, надетому на шпиндель х. Подножка t через посредство крючка u, служащего шатуном, принимает качательное движение ноги токаря и превращает его известным образом в круговое. Шпиндель составляет главную часть Т. станка, его делают из хорошей стали, а шейки закаливают и потом тщательно шлифуют. На изображенном (ф. 5) станке средней величины шпиндель с двумя конусами, вращающимися в стальных закаленных кольцах, вставленных в чугунную бабку. Оба конуса имеют вершины влево, но разный угол наклона; с левого конца на шпиндель надевается цилиндрическая трубка и придерживается гайкой. Когда шпиндель с одним конусом, он делается толще винта, нарезанного на конце х, так что шпиндель можно вставить слева, когда в части k упорный винт D достаточно отвинчен. Для работы винт этот надо тщательно подвинтить, чтобы его плоский, закаленный и отполированный конец точно соприкасался со слегка выпуклым и тоже закаленным концом двухконусного шпинделя или аккуратно входил в коническое углубление на левом конце одноконусного (фиг. 5). Для смазки кольца просверлены сверху. Верхняя часть правой бабки просверлена по геометрической оси вращения шпинделя, так что в ней двигается, не вращаясь, при помощи винта у и гайки с маховичком z цилиндр со вставным "центром" у. Подручник для опоры ручных инструментов состоит из Т-образной вставки B, которую можно поднимать и поворачивать около вертикальной оси, и ее подставки i, снабженной горизонтальным прорезом, позволяющим выдвигать ее вперед и закреплять поворотом гайки n. Устройство суппорта А лучше видно на следующих чертежах (табл. черт. 8 и 9), представляющих его вертикальные разрезы вдоль оси вращения шпинделя и перпендикулярно к ней. Фундамент A, передвигающийся по станине Т. станка, представляет прочную раму, отстроганную в форме призмы, которую охватывает нижняя "каретка" В, снабженная подвижным клином v, тщательно устанавливаемым винтами, чтобы она двигалась винтом b и гайкою m без бокового шатания. На верхней поверхности этой каретки поворачивается продольная рамка — призма CD около шипа с и укрепляется под назначенным углом винтами Χ. Ее охватывает верхняя каретка E, приводимая в движение винтом l и гайкою n; на ее верхней поверхности укрепляется резец 1, 2 при помощи болта YY, гайки его О, треугольника gg и опорного винта Р. Когда приходится обрабатывать лишь боковую поверхность длинных предметов, их снабжают небольшими воронкообразными углублениями на концах и устанавливают между "центрами" станка. Чтобы заставить предмет этот вращаться вместе со шпинделем, надевают на левый конец "хомутик" (табл. фиг. 13), прижимают его винтом и выдвигают сколько нужно крючок навинченного на шпиндель патрона, чтобы он захватывал хвост хомутика. Если нужно обработать также один из концов, высверлить в нем дырку или нарезать винт или гайку, то предмет этот завинчивают другим концом в винтовой патрон (табл., фиг. 6). Это подобие цилиндрическ. стакана, снабженного двумя рядами накрест расположенных винтов d и d1; подвинчивая систематически эти винты, нетрудно "центрировать" предмет. Такой патрон употребляется преимущественно для вытачивания предметов из толстой латунной проволоки и из цилиндрических стальных и железных прутьев. Для дерева делают такого же вида патроны без винтов, но разного диаметра, из металла или твердого дерева; обрабатываемый кусок дерева просто заколачивают округленным концом в такой патрон. Удобнее, но держит менее крепко самоцентрирующий американский патрон (таблица, фиг. 7). Он снабжен тремя плашками 1, 2, 3, двигающимися в радиальных прорезах крышки патрона E, свинченной с кольцом Оm; на самой же плоской поверхности этого патрона нарезана архимедова спираль, захватывающая зубцы на нижней стороне плашек. По свойству этой линии внутренние ребра плашек, пригнанные в одном положении, будут оставаться на одной и той же окружности концентрической с осью вращения и во всех других положениях, в которые их можно привести, вращая крышку относительно патрона со спиралью. Кроме описанных, для разных целей устроено было еще большое число разнообразных патронов. Современный Т. станок весьма удобен и для сверления: когда предмет укреплен в патроне, можно просверлить его вдоль оси вращения: наметив предварительно центр, т. е. выточив от руки углубление в этом месте, вставляют в него острие сверла, вращают шпиндель и нажимают на сверло винтом правой бабки, задерживая при этом вращение самого сверла. Или же вставляют сверло в соответственный патрон, а на предмет нажимают винтом правой бабки, надев на правое острие особый патрон в виде кружка, нормального к оси вращения. Т. станок служит и для нарезывания винтов. Для оправ оптических стекол и вообще для соединения частей, приготовляемых из трубок, изделий из кости и твердого дерева приходится нарезать короткие винты и гайки разного диаметра и разной длины хода. Левая бабка такого патронного станка изображена на таблице, фиг. 10. Шпиндель ее с двумя цилиндрическими шейками, на заднем, левом конце его оставлен цилиндрический придаток, на который надеваются цилиндрические патроны с различною резьбою и закрепляются гайкою. Соответствующие гаечные нарезки сделаны на бронзовой звездообразной части, поворачивающейся на нижней части салазок, скользящих вниз и вверх по задней поверхности бабки при посредстве эксцентрика с рычагом. Когда надо нарезать винт, придвигают к патрону соответственную нарезку звезды, когда же надо просто точить, звезду опускают, а конец шпинделя опирают на винт в особой вилке, изображенный на фиг. 10 в приподнятом виде. На наружном винте шпинделя изображен надетым патрон со штифтом, служащий для захватывания хомутика, когда точат "на центрах"; сбоку, сзади шкива видна полоса, служащая для пользования круговыми делениями, нанесенными на передней его поверхности. Деления эти отмечены небольшими дырочками, в которые входит острие, укрепленное сбоку означенной полоски; они служат для нанесения делений на окружность обрабатываемого предмета (конечно, при снятом ремне). Для изготовления длинных и толстых винтов, особенно с прямоугольною нарезкою, служат "винторезные" Т. станки с маточным винтом, служащие также "самоточкою" для обтачивания цилиндров, плоскостей и конусов. Такой станок изображен на таблице фиг. 11. Он состоит из тех же частей, но несколько иной конструкции, станина его снабжена вырезом, так назыв. "гапом", чтобы можно было обтачивать колеса радиуса большего, чем высота его центров. Вдоль ее передней стороны идет длинный "маточный винт", сцепляемый со шпинделем системою переменных зубчатых колес, запас которых изображен под станком (слева лежит "универсальный" патрон с четырьмя переставными винтами, а справа шкив для передачи движения шпинделю от привода). Посредством разъединяемой гайки винт этот может двигать нижнюю каретку суппорта вдоль самой станины, по этой каретке скользит другая, поперечная, винт которой тоже может вращаться от шпинделя: в таком случае гайку его разъединяют и сообщают его с улиткою, сидящею на оси зубчатого колеса, передающего вращение поперечному винту каретки через посредство другого, видимого на фигуре. Чтобы не истирать напрасно винт, для установок передвигают каретку через посредство зубчатой полосы, шестерни и рукоятки, видных на фигуре. На поперечной каретке укрепляется ручной суппорт для удобной установки резца. Правее каретки виден "люнет": неподвижная подставка, в которую вкладывают деревяшки с вырезом для поддержания длинных предметов, чтобы они не гнулись при обтачивании. Левая бабка "с перебором": когда следует вращать шпиндель быстрее, ремень накидывают на шкив, а шкив скрепляют со шпинделем. Когда же необходимо вращение медленное, расцепляют шкив от шпинделя и придвигают к шестерне на его левом конце зубчатое колесо, укрепленное на особой оси, вращающейся в подшипниках, приготовленных на задней стороне бабки. Шестерня на правом конце этой оси сцепляется при этом с колесом на правом конце шпинделя и сообщает ему вращение в несколько раз более медленное. Чтобы нарезать винт данного хода, надо знать ход маточного винта. Положим, что он равен 1 см. Если винт будет вращаться с тою же скоростью, как и шпиндель, нарезываться станет его копия; чтобы получить винт в n раз меньшего хода, надо надеть такие колеса, чтобы он поворотился на один оборот при n оборотах шпинделя. Нетрудно вычислить, со сколькими зубцами надо взять для этого колеса, но на практике надо пользоваться имеющимся набором колес; так как набор этот ограничен, то иногда приходится довольствоваться приближением. Обыкновенно при станке прилагается таблица возможных и употребительных комбинаций. Если диаметры колес на шпинделе и на винте недостаточны для непосредственного сцепления, вводят вспомогательное колесо, сцепляющееся с ними обоими и не изменяющее поэтому передаваемого отношения числа оборотов. Введя еще второе такое колесо, переменим направление вращения винта и вместо правого винта станем нарезывать левый, или наоборот. Когда надо просто обточить цилиндр самоточкою, выбирают колеса как для винта с малым ходом. Иногда для упрощения конструкции в таких не винторезных самоточках вместо маточного винта устраивают зубчатую полосу с шестерней, получающей движение от шпинделя.
ТОКАРНОЕ ДЕЛО.
Мягкое дерево требует быстрого вращения, около 10 оборотов в секунду для нетолстых предметов; инструментами служат главным образом полукруглая и плоская стамески ("рера" и "мензель"). Обе отличаются от столярных большею длиною, отсутствием "гайки" на хвосте, вставляемом в рукоятку, и тем, что полукруглая оттачивается не прямо, как столярная, а углы ее стачивают больше середины; плоская затачивается с обеих сторон так, что лезвие наклонно к длине и один угол острый, а другой тупой. При работе инструмент опирают на "подручник" и прикладывают к обрабатываемой поверхности так, чтобы нижняя фаска лезвия была почти касательна к ней. Если слегка приподнимать рукоятку так, чтобы между этой фаской и касательной образовался угол в несколько градусов, стружки сначала становятся толще, а затем инструмент начинает скоблить: вместо стружек получаются крошки, а поверхность остается негладкою. Для получения гладкой поверхности приходится всегда резать "по слоям" дерева, а не против них, как и при строгании ножом; после обточки шлифуют "шкуркою" (см. Наждак) и потом крепко вытирают стружками того же дерева, отчего получается легкий блеск на поверхности. Режущий угол для мягкого дерева — между 20 и 30°; для твердых сортов он может быть и 45°, а инструменты можно намеренно заставлять скоблить, а не резать: работа при этом идет тише, но легче выделывать сложные формы и узоры. Для точки латуни, железа, а также кости от руки пользуются немногими простыми инструментами: "штихель" состоит из стального прута квадратного сечения, заостренного одною диагональною плоскостью, вследствие чего получаются один острый трехгранный угол и два режущих лезвия. Если поставить штихель на подручник так, чтобы короткая диагональ его фаски была почти вертикальна, и заставить его острие резать несколько ниже линии центров, то он действует очень сильно, особенно на железе и стали, но оставляет рубчатую поверхность, которую можно сглаживать его лезвием. Для латуни удобнее прямой инструмент с округленным или заостренным двумя фасками концом. Режущий угол для железа около 60°, а для латуни тупее, от 70° до 80° и даже до 90° для окончательного сглаживания. Скорость вращения для латуни может быть лишь немного менее, чем для дерева, но для железа она должна быть раза в 3 или 4 меньше, иначе инструмент тупится и работа идет плохо. Для тяжелой работы по металлу, когда еще не было станков с суппортами, употребляли "крючки": режущий конец инструмента отгибался под прямым углом, длинную ручку можно было опирать на плечи, а "пяту" на подручник. Таким образом все сопротивление передавалось подручнику, а работнику становилось легко удерживать и направлять инструмент. Токарный крючок был специальным инструментом английских "мильрайтов" (см.) первой половины XIX ст., теперь он вышел из употребления. Форма инструментов для обработки металла при помощи суппорта выработана тщательно. Прежде всего заметим, что всякий инструмент в самоточке будет оставлять на боковой поверхности обтачиваемого предмета винтовую бороздку, а на плоскости, нормальной к оси вращения, бороздку в форме архимедовой спирали. Если острие округлое или треугольное, то бороздка будет выходить сравнительно глубокая, но выдающиеся части каждого оборота будут срезываться при образовании следующего, когда ход винтовой линии значительно меньше ширины снимаемой стружки. Еще отложе будут выходить бороздки, если острие заточено так, что состоит из двух почти взаимно перпендикулярных лезвий, из которых одно почти касательно к образуемой поверхности, а другое, почти нормальное, идет вперед и производит большую часть работы. Такие "боковые резцы" необходимы для вытачивания шеек и выступов с входящими углами. Но при такой форме острый угол пересечения обоих лезвий легко притупляется на стали и железе, поэтому для обточки гладких поверхностей предпочитают резец с одним прямолинейным лезвием, наклоненным градусов на 30 к оси вращения, которое заставляют резать не углом, а серединой. Подвигаясь лишь вдоль радиуса обтачиваемого предмета, такой резец образовал бы линейчатый гиперболоид вращения (см.), касательный к цилиндру в своей шейке, поэтому-то при продольном движении такой резец и оставляет очень гладкую поверхность. Латунь и чугун точат насухо, но железо и сталь дают гладкую поверхность лишь при смачивании их маслом, смесью растительного масла и скипидара или раствором мыла с примесью масла. При снимании наружной коры отливок, содержащей окалину и песчинки, предпочитают простой резец с округлым концом. Для больших Т. станков находят выгодным не выковывать весь резец из стали, а употреблять небольшие куски стальных прутков, прокатанных по разным соответственным надобности профилям сечения, закаленные и вставляемые в особые "державки", завинчиваемые в свою очередь в суппорт. При этом не только получается экономия в материале, но соблюдается точно форма лезвия, потому что режущие брусочки оттачивают лишь на их поперечной поверхности. Обыкновенно поверхность обрабатывают еще шлифным напилком во время вращения на станке, хотя правильность формы при этом нарушается; если же поверхность не будет подвергаться стиранию, то ее можно шлифовать наждаком и полировать обыкновенными приемами. Успех работ зависит от правильной установки инструмента. Желательно заставлять острие резки работать в горизонтальной плоскости, проходящей чрез ось вращения, иначе "угол уклона" DAQ (фиг. I сверху) будет изменяться по мере стачивания предмета, а если обрабатывается его поверхность, перпендикулярная к оси, то около центра лезвие перестанет работать и пройдет или ниже, или выше его.
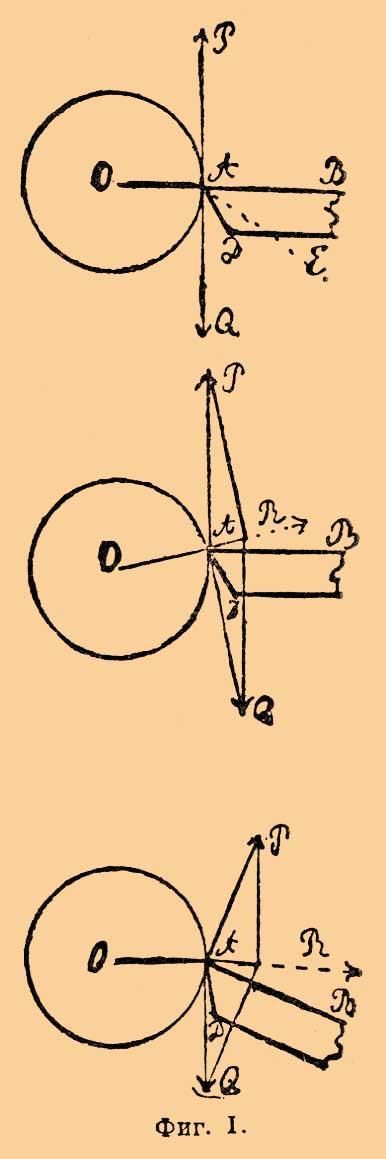
Фиг. I
Это положение вместе с тем и самое выгодное для условий работы: сопротивление тонкой стружки направлено по касательной и может быть выражено силою AQ, а реакция острия — силою АР, прямо противоположною первой. Эти силы при равномерном движении взаимно уничтожаются, не вызывая составляющих, стремящихся надвинуть обрабатываемый предмет на резец или отодвинуть его. Если резец прикасается выше центральной плоскости (ф. I сред. черт.), появится равнодействующая АВ, стремящаяся отдалить его от обрабатываемого предмета; если же он работает ниже, то эта сила будет направлена в обратную сторону, резец будет иметь стремление "заедать", врезываться глубже, если стружка станет толще оттого ли, что встретится неровность, или вследствие неосторожного подвигания винта суппорта. Чтобы соединить оба преимущества, верхнюю поверхность резца AB обыкновенно делают наклонною (фиг. I нижн. черт.) и устанавливают его на линии центров. При снимании толстой стружки на ее отгибание идет больше работы, чем на разъединение частиц металла, в таком случае направление силы Q будет приближаться к АЕ, линии, делящей пополам режущий угол BAD, как для клина. Это обстоятельство заставляет непременно поднимать острие резца или делать его поверхность наклонною, насколько это возможно при необходимости придавать углу уклона DAQ от 3° до 4°, а режущему углу BAD от 51° до 60° для железа, от 51° до 70° для чугуна и от 66° до 80° для бронзы и латуни. Опыт показал, что наибольшее количество стружек получается при наименьшей затрате работы двигателя при скоростях на окружности в стм в секунду: 5,5 для железа, 4,0 для чугуна и 6,5 для бронзы. Стружки при этом имели 0,3 мм толщины и ширину от 10 до 40 мм. Но на деле движущая сила стоит гораздо дешевле времени мастера, поэтому выгодно ускорить работу, затрачивая больше силы и снимая более толстую стружку при большей скорости. Поэтому на практике сильно отступают от этих скоростей. По Дежонку (Dejonc), скорости эти:
|
При обдирке. |
При отделке. |
|
| железо | 13 стм в 1" | 25 стм |
| сталь | 5 стм в 1" | |
| чугун | от 7 до 13 стм в 1" | до 130 стм |
| латунь | 13 стм в 1" | 170 стм |
| дерево | — | до 1000 стм |
Брать еще большие скорости нельзя потому, что резец нагревается, а инструмент и обтачиваемый предмет начинают дрожать и поверхность получается неровная. Поэтому для ускорения работы больших Т. станков, напр. при обточке вагонных колес, недавно применены были с успехом "шарошки" (или "фрезеры", см.) вместо резца (станок Рота в Флорисдорфе, близ Вены). Это вращающиеся режущие колески со многими остриями; работа поэтому распределяется на большую поверхность и при затрате достаточной рабочей силы идет во много раз быстрее. Другое средство для ускорения работы тяжелых Т. станков придумано в Америке: это резцы из особого сорта стали, не теряющей своей твердости и при нагревании до темно-красного каления; поэтому сталь можно обтачивать для "обдирки" при скорости на окружности в 10 стм, мягкое литое железо при 96 стм, серый чугун при 50 стм, а латунь при 100 стм в 1 секунду. Вероятно, что это один из сортов так называемой натурально-твердой стали: сорта эти содержат обыкновенно, кроме углерода, еще вольфрам, титан, молибден и др. элементы. Будучи нагреты выше определенной для каждого сорта температуры, они становятся по охлаждении твердыми, даже если это охлаждение совершалось медленно. Если же их нагреть вторично до другой определенной, но менее высокой температуры, то по охлаждении они оказываются значительно мягче. Нагревание же, не достигающее этой второй "критической температуры", остается без значительного влияния на твердость. Применение таких резцов требует Т. станков более прочной конструкции, так как не все существующие допустят снимание толстых стружек при большой скорости без вредных дрожаний. Очень важную роль в современной массовой фабрикации металлических изделий играют так наз. "револьверные Т. станки". При изготовлении оружия, швейных машин, велосипедов, дамских часов, электрических принадлежностей и т. п. требуются десятки тысяч одинаковых винтов и других мелких точеных частей, которые должны быть настолько близки к тождественности, чтобы заменять одна другую без всякой пригонки. Для изготовления таких предметов из проволоки до 3 стм диам., преимущественно латунной, шпиндель станка (таблица, фиг. 12) делают просверленным насквозь, чтобы пропускать длинную проволоку и уменьшить число обрезков (опорный винт, изображенный на фигуре, вставляется лишь тогда, когда обрабатывают короткие, литые или кованые предметы, закрепляемые в изображенном под станком патроне, в который можно вставлять и губы в виде коробок для заливания мягким металлом предметов неправильной формы). Выставив из патрона сколько нужно проволоки, пускают шпиндель в движение и придвигают к нему первый инструмент револьверного суппорта, пока не будет достигнут особый упорный винт. Тогда отодвигают суппорт назад, при этом особая собачка поворачивает верхнюю часть суппорта, как барабан револьвера, на шестую часть оборота, так что на место первого инструмента становится второй и т. д. Для нарезывания винта или для отрезывания готовой работы служит рычаг, вращающийся в бабке шпинделя. На левом его конце укреплена часть гайки: когда она приведена в прикосновение с винтовым патроном, надетым на левый конец шпинделя, острие на правом конце рычага нарезывает винт, а опорный винт, скользя по платформе, ограничивает глубину нарезки. Устройство Т. станков чрезвычайно разнообразно, часто такой станок приспособлен лишь для одной определенной работы, другие же действуют совершенно автоматически. К Т. станкам надо причислить и "копировальный станок", употребляемый преимущественно для изготовления деревянных ружейных лож, сапожных колодок и др. округлых предметов. Обрабатываемый предмет С (табл. фиг. 4 может поворачиваться около горизонтальной оси, параллельной оси модели А, с которой ось предмета сцеплена зубчатыми колесами, так что вращается с равною скоростью и в одну и ту же сторону. Обрабатывающая шарошками В вращается около оси, параллельной двум первым, но укрепленной на салазках, скользящих перпендикулярно к ним. При медленном вращении модели и предмета шарошки срезывают его, пока упорный винт, связанный с салазками, не станет опираться о поверхность модели и не задержит дальнейшего движения. Тогда тот же процесс начинается в другом сечении модели. Принцип копировального Т. станка применяется в очень разнообразных видах.
Литература обильна, но книг, содержащих применимые сведения, мало. Основная книга: Holtzapffel, "Turning and mechanical manipulation" (т. IV, 1879). Первый том вышел в 1845 г., но существует новое продолженное издание, вышедшее в девяностых годах. Тиме, "Основы машиностроения" (1885); Найденко, "Руководство для токарей" (Екатеринослав, 1898; многое пригодно для учеников; в объяснения автор не вдается); такого же характера, но содержит очень много ценных сведений: Е. Dejonc, "La Mechanique pratique" (П., 1894); Joshua Rose, "The practical Machinist".
В. Лермантов.
|
Page was updated:Tuesday, 11-Sep-2012 18:16:41 MSK |