
| [ начало ] | [ Ф ] |
Фаянс*
— Под названием фаянса в керамике принято обозначать глиняные изделия из белой или цветной массы с пористым (проницаемым жидкостями) черепом, который в изломе представляет шероховатый землистый вид и покрыт всегда глазурью, или поливой. Обширный отдел изделий с черепом, проницаемым жидкостями, существенно отличается от отдела изделий с непроницаемым черепом, к которому относится фарфор, имеющий спекшийся стекловидный излом, просвечивающий при проходящем свете. Слово "Ф." производят от названия города Фаэнцы в Италии (Faenza), славившегося производством названных изделий (1487), но надо припомнить, что во Франции (в провинции Provence) есть также старинный город Fayence и там с тех же времен делали этого рода посуду. Как бы то ни было, впоследствии это название "Ф." распространилось на обозначение вообще всяких итальянских изделий этого вида (XV и XVI стол.), а затем получило более обширное значение. На русском языке нет общего названия для всех видов Ф., и в большинстве разумеют под этим именем белые изделия, политые прозрачною глазурью, часто украшенные рисунками (посуда, художественные украшения и проч.), вообще то, что на немецком языке обозначают словом "Steingut" и что отнесено Броньяром ("Trait é des arts céramiques"), из мотивов чисто технических, но никак не художественных, к тонкому Ф. (faiences fines), при чем утрачено первоначальное название для настоящих итальянских Ф. с желтоватым и красноватым черепом, к которым чаще применяется название "майолика"; для некоторых особо твердых Ф. у нас употребительно название "опак" и пр. В английском и немецком языке та же сбивчивость терминов, вводящая нередко недоразумения за недостатком общего родового названия. Так, у англичан имеется ряд названий: delft-ware, majolica, eart h en-ware, iron-stone, flint-ware, queen's-ware и проч., на немецком обыкновенно Steingut = feine Fayence. Приняв вышеизложенное общее определение Ф., можно с достаточной ясностью отличить следующие его разновидности, основываясь на составе массы черепа, который до известной степени обусловливает и состав глазури, а следовательно, определяет способы приготовления.
Поливной Ф. с легкоплавким глинистым черепом. Тесто для формования и лепки состоит из легкоплавкой, но никогда не нагреваемой до сплавления кремнеземистой или песчаной глины, содержащей довольно значительное количество плавней (окись железа, щелочи и щелочные земли). Тесто этого разряда заминается из одного или нескольких сортов глины, которые почти всегда очищаются отмучиванием; в случае надобности к тесту прибавляют песок и очень редко "жженку" (обожженная глина того же сорта). Полива большей частью свинцовая и в некоторых случаях борно-щелочная. К этой разновидности Ф. относится вся хозяйственная утварь, употреблявшаяся в домашнем обиходе с XII по XV стол.; в настоящее время эти изделия применяются только среди других (горшки и проч.) или как простая дешевая посуда (кружки, умывальники). Производство этих сортов, разделка (формовка) их на вращающихся гончарных станках и от руки (а в формах — для посудных ручек, носиков, ножек и разных украшений) ведется в небольших мастерских — близ глиняных залежей; особых приспособлений для сушки сырых изделий почти не применяется ради их дешевизны. Высушенные изделия покрываются поливой или непосредственно после достаточной сушки их на воздухе, или после предварительного обжига, в результате которого изделия приобретают гораздо более значительную твердость; но в этом последнем случае требуется вторичный обжиг для сплавления поливы, и изделие выходит дороже. Свинцовая полива составляется из смеси мелкого песка или измельченных кварца или кремня с суриком или другим соединением свинца в такой пропорции: кремнезема 28,8—44,7 част., а окиси свинца 71,2—55,3 част. (от PbO, 1,5 SiO 2 до PbO, 3SiO 2); количество кремнезема для этого сорта изделий не должно быть выше 3 паев на 1 пай окиси свинца, потому что тогда полива была бы настолько тугоплавкою в огне, что череп изделия по своей легкоплавкости потек бы или деформировался при остекловании на нем поливы. Другая граница наибольшего содержания свинца — к которой приближаются на деле, особенно в тех случаях, когда в глазурь намешивают от 5% до 20% глины, употребленной на изделие, и тем уменьшают легкоплавкость поливы, — лежит у пропорции 1-го пая окиси свинца на 1,5 пая кремнезема; больший избыток окиси свинца остался бы несвязанным, и полива оказалась бы чересчур мягкою и неустойчивою в употреблении. Свинцовая полива указанных составов приготовляется особо и представляет по сплавлении на изделии прозрачное и почти бесцветное стекло, а потому, находясь на поверхности изделия, не изменяет присущего черепу цвета, придавая ему блеск и большую яркость. Для получения поливы бурого цвета к указанному составу прибавляют от 5% до 12%, перекиси марганца (пиролюзит), для зеленого цвета — медной окалины от 2% до 3%. При недостаточно полном обжиге или избытке окиси свинца полива оказывается настолько непостоянною, что в посуде для варки пищи при ее употреблении содержащийся в поливе свинец легко растворяется в кислых жидкостях и может произвести отравление; вследствие этого вводят в свинцовую поливу щелочи для образования более прочного двойного соединения свинца и щелочи с кремнекислотой, напр. по следующей пропорции: раствора Фуксова натрового стекла в 50° Боме — 100 част., сурика 25 част. и измельченного кварца 15 част. Иногда окись свинца исключается совершенно, и тогда состав поливы выразится в следующих отношениях: кремнезема — от 60,5 до 58,6; борной кислоты — от 11,5 до 18,0; глинозема — от 13,0 до 12,0; извести — от 5,6 до 9,0; щелочей от 9,4 до 2,4. На массу черепа более кремнеземистую для прочности поливы употребляют более щелочной состав Зегера, а на глиноземистую — более известковый. Обжигание описанных изделий производится в небольших горизонтальных печах с одиночною топкою; для более крупного производства таковые заменяются с выгодою круглыми печами с нисходящим пламенем (см. далее о полевошпатовом Ф.).
Кирпичи, черепица, изразцы и проч. строительный материал с архитектурными украшениями, покрытые прозрачною и цветною поливою, производились еще в глубокой древности египтянами и персами и на Востоке в X в.; в Европе благодаря употреблению свинцовой поливы производство это распространилось ок. XIII в. и существовало до XVI стол., когда оно почти исчезло; оно снова возродилось в ХIХ стол. и получило в настоящее время обширное распространение. Этот вид Ф. часто носит название терракотовых изделий. Древние египетские и персидские изделия этого вида имеют массу, весьма богатую свободным кремнеземом, в настоящее же время эти предметы производятся из легкоплавкой глины, кроме некоторых мелких украшений. Так как не всякая легкоплавкая глина пригодна к воспринятию поливы вследствие того, что для этого требуется плотная и гладкая поверхность, то для более пористых глин недостаток этот частью устраняется сглаживанием и давлением на поверхность, а также наложением слоя более тонкой глины (ангоб). Окрашенные (цветные) поливы изготовляются обыкновенно из сообщенной выше свинцовой поливы, к которой прибавляется один или несколько окрашивающих окислов в количестве приблизительно от 0,5% до 5% — 8%, смотря по желаемому оттенку. Оранжевый или красный цвет получается при свинцовой поливе без прибавления окрашивающих окислов; в этом случае пользуются цветом массы черепа, который от наложения прозрачной поливы получает более интенсивный оттенок, как это объяснено ранее. От прибавления к поливе перекиси марганца получаются бурые оттенки, которые могут быть доведены до весьма темного цвета, а с прибавлением к марганцу окиси железа и небольшого количества окиси кобальта получается совершенно черный цвет. Смесь окиси железа и марганца на желто-оранжевом черепе производит красно-бурые оттенки, окись меди — зеленые и окись кобальта — синие. Bсе другие окраски можно получить посредством наложения ангоба (наслоение на поверхность глиняного теста, приготовленного из белой глины, глины, окрашенной в массе) и с помощью непрозрачных (глухих) полив или эмалей, которые получаются прибавлением к свинцовой поливе окиси олова для уничтожения прозрачности и затем окрашиванием подходящими окислами. Нанесение полив и ангоба почти всегда производится на достаточно высушенные изделия без предварительного их обжига; только тонкие, а потому хрупкие предметы первоначально обжигаются. Вследствие того, что на поливы при обжиге печные газы могут действовать неблагоприятно в смысле изменения тонов окраски, обжиг предпочтительно производится в муфельных печах или внутри капселей в круглых периодически действующих печах. При большом производстве кирпича и черепицы, как предметов более дешевых, обжигание может быть произведено в обыкновенных печах непрерывного действия, в особенности, если таковые имеют газовое отопление (см. полевошпатовый Ф.).
Облицовочные плитки и лещади с разноцветными инкрустациями (carreaux encaustiques) заслуживают особого упоминания вследствие развития этого производства в настоящее время. Начало этого производства относится к XII веку; особенно широкое распространение оно получило около XIV и XV столетия во Франции, Англии и Фландрии для облицовок и выстилки полов. Способ приготовления разбивается на следующие операции. 1) Формовка глиняного теста от руки. 2) Достаточно подсушенные плитки подвергаются прессованию в форме с целью получения посредством патрона углубленного рисунка, приблизительно около 2, 3 и 5 мм глубины. Формовка может быть упрощена и сокращена употреблением пресса с металлической формой, на дне которой помещается гипсовый патрон желаемого рисунка. Предварительно заготовленную лепешку из более тонкого теста для казовой части плитки помещают на гипсовый патрон и затем заполняют форму более грубым тестом для оборотной стороны плитки. Достаточным давлением пресса обе массы глиняного теста соединяются, и одновременно получается углубленный рисунок. Употребление двух глиняных масс теста имеет целью сберегать более ценную тонкую глиняную заминку. 3) Заполнение полученного углубленного рисунка жидким глиняным тестом другого цвета соответственно назначенному рисунку и соскабливание избытка последнего с поверхности металлической линейкой с острым ребром. 4) Уплотнение поверхности плиток, по достаточном обсыхании, посредством колотушек. 5) Нанесение на поверхность высушенного изделия свинцовой поливы посредством поливания. 6) Обжиг, который производится в муфельных печах или обыкновенных круглых печах с приспособлением капселей. Необходимо заметить, что окрашенное глиняное тесто, служащее для заполнения углубленного рисунка, должно быть приготовлено относительно основной массы плитки с значительно большим количеством противопластичных веществ, для того чтобы сравнять усушку обеих масс, в противном случае более жидкое тесто будет усыхать более и отстанет от стенок углубления.
Художественная nоcyда, блюда, вазы и различные украшения из легкоплавкой глинистой массы поливного Ф. отличаются от прочих поименованных выше изделий только тщательностью и художественностью обработки. При формовке главное внимание техников обращается на изящество формы и художественность украшений, производимых лепкой от руки или прессованием в гипсовой форме и последующей затем налепкой на тело черепа или наложением белых и цветных рисунков жидким тестом (барботина) посредством выливания его из сосудов с заостренным носиком и окончательной отделкой кистью; способ этот на французских заводах называется "pastillage". Поливы — свинцовые и большею частью прозрачные, окрашенные в зеленоватые, синеватые, фиолетовые и проч. оттенки. Для скрытия цвета черепа изделия эти часто покрываются темно-бурым или белым ангобом, по которому наносятся рисунки барботиной; к таковым относятся изделия из Туна и Шварцвальда. Известные Ф. Бернарда Палисси по свойству черепа и поливам принадлежат к описываемому виду изделий и служат образцом для многих производителей художественного поливного Ф. В последние годы производство декоративного поливного Ф. приняло большие размеры, для чего устроены большие специальные заводы, особенно во Франции и Германии.
2) Фаянс из глинисто-известковой массы с глухой поливой (эмалированный) в XVI по XVIII ст. производился для столовых сервизов и художественных украшений; в настоящее время, с введением полевошпатового Ф. и фарфора, он не употребляется для столовой посуды и производится только как подражание старым итальянским, мавританским и французским Ф. для различных украшений и для выделки белых и цветных изразцов (кафли). По исследованию старинных образцов эмалированного Ф., состав глиняного теста в среднем заключал около 20% извести, частью в виде углеизвестковой соли, которая в этом случае служила как противопластичное вещество; по легкоплавкости глины такое тесто не может выдерживать достаточно высокой температуры, необходимой для разложения всей углеизвестковой соли, а потому часть таковой остается в неизмененном состоянии. В настоящее время обжиг эмалированного Ф. ведется при более высокой температуре, увеличивающей прочность изделия, а потому количество извести, служащей как плавень, колеблется в среднем от 13 до 16% при содержании кремнезема от 60—65, глинозема 13—20, окиси железа 2—4, щелочей 2—4%. При таком составе глиняного теста состав оловянной поливы выразится формулой 3SiO 2 + 0,25N2O + 0,75PbO + 0,8SnO2, или: кремнезема в виде песка, кварца или кремня — 45 ч., окиси свинца — 36 ч., окиси олова — 10 ч., поваренной соли — 9 ч. Для приготовления означенной поливы плавят свинец и олово в соответствующих количествах при доступe воздуха, отчего получается тесная смесь двух окислов свинца и олова, так назыв. "спал"; полученный порошок спала растирается в ступке и отмучивается водою для отделения части неокислившихся металлов, затем смешивается с кремнеземом и солью и плавится. Твердый сплав измельчается затем жерновами или другим способом, смешивается с достаточным количеством воды и употребляется для покрытия изделий, которое производится или погружением, или поливанием из ковша; для того чтобы полива не отсаживалась на дно, смесь ее с водою от времени до времени взмучивают мешалкой. Полученная белая полива, или эмаль, употребляется или одна — для белого цвета, или окрашивается подходящими окислами или солями металлов в количествах от 3% до 10%; так, напр., для получения желтого цвета прибавляется сурьмяно-свинцовой соли около 9%, фиолетового — перекиси марганца около 4% и пр. Перед нанесением поливы эмалированные изделия обжигаются настолько сильно, что происходит полное разложение углеизвестковой соли (1000° — 1200° Ц.). Украшение живописью посредством огнепостоянных красок (окрашивающие окислы металлов) производится двумя способами. 1) Окрашивание по сырой, необожженной поливе употреблялось с ХV по XVIII стол. итальянскими, голландскими и французскими мастерами; способ этот, помимо непрочности порошкообразной поливы, которая от малейшей неосторожности слетает с черепа, не допускает исправления рисунка соскабливанием или стиранием, потому что при всяком прикосновении кисти краска быстро впитывается во всю толщу политого слоя, вследствие чего требуется большой навык и твердость в знании рисунка. Неудобства живописи по сырой поливе вознаграждаются мягкостью полученного рисунка и прочностью окраски, которая проникает всю толщу поливы. Окрашенные таким способом изделия в сыром виде покрываются сверх рисунка прозрачной свинцово-щелочной поливой и поступают для обжига в муфельную печь. От нанесения вторичного слоя поливы на рисунок — краски получают большую яркость и особо блестящий вид. 2) Окрашивание по обожженной поливе получило начало сXVIII стол. Вследствие большого удобства при расписывании и окраске способ этот вошел во всеобщее употребление, тем более что он допускает тщательную и окончательную отделку рисунка, чего не достигается при живописи по сырой поливе, которая, в свою очередь, имеет свои достоинства — эскизной живописи при свежести и прочности красок. Приготовление эмалированных изразцов несколько разнится от приготовления посуды и прочих полых изделий, особенно тех изразцов, которые подвергаются быстрым переменам температуры, как печные облицовочные изразцы. Для увеличения сопротивления переменам температуры требуется пористая масса с достаточным содержанием противопластичных веществ, песка или шамота, но такого рода масса не может принять глухой поливы, которая требует плотной и гладкой поверхности с достаточным содержанием извести, так как в противном случае оловянная полива трескается и отскакивает. Казалось бы, можно было сделать наслойку (ангоб) на пористую глинистую массу более плотной и тонкой известковой глины и эмалировать эту последнюю, но такой ангоб не будет держаться в огне и отделится от основной глинистой массы. Затруднения эти разрешаются употреблением теста с несколько меньшим содержанием извести, чем указано выше, приготовленного достаточно пористым посредством песка и шамота; на эту основную массу накладывают ангоб более тонкого строения той же глины, к которой прибавляют мелкий песок как противопластичное вещество, или приготовляют тесто, имеющее средний состав и строение обеих масс, и, таким образом, употребляют тесто одного рода. Вообще, нельзя указать определенного состава теста, так как в этом случае имеет важное значение физическое строение массы, а потому приходится довольствоваться приблизительными общими указаниями. Так, содержание углеизвестковой соли колеблется от 10% до 14%, наибольшее ее количество соответствует 1% — 2%, а наименьшее 5% — 6% окиси железа. Количество глинозема, соответствующее содержанию глинистого вещества, увеличивающего пластичность теста, должно быть наименьшее, но дающее возможность формовать тесто от руки, что при данном содержании извести, вещеста противопластичного, определится около 12% — 14%. Состав и приготовление оловянной поливы тот же, что уже сообщен ранее. Немецкая глухая белая полива богаче содержанием щелочей; так, полива Флейнера в Берлине на 14% окиси олова содержит до 6% с лишком щелочей и около 1,5% извести, другая, позднейшего производства, при 6% щелочей содержит около 9,5% олова и извести до 3%; по содержанию олова эта последняя будет выгоднее поливы Флейнера. Разделка, или формование, изразцов производится большею частью вручную и представляет довольно сложную работу, так как необходимо получить совершенно ровную и гладкую поверхность лицевой стороны, а с задней устроить выступы для удобного и прочного его укрепления на место. Ручная разделка производится с помощью гончарного станка, деревянных и гипсовых форм и других приспособлений, служащих для срезывания и выравнивания краев и поверхностей. Ручная работа может быть заменена машинною, для чего Шликейзеном устроен пресс, формующий изразцы в два приема. Высушивание сырых изразцов производится весьма медленно, чтобы избежать искривлений и сгибаний поверхностей при усушке. По достаточном высыхании, но пока масса еще сохранила вязкость, покривившиеся изразцы подвергаются правке и выравниванию на мраморной доске; на некоторых заводах такие изразцы выравнивают на точильном камне. Высушенные изразцы при обжиге устанавливаются по два таким образом, что лицевые стороны их соприкасаются друг с другом. Печи, употребляемые для обжига, смотря по размерам производства, бывают горизонтальные, круглые периодические и непрерывного действия. После обжига, перед нанесением поливы, изразцы подвергаются вторичной правке лицевой стороны, которая производится на вращающихся станках с водою и песком. Нанесение поливы производится обливанием из ковша, что требует большого навыка, так как поливу необходимо наложить возможно ровным слоем и достаточной толщины. По нанесении поливы изразцы идут во вторичный обжиг для приплавления поливы к черепу и остеклования ее, для чего обжиг ведут или в капселях, или муфельных печах. Украшение изразцов рисунками производится или по сырой, или по обожженной поливе, как прочие изделия этого рода. Рельефные украшения лицевой стороны получаются при формовке прессованием в гипсовую форму; таким же образом получается углубленный контур для рисунков цветной поливой (эмаль), о составе которой сказано выше. Многоцветные рисунки (по большей части орнаментные) производятся нанесением растертой с водою эмали (посредством кисти или иногда деревянной или металлической лопаточкой) в промежутки углубленного контура, который не позволяет сливаться эмалям различного цвета. В некоторых случаях вместо углубленного контура перед заливанием эмалью делают очертание рисунка черной краской, что с таким же успехом разграничивает эмали, но эффект живописи получается иной.
3) Кремнеземистый Ф. из малопластичного теста. К этому виду Ф. относятся древнеегипетские и персидские изделия, а также позднейшего времени из Средней Азии (Ташкент) и Аравии, как, напр., архитектурные украшения мечетей и гробниц (гробница Магомета в Медине) и проч. При поверхностном даже осмотре тотчас замечается значительное содержание кремнезема, введенного в тесто в виде песка, скрепленного небольшим количеством плавкого глинистого вещества со щелочными и щелочноземельными плавнями; масса эта настолько непластична, что некоторые керамисты сомневаются в возможности ее формования обыкновенным путем и предполагают, что изразцы, плитки и лещади изготовлены из глинистого песчаника обтесыванием; однако предположение это по многим причинам нельзя считать основательным. По новейшим исследованиям, содержание кремнезема в массе изделий доходит до 90%, глинозема 3% и щелочей до 6,5%; по анализам Броньяра, в некоторых образцах найдены известь и магнезия в количестве от 2,5% до 3% с лишком. Цветные поливы несравненной яркости и блеска представляют в основании своем свинцово-щелочные соединения кремнезема приблизительно следующего состава: кремнезема — 60%, окиси свинца — 25% и щелочей — ок. 1 5%. В 1861 г. известному керамисту Деку удалось воспроизвести древнеперсидские Ф., хотя несколько иного состава, но также богатые содержанием кремнезема, которое в Ф. Дека доходит до 86% — 87% для изразцов, а для прочих изделий до 75%. По красоте и яркости полив (эмалей) и красок произведения Дека не уступают старинным Ф. этого рода (Deck, "La Faience"). Недостаточная пластичность массы кремнеземистых Ф. и относительная непрочность делают ее непригодною для исполнения таких изделий, как домашняя утварь, но для художественных декоративных произведений, формование которых не требует особо пластичного теста, этот Ф. считается за лучший материал вследствие возможности получать особо привлекательные тона окрасок.
4) Ф. из глинисто-известкового теста с белым черепом. По наружному сходству черепа этого Ф. после слабого обжига с глиняными трубками, употребляемыми для курения табаку, Ф. этот на французских заводах называется "terre de pipe", откуда название это распространилось в торговле. Ф. "terre de pipe" имеет твердый, почти белого цвета череп, обожженный при высокой температуре (ок. 1200° Ц.). Основанием состава теста для такого черепа служит огнеупорная глина с возможно малым содержанием окиси железа; иногда прибавляют к ней известное количество каолина с целью получить массу более бесцветную, так как в каолинах окрашивающей окиси железа сравнительно меньше, чем в огнеупорных глинах. Как противопластичное вещество к глине прибавляется кварцевый песок или обожженный молотый кремень (для лучших сортов изделий). Известь, как плавень, вводится в виде углеизвестковой соли (мел), уменьшающей пластичность употребляемой глины, или в виде мергеля, увеличивающего пластичность теста. Как щелочной плавень, заменяющий частью известковый, употребляется в некоторых составах теста полевой шпат. Если разбить на более простые составные части состав теста, то он выразится теоретически приблизительно в следующем виде — в процентах: каолинита или чистой глины (Al 2O3, 2SiO2, 2Н 2 O) — 30, кремнезема — 50, углеизвестковой соли — 20, что по обжигании для образования надлежащей твердости черепа даст: кремнезема — 72,6; глинозема — 15,2; извести — 12,2%. Приводим для примера следующие смеси заводского состава массы: пластичной огнеупорной глины — 40, кремня обожженного — 40, мела — 20; часть кремня иногда заменяется молотым черепом того же состава теста — в небольшом количестве (около 5%). Другой, более сложный состав, с полевым шпатом: пластичной огнеупорной глины — 15; тощей огнеупорной глины — 45; каолина, содержащего щелочи, — 5; кремня молотого — 20; мела — 10; полевого шпата — 5%. Прежде употреблявшиеся щелочно-свинцовые поливы заменяются ныне борно-щелочно-свинцовыми, как лучше принимающими окраску. Приблизительный состав полив можно характеризовать, для примера, следующей формулой:
Заводское составление поливы начинается предварительным изготовлением "первача" (фритта), который служит основанием поливы и обжигается для получения однородности смеси. Вот 2 примера состава "первача": 1) полевого шпата — 35, песка — 18, сурика — 16, буры — 22, каолина — 3, мела — 6; или без употребления свинца: 2) полевого шпата — 30, песка — 22, буры — 30, каолина — 3,5, поташа — 4,5, мела — 11; соответственные поливы следующие: 1) первача — 82, свинцовых белил — 8, полевого шпата — 10; 2) первача — 65, свинцовых белил — 24, полевого шпата — 11. Чтобы уничтожить желтоватый оттенок черепа, поливу подсинивают незначительным количеством окиси кобальта, а именно, смотря по оттенку, от 0,0005 до 0,001 по весу поливы. Ф. рассмотренного состава представляет переходную ступень к полевошпатовому Ф., который в настоящее время получил почти повсеместное распространение. Хотя Ф. terre de pipe по достоинствам своим уступает настоящему полевошпатовому, но для производства дешевых изделий он оказывается весьма полезным, что видно из того, что в сев.-вост. Франции и в Зап. Германии он производится в довольно большом количестве. Из предыдущего очерка видно, как с течением времени изменялся состав Ф. и вместе с тем получились разнообразные его виды, переходя от легкоплавких глинисто-известковых масс со щелочно-свинцовою и оловянною поливами постепенно к трудноплавким белым глинистым массам с введением в состав каолина и полевого шпата и поливами, содержащими в составе своем борные и щелочноземельные соединения свинца.
Переходя к описанию способов приготовления полевошпатового Ф., для полноты необходимо упомянуть еще об одном виде Ф. с огнеупорным глинистым и богатым содержанием кремнезема черепом. Вследствие того, что обогащение кремнеземом массы теста производится по преимуществу кремнем (голыш), он получил французское название "cailloutage". Состав черепа этого Ф. образован из белой огнеупорной глины, к которой, смотря по ее пластичности, прибавляется от 10% до 30% кремня. Полива — по составу сходная с предыдущей или более твердая, употребляемая при полевошпатовых фаянсах. Ф. этого вида представляет твердый белый череп, а иногда окрашенный в красный цвет введением в состав железосодержащей глины; этот последний пущен в обращение в Англии Веджвудом. Вследствие малого количества плавней "cailloutage" обжигается при весьма высокой температуре, но при этом не приобретает такой твердости и блеска, как "terre de pipe" и полевошпатовый Ф. В настоящее время приготовление этого сорта Ф. весьма ограничено, но в конце XVIII в. он имел значительное распространение и пользовался большой славой. Приготовление глиняного теста, формовка, обжиг и прочие операции приготовления сейчас описанных Ф. тождественны с применяемыми при производстве полевошпатоваго Ф.
5) Полевошпатовый Ф. представляет твердый белый череп, масса которого состоит из глинисто-щелочного трудноплавкого основания, крытого прозрачной твердой свинцовой поливой, заключающей в себе борно-щелочные соединения и глинозем. Белый цвет черепа в разновидностях этого Ф. часто имеет оттенок слоновой кости. В изломе полевошпатовый Ф. представляется мелкозернистым и пористым, в весьма немногих случаях имеет следы спекания массы и при этом слегка просвечивает, что приближает такие сорта к фарфору. Название "тонкий Ф. " (faiences fines), введенное Броньяром в его классификацию, часто относят ныне к этому Ф., разумея высокие его сорта. Производство тонкого Ф. начато в Англии, где оно сосредоточивается в Стаффордширском округе (Staffordshire) в городах Burslem, Hanley, Longton и других, где развилось в обширную промышленность с годовым оборотом до 100 млн. франков, что составляет почти две трети всего Ф., обращающегося в торговле. Начало производства полевошпатового Ф. относится к 1760 г., когда он был впервые выпущен в торговлю известным заводом Веджвуда (Wedgwoud). Ф. этого времени имел желтоватый оттенок (cream-colour) и крылся свинцово-щелочной поливой; впоследствии цвет и твердость черепа улучшены Веджвудом, и такой более блестящий товар получил название "Queen's Ware", в честь Шарлотты, супруги короля Георга III. Из известных английских заводов можно назвать завод Davenport'a в Burslem'e и Minton'a в Longton'e, отличающиеся дешевизной и высоким качеством изделий, в особенности столовой посуды и туалетных принадлежностей.
Состав фаянсового теста. Главной составной частью полевошпатовой массы служит огнеупорная пластичная глина с возможно малым содержанием окиси железа, а следовательно, по обжиге превращающаяся в белую массу; далее, каолин, как однородный с огнеупорною глиною материал, чтобы возвысить белизну массы, так как огнеупорные глины в весьма редких случаях дают по обжиге совершенно белую массу; полевой шпат и пегматит для возвышения плавкости теста введением в него заключающихся в этих породах щелочей; кремнезем — в виде обожженного кремня или песка, причем последний не должен содержать посторонних подмесей. Кремень и песок, как противопластичные вещества, необходимы для того, чтобы приготовить глиняное тесто, соответствующее тем требованиям, которые необходимы для обработки его формованием, именно, чтобы оно давало ясные отпечатки от форм, в изгибах не ломалось и удобно было для обработки на станках; вместе с тем, что очень важно, противопластичные вещества ограничивают величину усушки и сокращение объема при обжиге, обусловливая этим большую равномерность того и другого. Кроме того, количество кремня и песку должно быть сообразовано имея в виду влияние их на плавкость массы, а полевого шпата и пегматита — с тем, что они являются не только как плавни, но и как вещества, уменьшающие пластичность глиняного теста. Так как способы производства Ф. выработаны английскими заводами, то они и служат образцом для производства его в других странах, а потому сырые английские материалы находят сбыт на заводах других стран; напр. русские заводы употребляют большое количество английского каолина из Корнваллиса (China-clay). Из других материалов в ходу на континентальных заводах: синяя глина (blue clay) из Warcham и Corfe Castle (графства Dorset), кремень (flint) из голышей Темзы и Сонны, пегматит (corn i sh stone) из Корнуэля (Cornwall). Приводим для примера несколько составов английского фаянсового теста из упомянутых выше материалов:
| Синей глины (blue clay) |
47 |
31 |
21 |
| Каолина |
24 |
36 |
28 |
| Кремня |
22 |
21 |
38 |
| Пегматита |
7 |
12 |
13 |
Во многих случаях английские сырые материалы уже начинают вытесняться из континентальных стран; это движение особенно заметно во Франции и Германии. На русских заводах из местных коренных материалов применяются следующие: из огнеупорных глин — гжельская (Московской губ.), боровичская (Новгородской губ.), челябинская (Оренбургской губ.) и мн. др., из каолинов — глуховский, который скорее можно отнести к белым огнеупорным глинам (Черниговской губ.), киевский (Звенигородского у.), каолин из Херсонской губ., Восточной Сибири и мн. др.; не упоминаем здесь о русских месторождениях полевого шпата, пегматита, кварцевого песка, которые идут на потребности фаянсового производства. Чтобы дать понятие о соотношении составных частей глиняного теста для Ф., приводим ниже, по Зегеру, несколько примеров: 1) глиняное тесто французского происхождения с каолином из Saint-Irieux; 2) тесто из бельгийской огнеупорной глины, корнваллийского каолина и пегматита и кремня из Дьеппа, назначенного для Ф. высоких сортов; 3) тесто одного из немецких фаянсовых заводов:
| Кремнезема |
61,71 |
65,92 |
64,25 |
| Глинозема |
26,69 |
23,62 |
21,46 |
| Окиси железа |
1,14 |
0,59 |
0,54 |
| Извести |
следы |
следы |
2,38 |
| Магнезии |
0,06 |
0,22 |
следы |
| Окиси калия |
1,30 |
1,48 |
1,97 |
| Окиси натрия |
— |
0,60 |
1,03 |
| Углекислоты |
— |
— |
1,99 |
| Воды и органических веществ |
9,24 |
7,24 |
6,12 |
|
100,14 |
99,37 |
99,74 |
Состав глазури для полевошпатоваго Ф. сходен с составом ее для Ф. terre de pipe (см. выше), но он несколько тверже, так как содержит более кремнезема и глинозема. Из числа многих рецептов, данных Прёсселем (Prossel), сообщаем следующий, представляющий приблизительно среднее соотношение составных частей:

В процентах это выразится приблизительно следующим образом: кремнезема — 50,6, борного ангидрида — 8,1, глинозема — 8,3, окиси свинца — 19,0, извести — 8,0, кали — 2,6, натра — 3,4. Поливы приготовляются, как это описано ранее, за два раза: первоначально готовится первач (фритта), как основание, и затем он смешивается с остальными составными частями. Соответственно приведенному элементарному составу надо взять: для первача: пегматита — 41, песка — 24, буры — 32, каолина — 3; для поливы: первача — 59, свинцовых белил — 18,5, пегматита — 11, мела — 11,5.
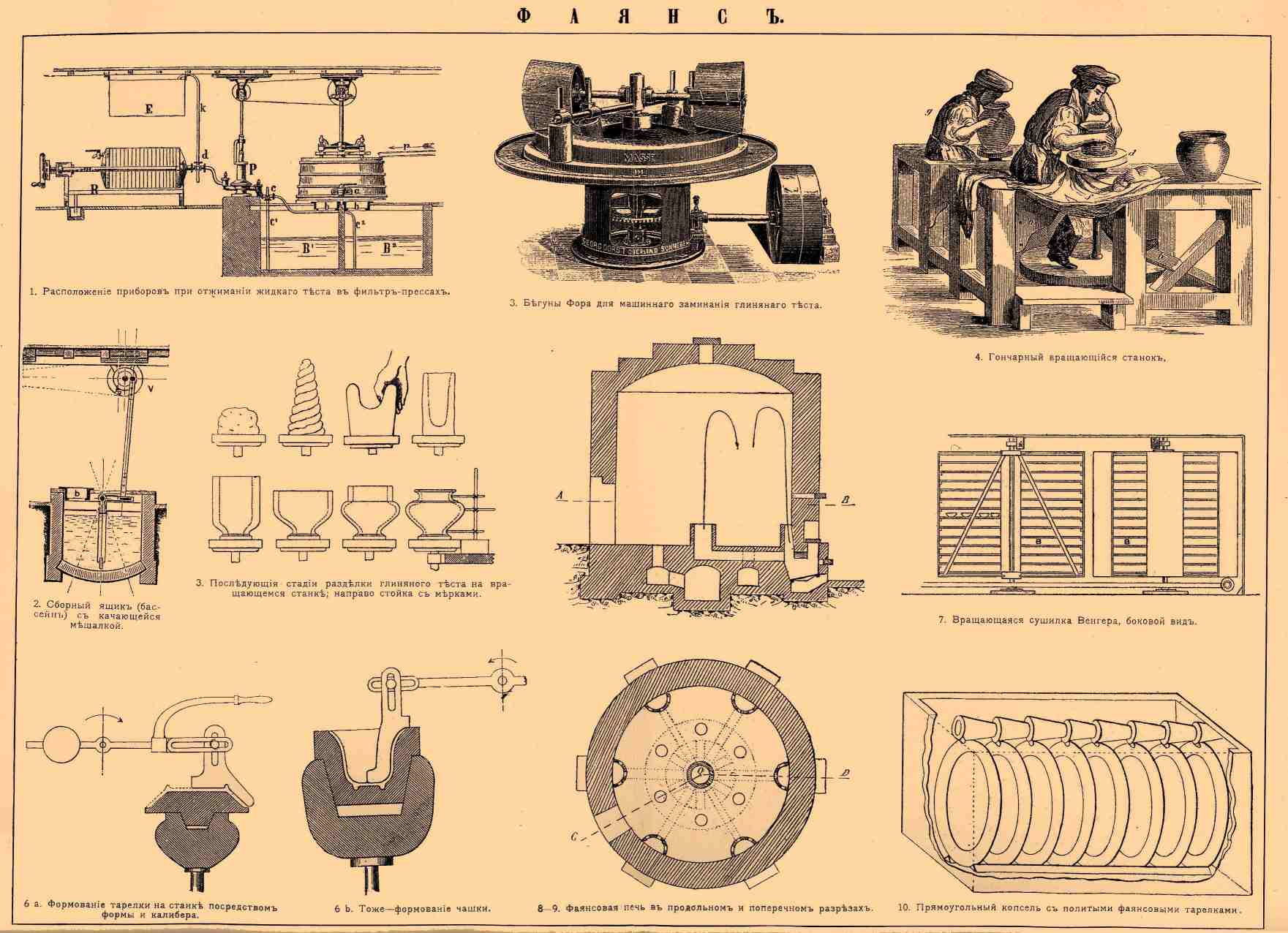
Обработка сырых материалов и приготовление теста. Огнеупорные глины, получаемые на заводах, если они в природном состоянии достаточно чисты и доставлены без подмесей песка, растительных остатков и пр., что бывает нередко, то они прямо идут в дело, в противном случае такие глины подвергаются отмучиванию (см.) на заводе известными способами, из которых наиболее употребительный — декантация в бассейнах, поставленных в лестничном порядке, с процеживанием через мелкие сита. Каолины большею частью доставляются в очищенном состоянии; очищение производится на местах его добывания или отмучиванием декантацией, или воздушным отмучиванием в сепараторах (сепаратор Askinazy), или, наконец, отмыванием от почвы гидравлическим способом, соединенным с отмучиванием в бассейнах и покатых каналах. Кремень по отборке измельчается, для чего он должен быть разогрет и быстро охлажден, отчего он растрескивается и вследствие этого легко поддается измельчению. Песок, если он недостаточно чист, также подвергается отмучиванию, что производится с значительно большей легкостью, чем это происходит с глинами. Перед употреблением песок сильно прокаливается до удельного веса 2,2—2,3 во избежание вспучивания его при обжиге в сырых изделиях, что поведет к образованию трещин на черепе. Полевой шпат и пегматит после отборки почти всегда приходится измельчать на заводах, так как они принимаются туда, для большей уверенности в чистоте их, в кусках. Заготовка глиняного теста требует особой тщательности; все составные части теста должны быть измельчены в достаточно мелкий порошок и смешаны между собою в возможно однородную массу. Условия эти могут быть достигнуты посредством приведения теста в жидкое состояние. Глина и каолин замачиваются водою в особо устроенных размешивателях и затем сливаются в отстойные резервуары, где дают им отседать до такой густоты, чтобы примешанные противопластичные вещества в мелкораздробленном состоянии могли удерживаться достаточно долгое время, не падая на дно. Отстоявшуюся вверху воду сливают, и затем глиняную жижу для однородности перемешивают посредством мешалок. Кремень, песок, полевой шпат и пегматит замачиваются достаточным количеством воды и с нею подвергаются помолу. Для помола употребляются жерновые мельницы, подобные мукомольным, но в настоящее время они почти всюду заменяются более выгодными в работе приборами, каковы — волокуша и цилиндр Альсинга. Волокуша подобна жерновой мельнице, но представляет разницу в том, что трущий верхний жернов в ней заменен свободно лежащими на каменном дне камнями, которые водятся по дну крестовиной, укрепленной на оси, вращающейся в середине прибора. Чтобы перемалываемый с водою материал удерживался на дне волокуши, она заключена в открытую железную коробку, плотно прилегающую к краям каменного дна. Цилиндр Альсинга подобен ядерной мельнице и состоит из вращающегося на оси барабана из чугуна или железа; внутренняя поверхность его покрывается фарфоровыми плитками, которые выстилаются для большей прочности в соединении с кремнем. Для перемалывания в цилиндр насыпаются круглые кремневые гальки или фарфоровые шары. Цилиндр заряжается через наружное отверстие, по закрытии которого приводится во вращение. Когда помол достиг достаточной степени тонкости, через то же отверстие цилиндр опоражнивают, предохраняя выпуск решеткой от выпадения шаров или галек. Размеры цилиндров Альсинга колеблются от 0.5 до 2,5 метра в диаметре при той же приблизительно длине, требуя для малых размеров от 0,5 до 1 лошадиной силы, а для больших — от 5 до 8 сил, при 13 до 20 оборотах в минуту для последних, а для малых — oт 60 до 70 оборотов, при выходе в 12-часовую работу для больших — приблизительно 2700 кгр. молотого кварца или песку, для малых — до 400 кгр. Перемалыванию на жерновых мельницах, волокушах и в цилиндре Альсинга подвергаются не только противопластичные материалы в отдельности каждый, но также и составленное глиняное тесто, если отмеривание было предварительно сделано в сухом виде. Отмеривание составных частей в жидком виде производится по объему; для этого необходимо наблюдать, чтобы тесто было постоянно одной и той же густоты, для чего его перемешивают от времени до времени, чтобы не дать более тяжелым частицам садиться на дно и тем нарушать однородность. Понятно, что для отмеривания материалов в виде густой жидкости необходимо знать содержание твердого вещества в единице объема, что легко определяется взвешиванием твердого остатка после удаления воды из определенного объемного количества. Зная, таким образом, состав, сливают определенное число объемов вымеренной посудой или делают чертой отметки определенных объемов на стенке помещений, куда сливается тесто; в этом случае составные части наливаются прямо до соответствующей отметки и затем смешиваются. Фаянсовое и фарфоровое тесто необходимо подвергать процеживанию. Во избежание засорения при процеживании довольно густого теста через сита, имеющие весьма малые отверстия, сита эти устраиваются движущимися и вместе с тем ударными; они помещаются над сборными ящиками, куда и сливается тесто. При большом производстве устраивают по несколько ударных сит в одной раме или процеживают тесто через цилиндрические вращающиеся сита, представляющие собой барабан, обтянутый сетчатой тканью; такой барабан устраивается на оси, при вращении которой жидкое тесто пускается с одной стороны и та часть его, которая не прошла сквозь ткань, выпускается с другой для последующей обработки. Полученное такими способами жидкое тесто не может быть употреблено на формование, кроме того случая, когда изделие приготовляется отливкой в формы (см. ниже); во всех же других, более частых случаях оно должно быть доведено до густоты вязкого, мягкого теста, легко поддающегося лепке от руки и чувствительного к отпечатке при давлении рельефа формы. Удаление излишней воды производится посредством отстаивания, сливания и затем высушивания на воздухе, что делается на небольших заводах, а также помещением теста в глиняные или гипсовые пористые сосуды, которые втягивают своими стенками излишнюю влагу. Такой способ настолько медлен и невыгоден, что не может быть применен при сколько-нибудь крупном производстве, а потому в этом случае прибегают к искусственному подогреванию воздуха или пользуются уходящими печными газами для выпаривания воды из жидкого теста, которое разливают в плоские сосуды высотой около 0,3 м; способ этот имеет тот недостаток, что невнимательное ведение выпаривания отзывается вредно на пластичности глиняного теста. Самый распространенный и почти исключительный способ удаления воды есть отжимание жидкого теста в мешках из плотной ткани под давлением 5—6 атм. в фильтр-прессах. Отжимание воды первоначально производилось в пеньковых мешках, пропитанных льняным маслом, в которые наливалось жидкое тесто и затем подвергалось сдавливанию в винтовых прессах, отчего избыток воды проходит через поры ткани, оставляя внутри мешка густое тесто. В настоящее время производительность фильтр-прессов увеличивают уменьшением слоя отжимаемого теста и давление производят напором самого теста, посредством нагнетания его насосом. Устройство фильтр-прессов для глиняного теста ничем не отличается от обычного при других производствах. На табл. фиг. 1 показано расположение приборов при отжимании жидкого теста в фильтр-прессах. Через трубку p притекает из приборов для измельчения жидкое тесто в размешиватель a, откуда оно проходит через ударные сита b,b в сборные ящики В 1 и B2; для того, чтобы тесто имело однообразную густоту, применяется движущаяся мешалка, которая посредством рычажной передачи и эксцентрика v приводится в маятникообразное движение (фиг. 2). Из В 1 и В 2 жидкость поочередно подымается насосом P по трубам с 1 и с 2 через краны тройного действия в фильтр-пресс R или запасный резервуар E через трубку k. Для более тощего теста, как фарфоровое, толщина слоя в фильтрах допускается до 4 стм, при пластическом же тесте, как фаянсовое, ее уменьшают до 2 и 1 1/2 стм. Работа фильтр-прессов продолжается около 24 часов, а производительность, напр. для рамок (рамки обтягиваются фильтрующей тканью и, будучи сложены одна к другой, образуют как бы ряд мешков) при 1 x 1 м и числе их от 24 до 40, дают от 430 до 750 литр. выхода. Полученное из фильтр-пресса тесто представляет массу не настолько однородную, чтобы она шла с успехом на формование, а потому она подвергается предварительно мятью и, если вышла недостаточно мягкою, то разбавляется при мятье водою. Перемешивание разминанием производится в приборах, подобных глиномятным машинам со стоячим валом, имеющим винтообразную форму. Чтобы окончательно размешать тесто и выгнать из него пузыри воздуха, его часто мнут руками, что при большом производстве весьма затруднительно, а потому прибегают к мятью или на бороздчатых бегунах, или в приборе Фора, где тесто прокатывается и прожимается между двумя каменными коническими бегунами и мраморным столом, на котором оно располагается (чаша или тарелка бегунов), что ясно видно на фиг. 3. Чтобы тесто совершеннее размешивалось и вместе с тем не сбегало со стола, бегуны сопровождаются парными цилиндрами, которые сжимают сплющенный слой теста с боков и постоянно возвращают его в границы своего хода. Для окончательного приведения теста к однородности перед формованием работу перемешивания оканчивают ручным мятьем, для чего рабочий разрезывает тесто на части, раскатывает в вальки и расколачивает деревянным молотком. После мятья глиняное тесто для высоких сортов изделий подвергается вылеживанию и гноению, для чего его скатывают в шарообразные комья или вальки и помещают в сыром месте, где оно выдерживается продолжительное время — от нескольких недель до нескольких лет. Во время гноения тесто изменяет свой цвет и подвергается химическим изменениям с выделением газов, в которых участвуют заключающиеся в тесте органические вещества, сернокислые соли и проч. В последнее время полагают, что усиленная машинная обработка настолько же улучшает качества теста, как и гноение, а по опытам Зегера, подкисление фарфорового теста кислотами действует так же, как продолжительное вылеживание с гноением. Что от вылеживания с гноением глиняное тесто улучшается и получает более устойчивый состав, доказывается тем, что при свежем тесте получается до 40% брака изделий, между тем как продолжительно гноившееся тесто дает только около 5%. Китайцы придают большое значение последней обработке и гноят тесто для фарфора по нескольку десятков лет, говорят — даже до ста и более.
ФАЯНС.
1. Расположение приборов при отжимании жидкого теста в фильтр-прессах. 2. Сборный ящик (бассейн) с качающейся мешалкой. 3. Бегуны Фора для машинного заминания глиняного теста. 4. Гончарный вращающийся станок. 5. Последующие стадии разделки глиняного теста на вращающемся станке; направо стойка с мерками. 6a. Формование тарелки на станке посредством формы и калибра. 6b. Формование чашки на станке посредством формы и калибра. 7. Вращающаяся сушилка Венгера, боковой вид. 8. Фаянсовая печь в продольном разрезе. 9. Фаянсовая печь в поперечном разрезе. 10. Прямоугольный капсель с политыми фаянсовыми тарелками.
Разделка теста на изделия, или формование. Ручная лепка есть самый простой способ разделки глиняного теста, не требующей особых приспособлений. При точном множественном повторении одной и той же формы применяется машинное или ручное прессование в формы. Для полых изделий, имеющих правильную округлую форму, применяется точение на вращающихся гончарных станках; для предметов с открытыми плоскостями с включением труб — выжимание или выдавливание текучего глиняного теста через отверстия определенного вида, что употребляется, однако, редко в фаянсовом и фарфоровом деле, и, наконец, отливка жидкого теста в формы; к последнему виду разделки относится ангоб, или наслойка на поверхность изделия, сделанного из глиняного теста одного цвета, слоя другого цвета. Нередко для получения требуемой формы способы разделки соединяются между собою. В этом случае один из способов служит как подготовительный прием, а последующее — как дополнение для окончательной обработки изделия, к которой часто присоединяется ручная подправка подробностей в отделке. 1) Ручное прессование производится заполнением гипсовых форм отдельными небольшими частями теста, которое плотно прижимается к стенкам формы пальцами или мокрой губкой, если тесто очень жидко и пристает к рукам, или же тесто предварительно раскатывается на мокром столе в пласт, соответствующий толщине и размерам формы; при очень тощем тесте раскатывание делается на мокром холсте или коже, дабы при переноске пласта к форме малопластичное тесто не рвалось. При сложных формах, где приходится заполнять глубокие закругления и извилины, готовят скалки цилиндрической формы и ими заполняют глубокие места. Форма перед заполнением смазывается жирными веществами, для чего употребляют смесь насыщенного раствора мыла с деревянным или прованским маслом, чтобы отпрессованное изделие при выемке легко отделялось от формы. 2) Формование на вращающихся гончарных станках, приводимых в действие самим токарем или его помощником, производится от руки или с помощью форм и калибера. Гончарный станок (фиг. 4) представляет стол с вырезом, сделанным в щите его; против выреза устраивается сиденье для токаря а; под средней частью стола, на полу против сиденья, утвержден на шипе вал, прикрепленный к краю выреза на хомуте, в котором он может свободно вращаться. Верхняя часть вала возвышается над столом, и на ней укреплен горизонтально деревянный или из иного материала кружок d; параллельно этому кружку на нижней части вала над шипом утвержден большой тяжелый круг с (маховик) в 5—6 раз большего диаметра, чем верхний. Для приведения в действие станка токарь, сидящий против малого кружка, упирается одной ногой на подножку b, а другою толкает маховик. Если приходится точить посуду больших размеров, то маховик устанавливается отдельно и снабжается рукояткою для вращения; передача движения от маховика производится посредством ремня к шкиву, надетому на нижнюю часть вала станка. Вращение маховика поручается помощнику токаря; чрезвычайно важная постепенная перемена скоростей вала в этом случае уже не всецело принадлежит токарю, а находится в зависимости от сноровки помощника. Точильные станки, приводимые в действие посредством механического двигателя, бывают с постоянной скоростью, для изделий, мало отличающихся по размерам, и с переменной скоростью — для изделий разнообразных форм и величин. Действие первых понятно без особого описания, для вторых существует много систем, из которых упомянем о станке Бультона, основанном на фрикционной передаче движения валу посредством двух конусов, из которых один может изменять свое положение, а другой, надетый на вал, — постоянный. Формование от руки начинается накладыванием необходимого количества теста на верхний кружок точильного станка; затем, чтобы укрепить тесто на станке и выровнять его относительно центра вращения вала, токарь пускает в ход вал; обхватив мокрыми руками тесто, он удлиняет его кверху и снова опускает вниз, причем тесто легко следует за движением рук; такое поднятие и опускание повторяется несколько раз (фиг. 5). Для образования стенок и внутренней полости изделия большой палец руки накладывается сверху и осторожно надавливается внутрь массы; придерживая остальными пальцами наружную сторону, постепенно выводят стенки изделия желаемых очертаний. Для того, чтобы сообразоваться с формой и размерами данного образца, последний помещается на столе перед токарем, для проверки же и прикидывания величины образца во время работы служит подвижная стойка (см. фиг. 5) с прикрепленными к ней мерками и циркуль. Когда изделие таким образом сформировано, его обглаживают мокрой губкой; операция эта, как и самое точение, требует от токаря большой ловкости и навыка, так как неравномерность распределения массы теста вызывает волнистость поверхности, искажение приданных форм и даже трещины при высыхании и обжиге. При повторении множества изделий в большом производстве ручное точение не может удовлетворить вполне требованиям скорости и точности форм и размеров даже при употреблении механических двигателей, и потому прибегают к употреблению форм и калиберов, при которых размер и очертания поверхностей получаются сразу и точное повторение надежно без употребления шаблонов и циркулей. Калибер представляет собою род шаблона или лекала, изготовленного из листовой стали, Ф. или фарфора. Острый край калибера очинивается соответственно очертанию (профилю) обрабатываемого изделия. При формовании калибер действует не только как режущий инструмент, снимающий излишек полутвердой массы теста, но, кроме того, давлением прижимает ее к стенкам формы. Для точности действия калибером необходима твердая и точная установка его в известном положении и возможность подводить его к формуемой поверхности в одной и той же плоскости; для выполнения этого условия калибер укрепляется в стойках разного рода (сюппорты) на горизонтальной оси, так что он может быть поворачиванием поднят и опущен. На фиг. 6, а и b, изображающих формование тарелки и чашки, можно видеть положение гипсовой формы (затушеванная часть рисунка), укрепленной на кружке вала, и калибера, разделывающего внутреннюю поверхность чашки.
Прессование в формах механическим путем допускает употребление теста всякой густоты, за исключением лишь настолько мягкого, которое не удерживает при извлечении из формы приданного ему очертания. Во всех случаях механического прессования форма состоит из двух непременных частей, а именно матрицы и сердечника. Матрица наполняется тестом, почти всегда подготовленным сообразно с ее формой, а сердечник служит как затвор для уединения теста при давлении, которое, смотря по обстоятельствам, производится или со стороны матрицы, или со стороны сердечника. Если для прессования употребляется мягкое тесто, то формы приготовляются из гипса, как материала, впитывающего влагу; для более крутого теста, где давление требуется более сильное, формы готовятся из металла, и в этом случае для легкого извлечения изделий требуется смазывание внутренней поверхности формы. Пресса для формования по устройству своему представляют большое разнообразие; с точки зрения применения прессов к формованию глиняного теста, их можно подразделить на действующие ударом и действующие давлением. Ударные пресса применяются в тех случаях, когда не имеется в распоряжении сильных двигателей, а потому таковые почти всегда приводятся в движение силою руки. Не входя в подробное рассмотрение устройства прессов разного вида, укажем лишь, что таковые в фаянсовом и фарфоровом деле употребляются для прессования плиток, фаянсовой черепицы и многих других архитектурных украшений, о которых сказано выше. Формование посредством отливки жидкого теста основывается на способности стенок гипсовой формы впитывать воду и оставлять на своей поверхности слой достаточно плотной массы, который вследствие сокращения объема (усушки) легко может быть отделен от формы. Общий способ отливки заключается в том, что в плотно собранную форму наливают жидкое тесто и, оставляя на некоторое время (несколько минут) форму и жидкость в покое, сливают затем оставшуюся жидкую часть. Если требуется иметь большую толщину стенок, тогда предпочитают повторять несколько раз наливание жидкого теста на окрепший уже слой, чем ожидать осаждения достаточного слоя от первого наполнения формы. Способом отливки можно получить почти все сорта фаянсовых и фарфоровых изделий, причем имеется возможность отформовать очень тонкостенные предметы, которые другим способом получаются с большими затруднениями. При формовании предметов значительной величины и толщины, где необходимо усилить всасывание воды стенками формы и предотвратить спадание и осадку осевшего слоя теста от собственной тяжести, отливку производят посредством сжатия или разреженного воздуха. Первый способ заключается в том, что форму после отливки в нее теста закрывают плотно крышкой с трубкой, сообщающейся с нагнетательным насосом, которым накачивают воздух и тем увеличивают давление на осевший слой; когда тесто достаточно окрепнет под усиленным давлением, тогда приступают к извлечению отформованного изделия. Той же цели достигают, разрежая воздух с наружной стороны формы; для этого окружают последнюю непроницаемым кожухом, внутреннее пространство кожуха соединяют с воздушным насосом и выкачивают воздух; давлением атмосферы через открытое отверстие формы осевшая масса удерживается от спадания, как и в первом случае, только с тою выгодою, что можно наблюдать за ходом уплотнения слоя теста и избежать разрывов, соразмеряя степень разрежения воздуха, чего при первом способе уследить нельзя, так как внутренность формы герметически закрывается.
Ангоб. Наложение ангоба делается с целью изменения цвета и вида поверхности изделия для улучшения внешности черепа; в некоторых случаях прибегают к наслойке с тем, чтобы иметь возможность употребить определенного состава поливу, которая оказывается не подходящею для основного черепа; для изменения цвета употребляется тесто, заключающее в своем составе окрашивающие окислы металлов. Когда ангоб производится в гипсовых формах, то жидким тестом поливают внутренность формы, как это объяснено ранее, или кроют ее посредством кисти в узких углубленных частях и затем на достаточно окрепший слой ангоба кладут подготовку изделия и формуют обыкновенными способами от руки или с калибером. Производство инкрустаций цветным тестом было объяснено ранее.
Изделия, отформованные вышеописанными способами, во многих случаях подвергаются для окончательной отделки вторичной обработке, имеющей целью: сглаживание поверхности, выправление и заострение выдающихся частей и проч. После формования от руки и в формах с калибером и высушивания изделия высших сортов подвергаются вторичной обработке на вращающихся станках, причем частью снимается и сглаживается поверхность и наносятся гравированием надлежащие украшения. Предметы, которые не могут быть выполнены на станках и исполняются отдельным формованием, как, напр., ручки, носики, ножки, налепные украшения и т. п., носящие название гарнитуры, приклеиваются к изделиям посредством жидкого теста, называемого барботиной. Для прочного и чистого склеивания частей требуется надлежащая степень плотности, которая получается изделиями во время обсыхания, а также известная густота барботины, что определяется навыком и предварительными пробами.
Сушка разделанных изделий производится в формовальных мастерских, для чего таковые строятся достаточно обширных размеров и снабжаются рядами полок для установки высушиваемых предметов. Те из изделий, которые разделаны в гипсовые формы, оставляются для обсушивания в формах до тех пор, пока они достаточно окрепнут, и тогда уже извлекаются из форм для окончательного высушивания. При значительной производительности и употреблении механических станков сушка на так наз. вольном воздухе делается уже недостаточной по своей медленности, и тогда прибегают уже к усиленным способам вентиляции в сушильнях, нагреваемых горячим воздухом или паровыми трубами. Одно из более употребительных приспособлений для ускоренной сушки представляет вращающаяся сушилка Венгера, которая состоит из наборов полок, возвышающихся одна над другой, числом около 1 2 в каждом наборе. Шесть таких наборов укрепляются вокруг вращающейся вертикальной оси и вращаются вместе с нею. Несколько таких систем помещают посреди сушильного помещения, пол которого устилается под самыми полками рядами паровых труб (фиг. 7). Сушилка Венгера очень удобна по своей простоте и может быть применена к любому отоплению.
Обжиг. Обжиг полевошпатового Ф., как и фарфора, производится за два раза; после первого обжига изделие получает твердый пористый череп с матовою поверхностью; в таком виде Ф. кроется поливою, обсушивается и поступает во второй обжиг для прикрепления и остеклования поливы. Вследствие того, что первый обжиг происходит при более высокой температуре, а именно около 1200° Ц., а второй при 1000° — 1100° Ц., состав черепа надо считать установившимся после первого обжига, кроме поверхности, соприкасающейся с поливою, которая при плавлении вступает во взаимодействие с частицами глинистого черепа. Обжиг производится в круглых сводчатых печах со многими топками. Старые английские печи с так называемым восходящим пламенем и прямым выходом печных газов в своде печи употребляются и поныне во многих местах, особенно в Англии. Продукты горения, входя непосредственно в стойло печи, кроме того, частью направляются в огневые ходы, устроенные под подом печи; для этой части пламени под продырявливается отверстиями, открывающимися в стойло печи. Тяга производится трубой, устанавливаемой над наружной поверхностью свода печи и утвержденной не на стенках печи, а на стенах здания, окружающего печь, в некотором расстоянии, так что печь представляется накрытою конусообразным колоколом с трубою в верхней суженной части. В настоящее время начинают предпочитать несколько иного устройства печи, тяга в которых производится трубою, сообщающеюся с выходами печных газов посредством боровов. Устройство стойла в этих последних напоминает английские печи, но ход пламени в них иной, а именно, выйдя из топочного пространства, оно, поднявшись до свода, поворачивает обратно вниз и уходит в виде печных газов через отверстия, проделанные в поде, в боров дымовой трубы. Такого устройства печи называются печами с нисходящим пламенем; на фиг. 8 и 9 представлено в двух разрезах расположение главных частей печи, а стрелками указан ход пламени. Число топок в печах этого рода бывает от 6 до 10; все они открываются в стойло частью непосредственно, частью через огневые ходы под подом в середине его; выходные отверстия, окружающие центральное отверстие огневых ходов, сообщаются в самой нижней части печи с боровом дымовой трубы. Диаметр печей с нисходящим пламенем колеблется между 3 и 6 м при высоте 4—7 м; при этом надо заметить, что печи средних размеров дают лучшие результаты. Расход топлива можно принять приблизительно на 1 куб. метр вместимости около 90—100 кгр., но при этом надо заметить, что количество его на разных заводах весьма изменчиво; во всяком случае, расход его меньше, чем в старых английских печах. Упоминаем о введении на некоторых заводах камерных печей непрерывного действия, подобных печам для обжига другого рода изделий, но полученные результаты действия этих печей при обжиге Ф., как оказывается, требуют дальнейших усовершенствований, что обещает в будущем экономию топлива от 20% до 30%. Количество времени, необходимое для обжига в печах с нисходящим пламенем, выражается в следующих приблизительных числах: подогревание и малый огонь длится около 6—8 час., самый обжиг, или большой огонь, 16—24 часа.
Нагрузка печи изделиями и установка их представляет весьма важную операцию производства полевошпатового Ф. и требует большого внимания при исполнении. Чтобы защитить чувствительную поверхность Ф. от ударов пламени, копоти и золы, его прикрывают со всех сторон капселями. Капселя приготовляются из огнеупорной глины, имеют форму кольца с высокими стенками (около дециметра и более), которые снабжены выступами внутрь, или имеют вид прямоугольного ящика; сверху они покрываются крышкой. Так как расход топлива при обжиге остается одним и тем же, какое бы количество товара ни было помещено в печь известной емкости, то представляется выгодным заполнять ее с возможно меньшей потерей места. Для выигрыша места капселя с изделиями располагаются один над другим, составляя стопы или колонны (штабеля). Собранные таким образом штабеля располагаются на поду печи концентрически, на расстоянии 8—15 стм от стенок печи и не достигая высотою своею свода (см. Фарфор, фиг. 3). Вследствие необходимости помещать в печь капселя различной емкости стараются капселя меньших размеров помещать между большими. Для свободного выхода продуктов горения в подовых отверстиях печи нижний ряд штабелей устанавливается на огнеупорные кирпичи в шахматном порядке. При помещении изделий в капселях преследуется также выгода в выигрыше места, что не представляет особых затруднений при первом обжиге Ф., ибо в этом случае Ф. остается в твердом состоянии, а следовательно, не может произойти приплавления одной вещи к другой; второй же обжиг в этом отношении представляет опасность во время плавления поливы. Для избежания ее при обжиге Ф., крытого глазурью, употребляют между вещами разного рода прокладки, подставки и распорки, которые, однако, не должны занимать лишнего места. Ввиду того, что такие прокладки по необходимости прикасаются к уединяемым ими поверхностям и вследствие этого должны оставить после себя следы, их стараются помещать на менее заметных частях изделий и места прикосновения прокладок заострять в ребрах или сводить к точке в остриях. На фиг. 10 изображен прямоугольный капсель с тарелками, поставленными ребром на длинные, с заостренными ребрами призмы; верхние края тарелок разобщены распорками в виде наперстка с зубцом на уширенной стороне.
Главнейшие виды разноцветных окрашиваний, употребляемых для украшения полевошпатового Ф., не представляют особой разницы с описанными ранее, но некоторые из них, в дополнение к прежде сообщенным, представляются достойными упоминания. Цветные поливы часто употребляются для декоративных предметов. Основная составная часть их есть прозрачная полива, к которой прибавляется от 3 до 12% окрашивающих окислов металлов, которые употребляются в краски для живописи под поливою и на поливе (см. ниже) и которые можно также примешивать к поливе для получения различных цветов. Окрашивание живописью и орнаментом под поливою представляет очень распространенный способ украшений, в особенности для сервизов; для этого весьма часто пользуются способом печатания рисунков, сходственного с калькомани, т. е. переводом рисунков с бумаги, на которой литографским способом произведены рисунки огнеупорными красками вместо обыкновенных. Для перевода на поверхность изделия наносится слой клейкого вещества, к которому прилепляют рисунок; затем бумага отмачивается и удаляется, оставляя на клейком слое красочный рисунок. Для обвода цветных рантов и филенок пользуются кистью и жидкой краской. Те же способы употребляют и по поливе, как это упомянуто ранее, для украшений на поверхности политых и обожженных изделий. Сообщаем для примера приготовление нескольких красок для живописи. Зеленая. Сплавляют 66 ч. молотого кремня с 13 ч. буры, к сплаву прибавляют 1 ч. мела и 20 ч. окиси хрома, все снова сплавляют, полученный сплав измельчают и употребляют, растерев на скипидаре. Желтая. Окиси свинца — 17 ч., олова — 16 ч., окиси сурьмы — 17 ч. смешивают вместе и обжигают до получения желтого цвета. Красная. Обжигают смесь: окиси цинка — 50, мела — 25, кремня — 18, двухромовой соли — 3, буры — 4; полученный красный порошок смешивают со свинцовым флюсом и слабо нагревают.
Цветные ангобы наносятся на необожженный сырой череп Ф. большею частью посредством кисти; самые ангобы готовят из жидкой глинистой массы прибавлением окрашивающих веществ. Ввиду того, что окрашивающие окислы изменяют величину усушки и усадки глиняного теста, приходится изменять состав основной массы, чтобы приблизить последнюю к свойствам ангоба, что достигается исключительно эмпирическим путем.
О фаянсовом производстве в России — см. Россия.
Литература. Ch. Brongniard, "Traité des arts céramiques" (1877); M. A. Salvé tat, "Leсons de c éramique" (1857); Th. Deck, "La Faience"; L. Lefévre, "La Cé ramique du batiment" (П., 1897); Lamber t, "Fabrication des faiences fines"; E. S. Aucher et Ch. Quillard, "Encyclop. industr. Technologie de la cé ramiques" и "Les industries ceramiques" (1901); E. Guignet et Ed. Garnier, "La C éramique ancienne et moderne" (1899); Bruno Kerl, "Abriss der Thonwaa renindustrie"; С. П. Петухов, "Производство глиняных изделий" (из "Библ. промышл. знаний" под ред. Д. Менделеева, 1900). Из периодических изданий "Thonindustrie-Zeitung", redigiert von E. Cramer, D-r Hecht, D-г M äckleri.
А. К. Крупский. Δ .
|
Page was updated:Tuesday, 11-Sep-2012 18:16:47 MSK |