| [ начало ] | [ Ц ] |
Цементация
— Этим названием определяется в технике обработки металлов процесс, с помощью которого железным изделиям сообщается способность образовать поверхностный закал, т. е. твердую наружную корку, придающую железу свойства закаленной стали, при чем внутренняя масса металла сохраняет мягкость и вязкость, свойственные железу. Благодаря такой поверхностной осталёвке (цементации) изделие хорошо противостоит давящим и истирающим усилиям и в то же время чуждо хрупкости и ломкости, какими отличаются изделия, состоящие сплошь из закаленной стали. Благодаря этим своеобразным свойствам оцементованных железных частей они получили большое применение в машиностроении, именно в качестве таких машинных частей, которые должны выносить сильное трение на поверхности и в то же время подвергаться ударам и сотрясениям. Таковы, напр., цапфы (пальцы) локомотивных колес, шейки осей и валов, шарнирные валки и проч., а из пассивных машинных частей — гайки, винты, гаечные ключи и т. п. Ц. железного предмета распространяется, как уже было замечено выше, лишь на некоторый слой прилегающей к его поверхности, не проникая далеко в глубь его. Помимо этого можно ограничить цементирующий процесс лишь известными, желаемыми частями этой поверхности, причем части поверхности, прилегающие к цементованным, сохранят вполне свойственные железу мягкость и вязкость. Это имеет то удобство, что, во-первых, можно не тратить напрасно время и материал на производство (довольно-таки мешкотное) Ц. тех железных частей, которые могут служить и в естественном их виде, во-вторых — не отнимать напрасно у машинной части ее вязкости — свойства, необходимого с точки зрения прочности.
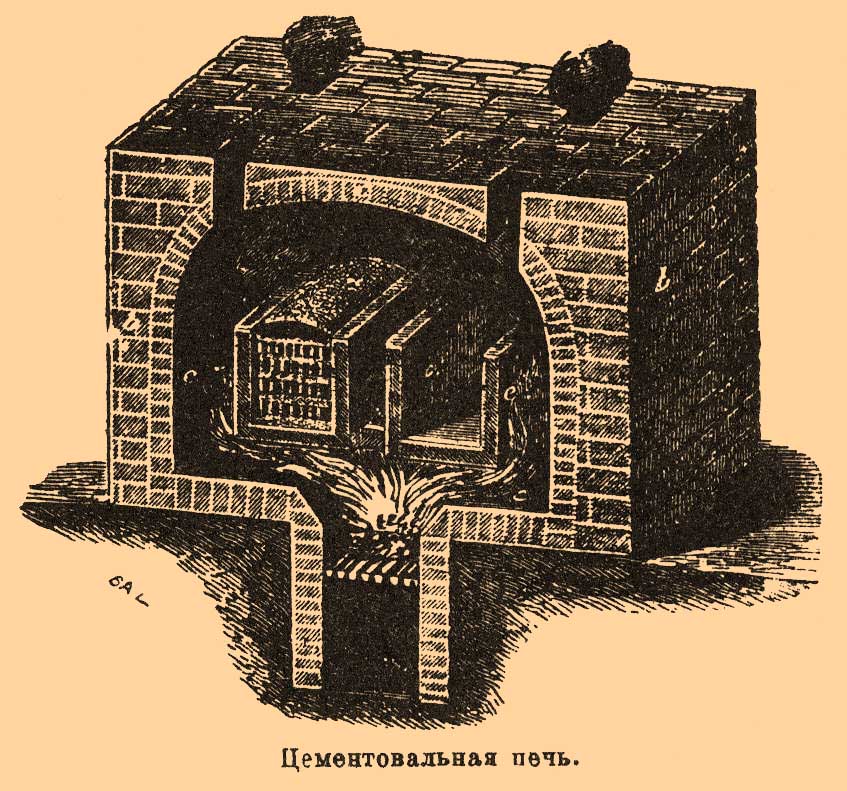
Процесс Ц. состоит собственно в насыщении железа углеродом, т. е. получении сталеватого железа. Твердости собственно этим процессом сообщено быть не может; ее сообщает оцементованному предмету последующая закалка (см.).След., Ц. и закалка, образуют один нераздельный процесс. Для насыщения железа углеродом пользуются свойством его соединяться с углеродом при возвышенной температуре в прикосновении с углем, взятым в виде порошка. Для этого обыкновенно применяют древесно-угольный порошок (всего лучше из березового угля), или, еще успешнее — измельченный в порошок животный уголь (пережженная кожа, кости, рога и копыта животных). Глубина Ц., т. е. толщина слоя железа, насыщающегося углеродом, зависит от продолжительности нахождения его в соприкосновении с углем, а потому может быть регулируема по желанию. Не только нет надобности, но и опасно сообщать железной машинной части слишком глубокую Ц., а след., и слишком глубокий закал, так как этим уменьшается толщина вязкого ядра этой части, а потому увеличивается ее хрупкость. Для воспрепятствования железу цементоваться в тех частях его поверхности, которые не нуждаются в твердости, стоит лишь изолировать эти части поверхности цементуемого предмета от соприкосновения с углем и ослабить их нагревание. То и другое достигается обмазкой толстым слоем глины и обнажением их от слоя угля, покрывающего остальные части. Первое условие успешности операции Ц. — есть изолирование цементуемых предметов от доступа кислорода воздуха; поэтому предметы эти укладываются (вперемежку с цементующим порошком) в железные ящики, которые затем герметически закупориваются и обмазываются глиной. Нагревание ящиков также лучше производить не на открытом огне, а в особой замкнутой калильной печи. Чтобы нагрев ящика происходил медленно и равномерно, полезно и боковые его стенки и дно обмазывать снаружи глиной. Если приходится нагревать ящики в открытом горне (напр. в кузнечном), то в этом случае для обеспечения ящику медленного и равномерного нагревания можно, напр., поставить его на кирпичную или железную подставку (чтобы дать возможность жару действовать и на дно ящика), а с боков оградить кирпичными стенками, образуя как бы род печи. Для равномерности хода процесса предпочитают употреблять ящики не очень большие (в больших жар не достигает центральных слоев засыпи, если же его очень усилить — перегорают слои, прилегающие к стенкам), а для предупреждения быстрой порчи ящиков изготовляют их из толстого железа (в ¼ и даже в ½ дюйма толщины). На дно ящика насыпается слой цементирующего порошка толщиной до 20 мм и слегка утрамбовывается. Иногда для экономии на самое дно насыпают порошка уже бывшего в употреблении и лишь перекрывают его свежим. На этом слое укладывают цементируемые предметы, наблюдая, чтобы они не только нигде не прикасались взаимно, но и образовали промежутки, в которых можно было бы поместить достаточные количества порошка. Поверх железных предметов насыпается несколько горстей поваренной соли, а поверх последней новый слой цементирующего порошка. Если размеры ящика и цементуемых изделий это дозволяют, укладывается второй слой изделий, а по засыпке его солью и порошком — третий и т. д. Поверх последнего слоя изделий насыпается снова соль и порошок, а поверх последнего (под самую крышку) — слой порошка, уже бывшего в употреблении; затем ящик накрывается крышкой и все швы и щели тщательно замазываются толстым слоем глины. Подобный способ укладки изделий применяется при Ц. мелких предметов, в которых притом цементуется вся их наружная поверхность. Для крупных машинных частей, притом требующих Ц. лишь на некоторых частях их поверхности, устраиваются ящики более крупных размеров, которые заполняют уже не одним животным углем, а подбавляют к последнему древесного (березового) угля. Пропорция 2/3 древесного угля на 1/3 животного считается наиболее выгодной. За недостатком животного угля довольствуются одним древесным, подбавляя к нему до 10% молотого известняка или поташа. Если требуется осталевать небольшое количество некрупных железных частей, устраивать для которых цементовальную печь и железные ящики было бы убыточно, то в качестве цементирующего вещества с успехом применяют синеродистый калий, который цементует весьма быстро, но неглубоко, почему годится лишь в тех случаях, когда цементуемой машинной части не предстоит выносить сильного трения. Работа производится при этом так, что раскаленный докрасна предмет погружается в порошок синеродистого калия и поворачивается в нем до тех пор, пока не потеряет калильного жара. Под влиянием высокой температуры синеродистый калий сначала плавится, а потом разлагается, выделяя синерод, который разлагается далее на азот и углерод. Последний и соединяется с железом. Оцементованный предмет погружается затем в холодную воду для закаливания. Если закалка окажется недостаточной, предмет снова нагревается докрасна и снова погружается в порошок синеродистого калия или натирается им, а потом калится. Если Ц. производится в ящиках и в калильной печи, то, наполнив ящики, как объяснено было выше, и обмазав их глиной, вкатывают их (на роликах) в холодную или уже разогретую предварительно печь, закрывают ее дверцы и дают сильный жар. Если печь была холодная, вся операция Ц. продолжается 24 часа; если же печь была разогрета предварительно — то 12—15 часов. Раскупорив затем печь, сняв крышки с ящиков и вынув из них оцементованные изделия (которые при этом бывают раскалены докрасна), бросают их в чан с холодной водой, где они и закаливаются. Закаленные предметы очищают от приставшего к ним угля на наждачных камнях, а затем, если требуется, шлифуют и полируют. Хорошо оцементованная и закаленная поверхность железного предмета получает такую твердость, что ее не берет напилок. Точно установленного времени для нахождения цементуемых предметов в цементовальном ящике не существует, так как оно зависит от их размеров и многих побочных обстоятельств. Кроме того, на соотношение времени продолжительности цементации и толщины получающегося сталеватого слоя влияют еще и свойства самого цементуемого железа. Поэтому для суждения о степени спелости заложенных на Ц. предметов пользуются пробными брусками из того же сорта железа, которые, будучи тщательно опилены с поверхности, закладываются в оставляемые нарочно для того отверстия в крышках цементовальных ящиков, так что нижний конец бруска погружен в цементующий порошок, а верхний торчит наружу. По истечении известного времени вынимают пробный брусок из ящика, закаливают его в воде и ломают. Толщина белого слоя около наружной поверхности излома покажет, на какую глубину проник закал, и, если она недостаточна, продолжают операцию далее. При Ц. крупных предметов операцию приходится иногда продолжать в течение 48 часов и более. Иногда (именно при предметах прихотливой формы) закалку производят не тотчас по вынутии их из ящиков, а дают им предварительно остыть (не вынимая их из ящика) и затем перед закалкой нагревают их снова, причем принимают все меры предосторожности как по отношению к должной температуре нагрева, так и к способу погружения в охлаждающую ванну. Резервуар для закалки должен быть достаточно просторен, и вода в нем непрерывно сменяться. Если имеется в виду получить металл, отличающийся сплошь наивысшей твердостью, хотя бы и в ущерб его вязкости, то Ц. продолжают возможно долее, и в результате получается уже не осталеванное с поверхности только железо, а вся его масса превращается в настоящую сталь. Такая сталь носит название цементной стали. Материалом для изготовления подобной стали служат железные полосы толщиной в 10—20 мм, шириной в 60—100 мм и длиной в 3—4 метра, а в качестве цементирующего прибора применяется пламенная печь, представленная на прилагаемом рисунке в поперечном разрезе.
Цементовальная печь.
В сводчатой внутренней камере этой печи помещаются два (иногда 3—4) прямоугольного сечения корыта аа, охватываемые снизу и с боков пламенем. Корыта эти отформованы из огнеупорной глины или из шамотной массы и служат для помещения в них цементуемых железных полос. Корытам сообщается длина, на 1 м большая против длины железных полос. Стенки их вделаны в наружные поперечные стенки печи. Последние имеют в местах, соответствующих внутренней полости корыт, отверстия для раскладывания через них полос. Во время хода операции эти отверстия герметически закупориваются. На рисунке изображены: bb — боковые, массивные стенки печи; с — ее свод; d — топочная решетка; ее — пламенные пролеты. Корыта имеют ширину в 600—800 мм и такую же высоту. Приступая к загрузке печи, прежде всего выстилают дно корыт слоем угольного порошка, а поверх его укладывают ряд железных полос, оставляя между соседними полосами промежутки не менее 10 мм, которые затем также забиваются угольным порошком. Поверх железных полос насыпается снова порошок, слоем в 20—30 мм толщины, а поверх его укладывается второй ряд железных полос, снова перекрываемый слоем угольного порошка. Таким образом продолжают загрузку, пока не достигнут уровня на 150 мм ниже верхнего края стенок корыта. Тогда остающееся пространство в корыте заполняют тонким песком. Одна печь может вместить в себе от 3 до 20 тонн железа. Нагрузив корыта, заделывают и замазывают наглухо глиной загрузочные отверстия и приступают к растопке печи. Сначала поддерживается лишь слабый огонь, который постепенно все более и более усиливается, пока внутренняя поверхность стенок печи не раскалится добела (это достигается на шестые или седьмые сутки). В этом жару печь поддерживается еще в продолжение 5—9 суток. К концу этого срока железо вполне превращается в сталь. На Ц. берутся лишь отборные сорта железа; у нас на уральских заводах — кричное, древесно-угольное железо; в Англии — шведское древесно-угольное. Цементная сталь носит еще названия "морянки" и "томленки". Для улучшения ее качеств она обыкновенно еще проваривается или переплавляется. О Ц. броневых плит — см. Плиты броневые.
В. Кнаббе. Δ.
|
Page was updated:Tuesday, 11-Sep-2012 18:16:53 MSK |