| [ начало ] | [ Ч ] |
Черепица
— так называются плитки из обожженной глины, которые предназначены для покрытия крыш на зданиях. Употребление у нас Ч. наиболее было распространено с давних времен в Царстве Польском, Прибалтийских губерниях, северо— и юго-западных губерниях. В настоящее время многие земства обратили серьезное внимание на выделку и распространение Ч. как превосходного покрытия в отношении прочности и огнеупорности. На юго-востоке, в Саратовской и смежных с ней губерниях, отчасти и в Крыму, искусство выделки Ч. занесено было поляками и немцами, поселившимися в этих местностях. Широкому распространению ее препятствовали недостатки, присущие вообще Ч. до усовершенствования ее выделки в последнее время, а именно: тяжесть и непрямолинейность, а потому неплотное ею покрытие, откуда образование затеков на крышах от дождя и снега, при относительно высокой цене. В настоящее время с усовершенствованием выделки фальцовой черепицы она окончательно вытеснит из употребления прежние виды Ч. и займет в строительстве подобающее ей место. Действительно, несмотря на то, что края ее едва перекрываются (в фальц), пробивания дождя и снега не бывает; имея довольно высокие фальцы и гребни, она обладает, несмотря на свою тонкость (10 мм), значительным сопротивлением перелому; наклон крыш может быть уменьшен до 1/5 и даже 1/6. Заводы Ч. существуют около Варшавы, в Сувалкской, Ковенской, Витебской, Новгородской, Симбирской (местного земства), Харьковской, Нижегородской и некоторых др. губерниях. Хорошая Ч. должна иметь красивую форму, быть легкой, прочной, при этом водонепроницаемой, сравнительно дешевой и потому общедоступной. Ч. выделывается ручным и машинным способами: гладкая и фальцовая; из них первая бывает плоская и желобчатая, а вторая только плоская. Ч. гладкая, плоская бывает следующих размеров: длина от 7 до 9 вершков, ширина 3 1/2 -5 вершков, толщина в 1/3 вершка и весом от 2 до 4 фунтов. Этого рода Ч. имеет тот недостаток, что от неплотного прилегания друг к другу (верхней и нижней) дождь и снег легко проникают через щели между ними, почему, для устранения этого недостатка, верхняя черепица закрывает нижнюю более чем на половину и, кроме того, швы замазываются известковым раствором, вследствие чего увеличивается вес крыши и ее стоимость. Ч. гладкая желобчатая (фиг. 1) имеет в среднем длину 9 вершков, ширину 5 вершков и толщину 1/3 вершка, причем весит от 3 1/2 до 5 фунтов. Эта Ч. гораздо лучше предохраняет от дождя и снега, но все-таки требует для этого сплошной дощатой обрешетки, что влияет на стоимость крыши. Вследствие недостатков обоего рода гладких Ч., задерживающих ее распространение, была изобретена Ч. фальцовая плоская, которая, соединяя в себе достоинства обоих типов, вместе с тем не обладает их недостатками. Первая фальцовая Ч. начала выделываться около 1845 г. в Эльзасе. В настоящее время выделка этого сорта Ч. настолько усовершенствована даже на ленточных прессах, что этот сорт никаких недостатков не имеет и потому производство его очень быстро увеличивается. Само название "фальцовая" Ч. показывает, что она состоит из фальцев или углублений и выступов, входящих в эти фальцы настолько плотно, что при самом сильном ветре, не будучи ничем между собой соединенной, не пропускает дождя и снега, падающих при самых малых углах наклонения.
ЧЕРЕПИЦА
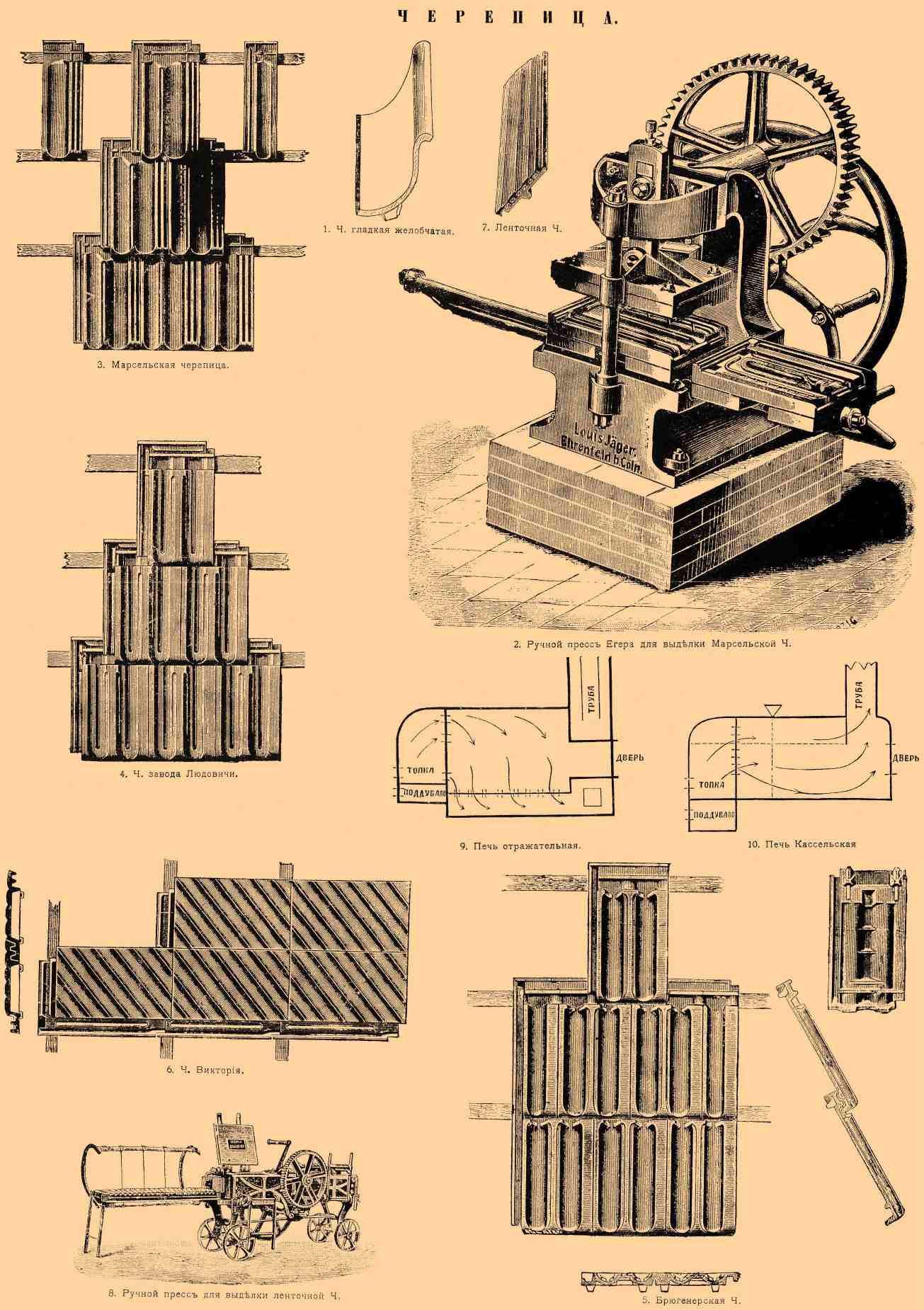
Фиг. 1. Черепица гладкая желобчатая. Фиг. 2. Ручной пресс Егера для выделки марсельской черепицы. Фиг. 3. Марсельская черепица. Фиг. 4. Черепица завода Людовичи. Фиг. 5. Брюгенерская черепица. Фиг. 6. Черепица Виктория. Фиг. 7. Ленточная черепица. Фиг. 8. Ручной пресс для выделки ленточной черепицы. Фиг. 9. Печь отражательная. Фиг. 10. Печь кассельская.
Производство Ч. состоит из следующих операций: 1) подготовки глины, 2) формовки, 3) сушки, 4) обжига, 5) сортировки, 6) глазурования и 7) упаковки.
О глине, годной для производства Ч., и ее подготовке — см. Гончарное производство и Глина (техн.). К этому необходимо добавить лишь следующее. Однородность глины для фальцовой Ч. составляет главное условие ее производства. Для достижения сего служат вальцовочные и глиномятные машины.
Формовка. Простейший способ формования, употребляемый при кустарном и хозяйственном производстве следующий: по определенному размеру делается из доски форма с ручкой и отверстием для образования шипа; она обивается вокруг тонким шинным в 1/4 " железом такой ширины, чтобы железо это выступами своими образовало углубление глубиной в 1/3 вершка, т. е. равное толщине Ч. Иногда же делается рамка формы Ч. из тонкого полосового железа, также с ручкой, высотой в 1/6 вершка и две дощечки немного большего размера, чем рамка, с отверстием в одной из них для образования шипа. Рабочий, приступая к работе, берет дощечку с дырой, кладет ее на формовальный стол, а на нее уже железную форму, затем, взяв ком приготовленной ранее глины, бросает его в форму, разминает руками по всей форме и во все углы и углубления, выравнивает деревянным валиком, смочив прежде водой глиняную поверхность; когда отделка Ч. окончена, накрывает ее другой дощечкой без дыры, опрокидывает на нее форму с Ч., отделяет ее от нижней доски проволокой и относит в сушильный сарай. Подобным же образом выделывается и гладкая желобчатая Ч. Форма делается на 4-х ножках столяром с соблюдением параллельности краев и прямолинейности гребней. Верх формы соответствует нижней плоскости Ч., в нем же выделано углубление для образования шипа. Форма ставится на столе той стороной к рабочему, где будет шип. Рабочий, приготовив пласт из глины требуемого размера, кладет его на верх формы, посыпав ее предварительно мелким песком, для предупреждения прилипания глины к дереву. Положенный на станок или форму глиняный пласт сейчас же принимает вид желоба от собственной тяжести; тогда мастер смоченными водой руками нажимает пласт, чтобы он везде плотно пристал к форме, и вдавливает глину в углубление для шипа, сохраняя везде ровную и гладкую поверхность. Излишнюю глину по кромкам срезывает проволокой, сохраняя правильность загиба вниз левой стороны Ч. Срезка торцов делается отвесной: правой стороны — горизонтально, а левой — наискось. Для того чтобы снять Ч. со станка, служит деревянный совок с ручкой, имеющий до 12 вершков. длины; на него опрокидывается станок (форма) с Ч., которая на нем и относится в сушильню. Один формовщик с 3 рабочими в 10-часовой день может сделать от 1000 до 1500 шт. При машинном производстве гладкой Ч. большое затруднение составляет образование шипа. Имеются для этого два способа: один состоит в том, что на выходящей из мундштука ленте посредине имеется гребень, который потом особым проволочным приспособлением подрезается по всей длине Ч., кроме тех мест, где должен быть шип; по другому способу, лента имеет ширину, равную длине Ч., и на одном ее краю тянется гребень такой толщины и высоты, какой должен быть шип. Лента разрезается на отдельные Ч. проволокой, причем срезается с обеих ее сторон по столько гребня, чтобы остался шип. Выделка фальцовой Ч. производится на ручном прессе и машинном; на первом один рабочий в 10-часовой день может выделать от 800 до 1200 штук, а на машинном — до 5 или 6 тысяч. Прессы снабжаются формами — гипсовыми или металлическими. Приготовление гипсовых форм производится прессом особого устройства и сопряжено со следующими недостатками: значительной потерей гипса во время работы и образованием пузырей от остающегося в гипсе воздуха, отчего формы делаются с первого же раза негодными. Завод Егера в Кельне заявляет, что им поставляется при отправке прессов и особый простой прибор для отливки гипсовых форм, которым предупреждается образование воздушных пузырей и бесполезная трата гипса. При прессовке Ч. в гипсовых формах глиняные пластинки должны быть прессованы достаточно твердыми, в металлических же формах должны быть еще тверже, и требуется, чтобы поверхность их была совершенно гладкой. Чем лучше, т. е. тверже спрессованы эти пластинки, тем доброкачественнее получится Ч. и тем меньше потребуется масла или другого смазочного материала, чтобы предупредить прилипание пластинок к формам. Пластинки глины приготовляются и ручным способом в деревянных формах или на кирпичеделательных машинах, вальцовках-машинах для выделки труб и проч. В первом случае, поверхность пластинок, после поливки водой, сглаживается деревянными вальками, обтянутыми солдатским сукном. Фальцовая Ч. выделывается также штамповыми или ленточными прессами. Хотя производство таковой на ленточных прессах в 4 и 5 раз скорее, но зато она обладает недостатками, которых первая не имеет. Несмотря, однако, на это, будущность принадлежит ленточной фальцовой Ч., ценность которой должна понизиться против предыдущих сортов в значительной степени. В настоящее время ленточные прессы могут выделывать в день до 15 тыс. штук, и нет сомнения, что со временем производство их усовершенствуется. Как лучший ручной пресс для выделки так называемой марсельской штампованной фальцовой Ч. завод Егера в Кельне предлагает пресс, показанный на фиг. 2. Хороший пресс должен уменьшить объем глиняной пластинки на 25%. Рисунки фальцовой штампованной Ч. весьма разнообразны и многочисленны. Более других употребляются: марсельская (фиг. 3), завода Людовичи, также выделываемая на Колмовском заводе Новгородской губернии (фиг. 4) и Брюгенерская (фиг. 5). Из новых типов — Виктория (фиг. 6). Ленточная Ч. (фиг. 7) может быть выделываема на ручном прессе (фиг. 8), к нему стоит только приставить мундштук, соответственный форме ленточной Ч. Рисунки ее однообразные, концы бывают закругленные и острые.
После прессовки Ч. кладется на деревянную рамку (решетчатую) и посредством обрезальной вилки очищается со всей аккуратностью, все неровности сглаживаются суконными валиками или растушками, смоченными предварительно водой, потом на той же рамке она относится в сушильню, где и ставится на полку. Решетчатая рамка состоит из 4 или 5 планок, сколоченных гвоздями. Длина рамки от 10 до 11 вершков, ширина — до 6 вершков. При производстве Ч. до 1 миллиона штук требуется таких рамок 100 тысяч. Если же Ч. из-под пресса выходит почти сухой, то количество это может быть уменьшено до 70 тысяч. Для производства 100 тысяч шт. Ч. надо 60 пудов алебастра для форм, свежего, хорошего качества. Формы эти делаются винтовым прессом.
Сушка Ч. Очищенная Ч. не требует особой осторожности при переноске в сушильню, ибо она настолько крепка, что может быть поставлена сразу кантом, не изменяя нисколько при этом своей формы; по прошествии 3 дней Ч. уже поступает на обжиг.
Обжиг. Из сушилен Ч. доставляется к печам носилками или тачками, а если расстояние от сушильни до печей большое — то и вагонетками по рельсам. Обжиг Ч. производится в горшечных горнах, обыкновенных кирпичеобжигательных печах, вместе с кирпичом или отдельно, и, наконец, в специальных печах (при заводском производстве). При кустарном производстве Ч. устанавливаются в печах по длине и располагаются от нижнего до верхнего ряда таким образом, чтобы одна к другой прикасалась только одним шипом. Это необходимо для того, чтобы пламя для общего с кирпичом обжига свободно обхватывало каждую Ч. Первый ряд состоит из кирпичей, а затем уже ставится Ч., плоская — на ребро по длине, а желобчатая — стоймя. Для ходьбы по установленной Ч. кладутся доски на подставках. Когда обжиг Ч. соединяется с обжигом кирпича, то кирпичи располагаются внизу, а Ч. наверху; в кольцевых печах кирпич укладывается по направлению топочных шахт, а Ч. в промежутках. При укладке Ч. в горне, когда он наполнен ею доверху, верх закрывают старой Ч. и приступают к обжигу. Число рядов Ч. по высоте зависит от большей или меньшей способности ее сопротивляться прогибу. Для тонкой Ч. на каждые 2 ряда делаются поддерживающие полки, состоящие из тонких шамотных плит, опирающихся своими концами на такие же плиты, поставленные на ребро между Ч. В других случаях можно ставить Ч. до 5 рядов. Для ограждения Ч. при обжиге в кирпичных печах от влияния продуктов горения окружают всю Ч. кирпичной стенкой или шамотными плитами. Верхние ряды Ч. для защиты от сильного действия пламени закладываются кирпичом, лучше пустотелым, или старой Ч. В кустарном производстве довольствуются для обжига устройством простого горна длиной и шириной по 4 фута внутри и высотой 4 1/2 фута до свода, на котором выводится труба. Горн углублен в землю на 3 фута. Низ печи занят на высоту 1/2 аршина очелками, поверх которых расположена Ч. Огонь разводят в очелках; пламя поднимается кверху, обхватывает Ч. со всех сторон и выходит в трубу. Устройство такого горна стоит до 20 руб. Обжиг продолжается 3 дня. В первый день огонь дают слабый, во 2-ой сильнее, в 3-й самый сильный, на 4-й трубу и все отверстия закрывают, замазывают глиной и оставляют до того времени, когда Ч. совершенно охладится. При таком производстве получается до 30% брака. В описанном горне можно уставить 500 штук плоской Ч., т. е. количество ее, которое может выработать один человек в день; желобчатой будет меньше, но ее и в горн пойдет меньше. Там, где горном пользуется несколько кустарей, то имеется обыкновенно 2 горна: в одном Ч. окончательно просушивается, пока в другом обжигается. При обжиге Ч. вместе с кирпичом, для наблюдения за температурой, делают два или три небольшие отверстия, которые закладываются пробками из кирпича, или для определения степени обжига служат небольшие образцы, которые могут быть вынимаемы через отверстия, оставленные в своде печи. Регулировка температуры составляет главное условие хорошего обжига. На специальных заводах для обжига Ч. употребляются по преимуществу при отоплении углем или дровами — два типа печей: отражательные и кассельские. Первые предпочитаются вторым. Обе печи в схематическом виде изображены на фиг. 9 и 10. В кассельских печах сначала нагреваются нижние, а потом верхние ряды, а в отражательных — наоборот. Ввиду того, что нижние ряды более нагружены и прежде всего подвергаются действию самого сильного огня, а потому разрушаются, тогда как в отражательных печах сначала действует меньший жар и только потом усиливается до требуемой степени, в последних брака получается значительно меньше. Печи этого рода строят вместимостью до 2000 штук Ч., причем следует лучше увеличивать длину или ширину, но не высоту, чтобы не понижать слишком температуру нижних рядов. На некоторых заводах, где топливо дорого, дошли до того, что для обжига одной тысячи Ч. не требуется более 1/4 куб. сажени еловых или осиновых дров. При не особенно спешной работе для обжига, считая с нагрузкой и выгрузкой, требуется от 6 до 7 дней, а потому в продолжение года, за исключением праздников, может быть обожжено 40 печей по 2 тысячи штук; всего, следовательно, до 80 тысяч штук Ч. Если же работу вести спешно, то можно обжечь до 100 тысяч штук. Для хорошего обжига необходимо, чтобы температура доходила до 1200°, что узнается по цвету пламени. Для более точного определения температуры употребляются конусы Зегера (см. Пирометрия), которых имеется в продаже 37 номеров и стоимость которых незначительна. Точное знание температуры печи весьма важно, ибо, например, при обжиге изделий из слабой жирной глины, если к концу обжига температура поднимется хотя бы немного выше той, какая для этой глины требуется, изделия из нее садятся и тем скорее, чем они нежнее. При обжиге бывает три рода пламени: окислительное, восстановительное и среднее. Для получения первого надо дать обильный доступ воздуха в топку и поддувало; для второго — следует плотно закрыть топочные и поддувальные дверцы, для третьего — сделать доступ воздуха умеренным. Во втором случае получается много копоти. При обжиге Ч. обыкновенно следует употреблять среднее пламя, а если она будет глазироваться — то первое. Когда обжиг окончен, все отверстия, как сказано, закладываются кирпичом и замазываются; этим дополняется равномерность обжига и в нижних рядах изделий. Для обжига с копчением имеются специальные печи Веша, а для обжига жидким топливом — печи Бока.
Сортировка. От хорошей Ч. требуется: 1) чтобы она была хорошо обожжена, что можно узнать по звону и острию кромок в изломе, 2) чтобы была совершенно прямой, для возможности хорошей припазовки фальцев к гребням, и 3) чтобы она была одинаковой длины и ширины. Сортирование Ч. производится два раза: в сырце, до посадки ее в печь, и в обожженном виде, после выгрузки из печи. В первый раз выбирается самая лучшая прямая, с очищенными и гладкими краями и цельными шипами, во второй раз Ч. разделяется на 3 сорта. Первый сорт составляет Ч. без всяких недостатков — собственно товар фабрики; его бывает до 75%. Второй сорт — цельные Ч., но с незначительными недостатками и трещинами и изгибами, который идет для собственного употребления или для продажи за половинную цену; его бывает обыкновенно 10%. Третий сорт — брак: ломаная, пережженная, покоробленная, с отбитым шипом; такая Ч. может быть переделана на цемянку (см. Цементы). Первый сорт еще раз сортируется — самая гладкая, звонкая и хорошо обожженная отвозится на склад для хранения и продажи, а не вполне дожженная подвергается глазуровке.
Глазуровка Ч. делается с эстетической целью и для придания Ч. водонепроницаемости и долговечности. В первом случае употребляются цветные глазури (см. Глазурь), во втором — простая глазурь и другие менее ценные продукты. Глазуровка производится в необожженном и в обожженном виде. Первый способ, как несовершенный и обладающий неисправимыми недостатками, при заводской фабрикации не употребляется. Для получения хороших результатов не следует допускать в камеру ни дыма, ни копоти, а для этого надо укладывать в печи дрова клеткой, чтобы между поленьями мог проходить воздух, и стараться, чтобы они были сухие и чтобы горение происходило энергично. Для достижения полного сгорания надо, чтобы поддувало было открыто полным отверстием. Обжигало должен внимательно следить за степенью жара, пользуясь конусами Зегера, пробными образцами и проч., пока обжиг не достигнет ярко-красного светлого пламени, что соответствует 1200°, с которого начинается собственно сплавление на Ч. глазури. В Германии делают черненую Ч. посредством пропитывания ее углем, что достигается обработкой в углеводородистой атмосфере; при этом пропитывается не только вся масса насквозь, но поверхность Ч. покрывается хотя и тонким, но прочным слоем графита, который делает Ч. непроницаемой для воды. Когда обжиг окончится, тогда топочные отверстия заделываются кирпичом на глине и только вьюшка остается открытой. Спустя 2-4 дня делают небольшое отверстие, потом его постепенно увеличивают и таким образом медленно охлаждают печь и в ней черепицу.
Э. Фрик. Δ .
|
Page was updated:Tuesday, 11-Sep-2012 18:16:57 MSK |