| [ начало ] | [ Ш ] |
Штампование*
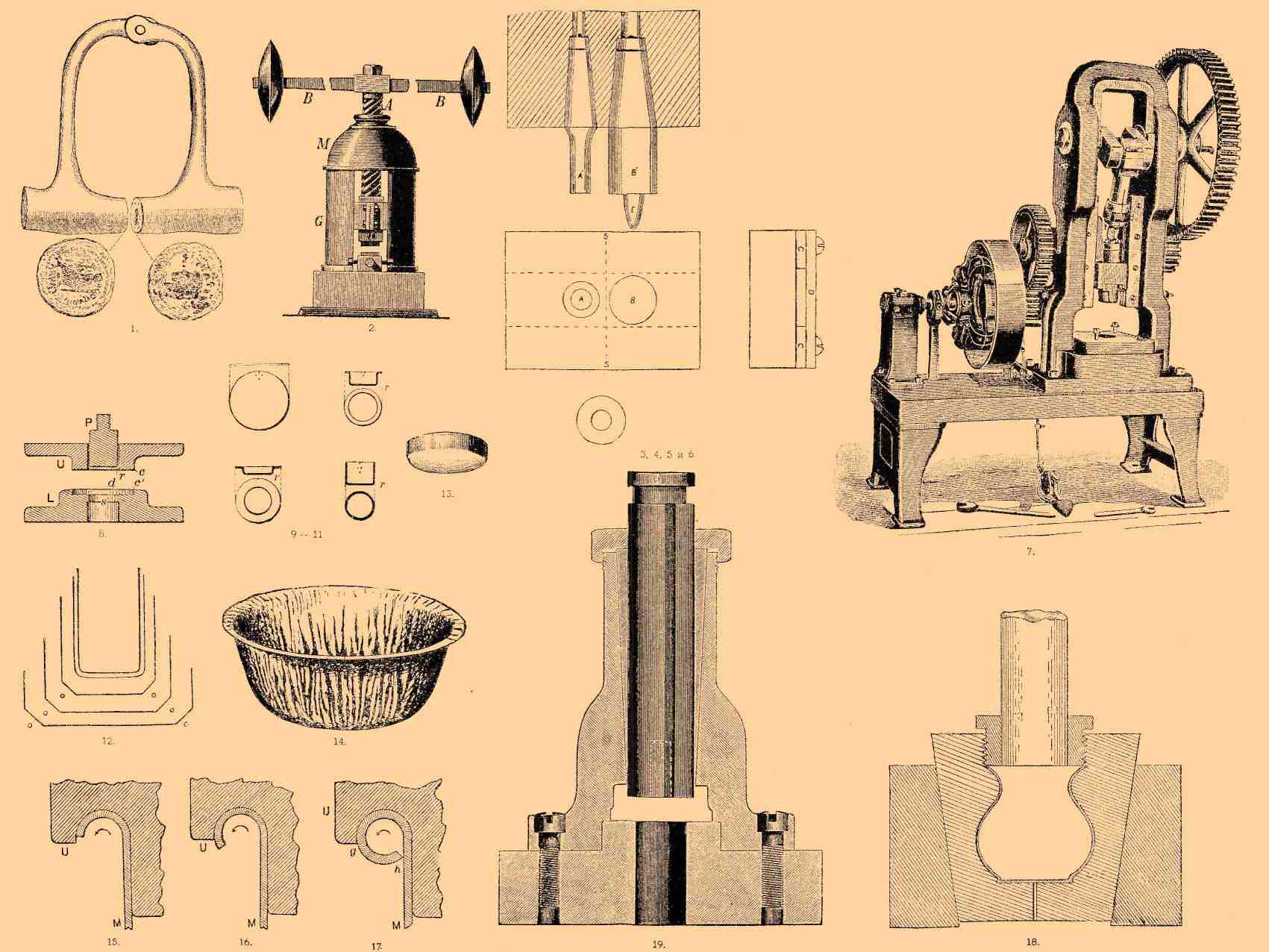
— Этим словом обозначают разнообразные приемы массового изготовления изделий из металла (преимущественно листового), имеющие лишь то общее, что в них под влиянием большого давления металл "течет" и принимает форму специального орудия — "штампа". В старину этот прием употреблялся лишь для "печатания" или "чеканки" монет (см.); древнее орудие для этой цели и монета, изготовленная им, изображены на фиг. 1.
ШТАМПОВАНИЕ.
Очевидно, что кружки металла клали между раздвижными половинками и ударяли по верхней молотом. С развитием паровых машин стали употреблять штампы для пробивания дыр для заклепок в листах котельного железа (см.), а в Бирмингеме для выделки дешевых бронзовых изделий из тонких листов их стали штамповать при помощи особого копра примитивного устройства. Вогнутую "матрицу" отливали в куски чугуна или бронзы и отделывали, чугунная "баба" могла скользить между двумя вертикальными стержнями, укрепленными нижними концами в массивный кусок чугуна, а верхними к потолку мастерской. Работник поднимал эту бабу ногой, с помощью стремени и веревки, проходящей через неподвижной блок. Вместо "штемпеля" в углубление матрицы отливали легкоплавкий сплав свинца, олова, сурьмы и цинка, прикрепляли отливку к бабе и начинали ударять, пока не получался чистый отпечаток матрицы на штемпеле. Тогда уже начиналась настоящая работа: обыкновенно клали под Ш. несколько пластинок сразу, и когда после нескольких ударов нижняя вполне принимала отпечаток, ее вынимали, а сверху клали новую. Этот прием и в настоящее время употребителен для такого рода изделий, но подъем совершается с помощью силы двигателя: в легких копрах подъемный ремень перекинут через вращающийся шкив, поднимающий бабу только когда работник потянет за свободный конец ремня и этим увеличит трение. Иногда подъем совершается всегда на одну и ту же высоту, кривошипом, спускающим бабу в тот момент, когда он достигает своего наивысшего положения, или с помощью двух валков, захватывающих вертикальную доску, связанную с бабой, и отпускающих ее, когда работник разведет их особым рычагом. Самые большие устроены наподобие парового молота (см.). Однако удар оказался не вполне удобным средством для приложения силы к штемпелю; плавное давление оказалось более пригодным для массового производства: гравировка Ш. менее повреждается при работе, а листовой металл не так легко разрывается в местах наибольшего растяжения. Поэтому даже для монетного чекана (см.) старинные ударные винтовые прессы с маховиком (фиг. 2) заменены рычажными; они употребляются лишь для разнообразной ручной работы в небольших мастерских. Винт A с очень крутым ходом, снабженный маховиком B, вращается в гайке M, нарезанной в массивной чугунной станине G, служащей также направляющей для части, в которой укрепляется штемпель D. Штамп зажимается между винтами на основании станины. При массовом же производстве их заменяют разного рода механизмы с мотылем и шатуном, а в случаях, требующих очень больших давлений, пользуются гидравлическими прессами. В статье Котельное производство изображены такие машины для разрезания листов, пробивания дыр и заклепывания, а также рассмотрен процесс вырезания кружка из листа посредством штемпеля и матрицы. Точно так же ведут дело и в случаях, когда объектом работы служит вырезанная часть, а остаток листа образует обрезки. Для швейных машин, велосипедов, замков и множества других вещей вырезают таким приемом части самой разнообразной формы и тождественных размеров. Работа облегчается последовательным Ш. несколькими штемпелями, укрепленными в одной и той же машине. Фиг. 3—6 представляет приспособление для вырезания кольцеобразных шайб (фиг. 3) для подкладывания под гайки болтов. В подвижную часть пресса вставлены два штемпеля A' и B' (фиг. 4), матрица (фиг. 5, 6) содержит две соответственные дырки B и A; она прикрыта крышкой D, привинченной на подкладках C,C, соответствующих толщине и ширине обрабатываемой полосы (обозначенной пунктиром). Против B и A в крышке сделаны дырки, чтобы снимать лист со штемпеля при его движении вверх (дырка против A сделана значительно шире, чтобы не увеличивать трения). При работе сначала вдвигают полосу до линии SS, пробивают А, затем продвигают дальше, конический придаток E штемпеля B' центрирует работу, входя в уже пробитое отверстие, а при дальнейшем движении вырезывается полная шайба и пробивается дырка для следующей. Употребляя целый ряд последовательных штемпелей и соответственных отверстий в "штампе", изготавливают очень сложные формы с прорезами, столь близко отстоящими один от другого, что прорезать их сразу было бы невозможно. Для изготовления латунных гильз для ружейных патронов (см.) и посуды из железных и стальных листов для полуды или эмалирования выработаны очень тщательно системы Ш. Первый такой патент был выдан в 1796 г. De Vere, а второй в 1827 г. Gazalott. На фиг. 7 изображен один из прессов для такой работы, с кривошипом и мотылем и подвижной муфтой, приводимой в действе подножкой, чтобы мгновенно разобщать шкив. Если на штамп L (фиг. 8) положить кружок d и вдавить его штемпелем P, то получится подобие глубокой цилиндрической чашечки, но края ее будут в складках. Чтобы избежать этого, кружок сначала сильно прижимается вспомогательным кольцеобразным Ш. U (если края cc' и r остры, то он может служить и для единовременного вырезания кружка d из листа). Прижимание мешает образованию складок; по мере опускания штемпеля металл станет вытягиваться, выскальзывать из-под U и принимать форму цилиндрического пространства, остающегося свободным между P и s. Фиг. 9 представляет кружок с четырьмя точками на краю; фиг. 10 и 11 представляют последовательные формы, принимаемые самим кружком и деформации квадрата, образуемого точками. Для облегчения скольжения латунь смазывают густым мыльным раствором, а медь, нейзильбер и железо — жиром. Сразу нельзя вытянуть очень глубокую чашку, обыкновенно получают неглубокую (фиг. 13) и повторяют операцию вытягивания, проходя последовательно через формы, показанные на фиг. 12. Таким путем из кружка получают довольно длинную трубу без спайки, которую можно вытягивать дальше, как проволоку. Если вытягиваемый сосуд не цилиндрический, например умывальный таз (фиг. 14), на нем обыкновенно образуются продольные складки, которые выглаживают потом приемами давильного мастерства (см.). Этими же приемами и машинами для обработки жести можно загибать края больших сосудов на проволоку или довольствоваться пустотелой кольцеобразной кромкой. Несравненно скорее достигается это вдавливанием штампа, снабженного кольцеобразным расширением, как видно из фиг. 15, 16, 17. Прямой край просто согнулся бы от нажима таким орудием, но цилиндрический край должен при этом растягиваться вдоль своей окружности, вследствие чего являются силы, заставляющие его завиваться.
Особое производство представляет Ш. разных небольших предметов из накаленного железа, стали или меди. Сначала высекают грубо кусок подходящего объема и формы и, прежде чем он остынет, придают ему окончательную форму между двумя штампами. При этом иногда срезается избыток металла, а иногда приходится делать это на особой машине. Чтобы приготовить штампы, делают сначала от руки экземпляр штампуемого предмета, штампы грубо подготовляют, накаливают докрасна и штампуют ими этот холодный предмет, пока он не отпечатается резко. Иногда употребляется "жидкий штемпель" (фиг. 18), например, чтобы выдавить гравировку на поверхности сосуда или полой ручки для зонтика. Штамп делают разъемным, сдерживают его коническим кольцом, наполняют жидкостью, завинчивают крышку с туго входящим поршнем и подвергают удару: гидростатическое давление прижимает металл к стенкам с такой силой, что гравировка отпечатывается. Для самой аккуратной работы, например для вырезания частей карманных часов, употребляют особые "подпрессные" штампы (фиг. 19): к штампу привинчен особый цилиндр на ножках, служащий направляющим для цилиндрического стержня штемпеля. Цилиндр этот высверлен конусом и простор между ним и стержнем залит мягким металлом. Завинчивая крышку, можно вдавить этот металл и достигнуть вполне плотного движения стержня. Для изготовления прорезного штампа сначала выделывают штемпель, закаливают и полируют его, и, вставив в машину, обводят его контур на куске стали, подготовленном для штампа и покрытым слоем меди посредством натирания медным купоросом, чтобы след иглы был виднее. Тогда внутри контура просверливают насквозь ряд дырок, очень близко сходящихся. Промежутки между дырками вырубают особым поперечным зубилом. После этого снимают внутри весь лишний металл на фрезерной машине с помощью напилков и зубил, оставляя, однако, небольшой запас. Этот запас срезают штемпелем в машине, и получают вполне плотное соприкосновение. Штамп часто не закаливают: в таком случае его можно многократно нажимать по краям и вновь срезать штемпелем, так что он прослужит дольше закаленного. Для закалки больших штампов их надо поливать обильной струёй воды, сверху на работающую поверхность. Прерывая струю вовремя, можно произвести желаемый отпуск теплотой нижней части штампа и достигнуть того, что эта часть остается мягкой и более прочной.
Литература. При составлении этой статьи материалами послужили следующие книги, содержащие много более подробных описаний и объяснений процессов работы, но не содержащие почти никаких данных для проектирования: H. S. Wilson, "The pract. Tool-Maker" (Филадельфия, 1898); Oberlin Smith, "Press-Working of metals" (Нью-Йорк, 1896); J. L. Lucas, "Dies and Die Making" (Провиденс, 1897).
В. Лермантов.
|
Page was updated:Tuesday, 11-Sep-2012 18:17:00 MSK |